高速磨削電主軸電磁設計
2014-07-20 09:14:14陳長江曹琨俞蓬
軸承 2014年5期
陳長江,曹琨,俞蓬
(1.合肥工業(yè)大學,合肥 230009;2.洛陽軸研科技股份有限公司,河南 洛陽 471039)
1 高速磨削電主軸特點及分類
高速磨削電主軸作為軸承加工主機的關鍵功能部件,現(xiàn)已得到廣泛應用,此類主軸具有高轉速,高靜、動精度,高剛性,磨削過程節(jié)拍較快,工作負載較輕,工作轉速較為恒定等特點。按照電動機與支承軸承組的相對位置關系,大致可分為2種。一種是電動機處于前后2組軸承之間,如圖1所示,常見于內圓、外圓、端面磨床的砂輪主軸以及砂輪修整主軸;另一種是電動機懸伸于后軸承組之外,如圖2所示,多用于內圓、深孔、端面復合磨削磨床的砂輪主軸。

圖1 傳統(tǒng)結構磨削電主軸結構圖

圖2 電動機后置磨削電主軸結構圖
由于高速磨削電主軸工作轉速通常較為恒定(一般為其標稱最高轉速的80%~90%),因此其內裝式電動機通常設計為恒轉矩制;而在一些較為特殊的工作場合,例如在內、外圓及端面復合磨削的情況下,也有設計成恒功率制的。此類電主軸一般內裝兩極異步鼠籠電動機,主要是考慮到工作轉速較高(一般都在每分鐘幾萬轉甚至十幾萬轉以上),采用兩極設計可以降低電動機的工作頻率,方便驅動器(變頻器)的配套。由于在磨削過程中工作負荷是周期性連續(xù)變化的,電動機對于負載有一定的短時過載能力,通常可以達到額定轉矩的1.6倍以上。同時,由于機床對于電主軸外形有一定的要求,因此,此類內裝電動機絕大多數(shù)為液冷電動機,為的是在緊湊的外形尺寸下實現(xiàn)最大化的轉矩輸出性能和高功率密度。
目前電主軸內裝電動機的形式主要有三相異步鼠籠式電動機和永磁同步電動機。其中三相異步鼠籠式電動機的應用較為廣泛;永磁同步電動機的應用近年來發(fā)展較快,國內也已有廠家展出實物并向市場提供產品。對于高速、大功率磨削,2種電動機形式各有優(yōu)、缺點。異步電動機已經十分成熟,綜合成本較低;永磁同步電動機具有低速大扭矩易于實現(xiàn)、輸出特性好、同等功率參數(shù)下體積小、轉子幾乎無電磁損耗的優(yōu)點,但是鑒于國內相應的設計、加工制造、裝配工藝、永磁體材料特性及其制造工藝的限制,在實際應用中成本較高,同時由于與之配套的高頻驅動器較少,目前在工程應用中還沒有大面積推廣。
2 150MD磨削電主軸電磁計算
利用VB軟件開發(fā)的電動機計算軟件,融合了中小型電動機設計程序[1]和電主軸電動機設計上的經驗。用該軟件對150MD磨削電主軸進行電磁計算,得出的主要參數(shù)為:該電動機為兩極三相電動機,功率7 kW ,同步轉速36 000 r/min,頻率600 Hz,異步轉速35 541.4 r/min,轉差率0.012 7,電壓350 V ,電流14.32 A,極對數(shù)1,功率因數(shù)0.905 1,效率0.891 1,過載能力Tmb=3.9,額定轉矩Me=1.88 N·m,定子槽數(shù)Q1=24,轉子槽數(shù)Q2=22,定子外徑D1=105 mm,定子內徑Di1=58 mm,氣隙g=0.3 mm,轉子外徑D2=57.4 mm,轉子內徑Di2=30.5 mm,定子鐵芯長度72 mm,轉子鐵芯長度75 mm,采用D32硒鋼片, 硒鋼片厚度0.35 mm,轉子導條采用開口槽鑄純鋁,轉子是熱套轉子(轉軸實心),繞組形式為雙層疊繞組星形連接,定子電流密度7.65 A/mm2,轉子導條的電流密度6.568 A/mm2,轉子端環(huán)的電流密度4.6 A/mm2,滿載氣隙磁通密度0.508 7 T,定子齒部磁通密度1.129 7 T ,轉子齒部磁通密度1.197 3 T,定子軛部磁通密度1.027 2 T,轉子軛部磁通密度0.892 5 T,電動機磁化電流 4.398 A。
3 電主軸電磁設計
基于以上計算結果,對150MD磨削電主軸內裝電動機的電磁進行設計。
3.1 氣隙長度選擇
定、轉子間的氣隙長度對感應電動機的性能影響很大。為減小磁化電流,提高功率因數(shù),氣隙應盡量小,但是氣隙長度不能太小,否則會引起諧波漏抗增加,電動機的雜散損耗增加,從而降低電動機的效率,加大溫升。同時,氣隙過小會引起最大轉矩和啟動轉矩的降低;并且對加工精度要求較高,制造難度較大;還可能因不同心造成定、轉子摩擦和電動機抱軸,嚴重影響電動機的可靠性。
電動機氣隙分別為0.2,0.3和0.4 mm時,電動機的空載電流如圖3所示。
由圖3可知,隨著氣隙的增大,空載電流呈現(xiàn)逐漸增大的趨勢。氣隙值越小,電動機的空載電流越小,其電磁性能越優(yōu)良,但是氣隙值越小對于加工制造的要求就越高,將直接導致成本的上升。因此,綜合電磁性能和加工工藝,150MD電主軸的內裝電動機工作氣隙最終選定為0.3 mm。

圖3 不同氣隙下的電動機空載電流
3.2 定、轉子槽數(shù)配合的選擇
定、轉子槽數(shù)配合選擇不當將使電動機產生振動和噪聲,增加雜散損耗。另外,當轉子槽數(shù)多于定子槽數(shù)時,雜散損耗也會增加。當定、轉子槽數(shù)接近時,由于齒諧波磁通量在轉子導條中感應的電流較小,諧波轉矩也較小,故為了消弱諧波轉矩,定、轉子槽數(shù)應盡量接近。
采用適當?shù)亩ā⑥D子槽數(shù)配合也會減小轉子的橫向電流損耗。轉子的橫向電流損耗與槽數(shù)配合比之間的關系為
(1)
式中:Q1,Q2分別為定、轉子槽數(shù)。
由(1)式可知,Pq最小值出現(xiàn)在定、轉子槽數(shù)相同處。結合電動機的電磁性能,分析認為定、轉子槽數(shù)配合比為24/22是較為合適的優(yōu)化方案。
3.3 轉子斜槽的選擇
電動機的齒諧波會嚴重影響電動機電流波形,使電流波形出現(xiàn)抖動,從而使電動機的振動和噪聲變大。其抖動次數(shù)與電動機的齒數(shù)相同。為了抑制電動機的齒諧波對其輸出電流的不良影響,根據(jù)設計原則及經驗,轉子采用扭斜1槽的方法,較好地減小了電動機的振動和電磁噪聲,抑制了電動機齒諧波的影響。
3.4 電動機負載情況分析
150MD型電主軸空載運行下突加額定轉矩時電動機的響應如圖4所示。
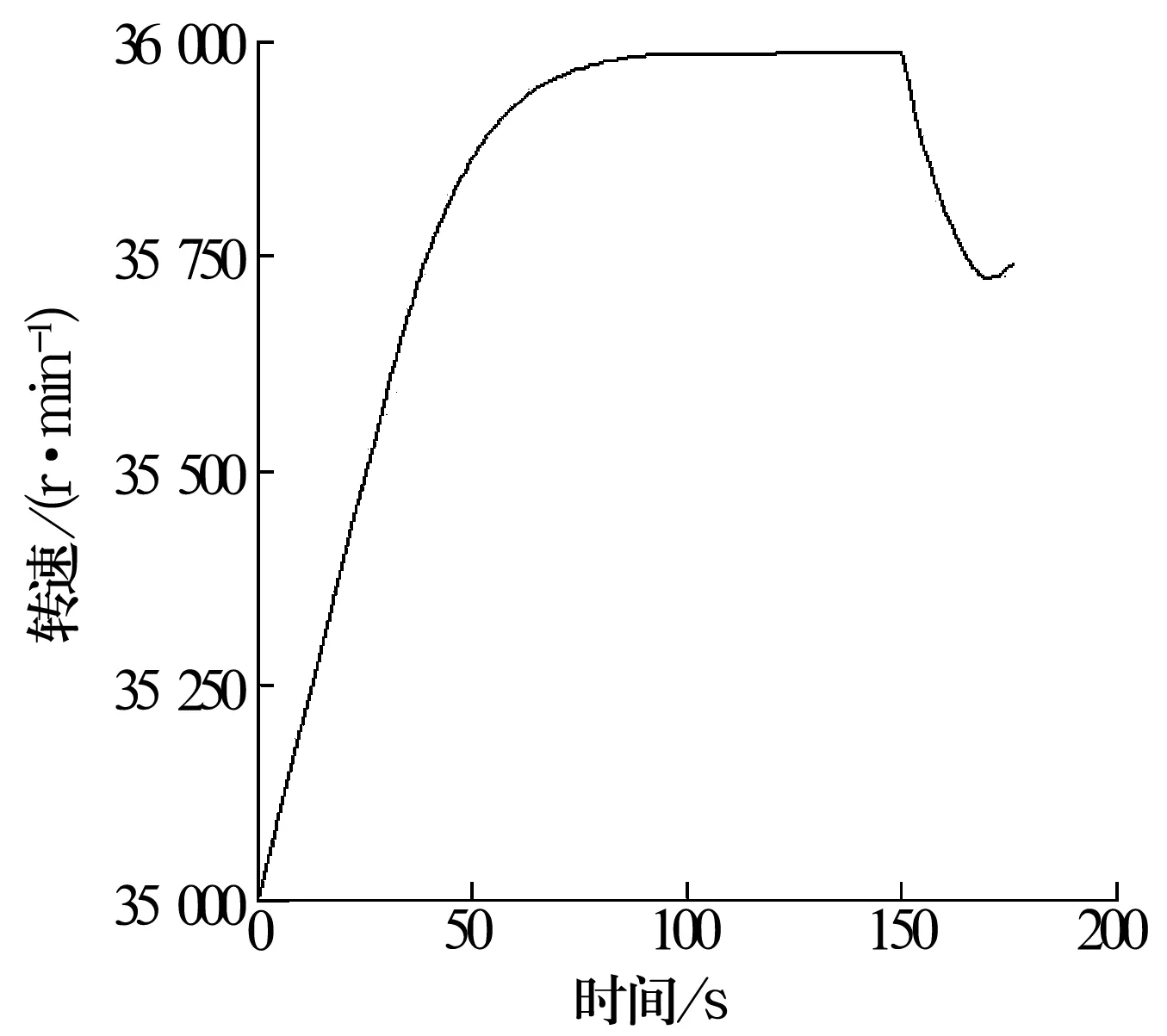
圖4 空載下突加額定轉矩時電動機的速度曲線
由圖4可知,電動機啟動后空載運行時,其實際轉速非常接近設計的同步轉速,在150 s輸出軸端突加額定負載后,實際轉速會突然下降至35 600 r/min,如果保持額定負載不變,則此時電動機平穩(wěn)運行,由此得知,電動機的轉差率約為0.011(電動機設計的同步轉速為36 000 r/min)。這與電動機設計程序計算得到的轉差率相符。
負載時電動機的磁力線分布如圖5所示。由圖5可知,電動機負載時齒部、軛部磁力線分布較為均勻,鐵芯利用率較高。額定負載時電動機的氣隙磁通密度如圖6所示。
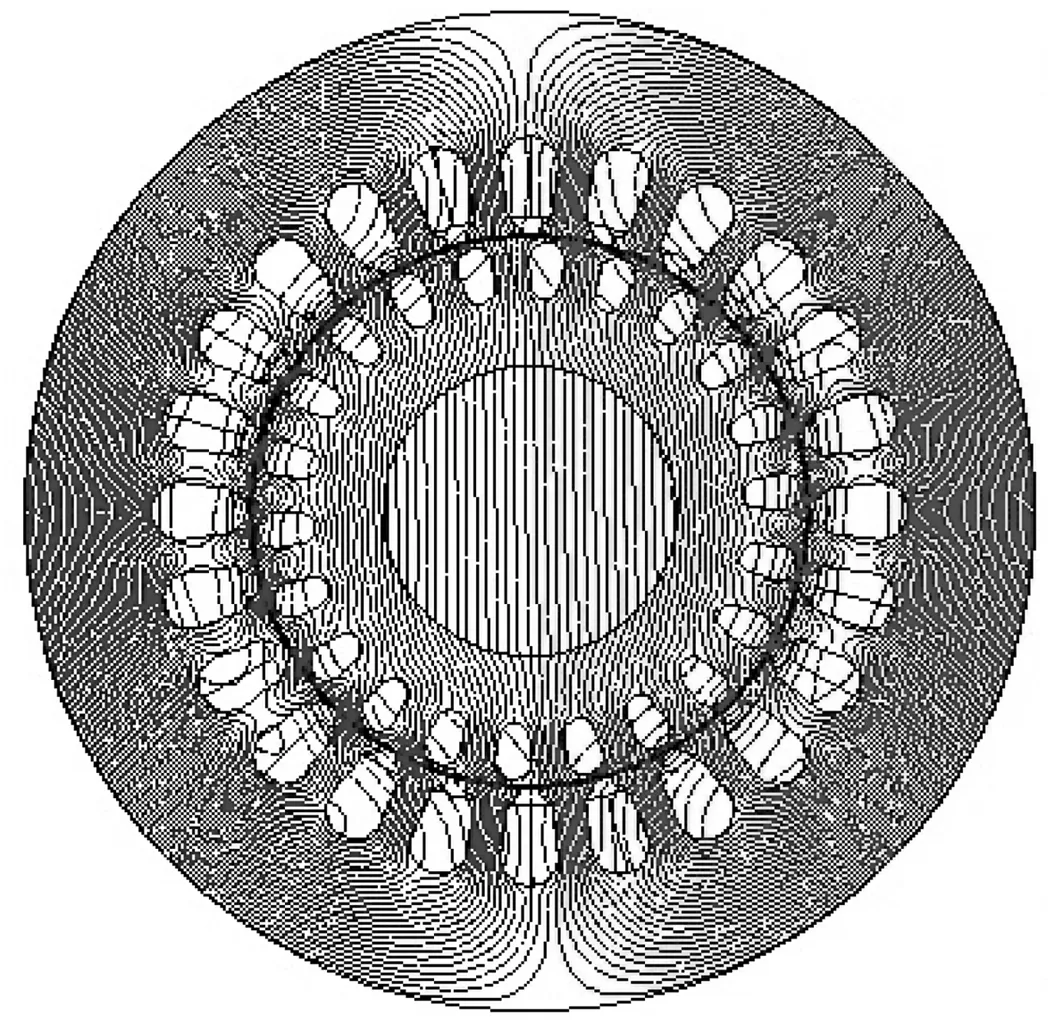
圖5 負載情況下電動機的磁場分布圖
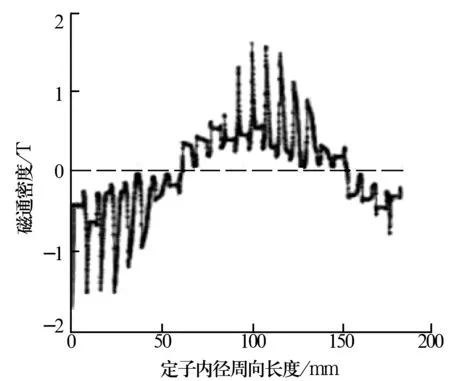
圖6 額定負載時的氣隙磁通密度波形圖
由圖6可知,電動機負載時的高次諧波含量較高,其Fourier分解如圖7所示。
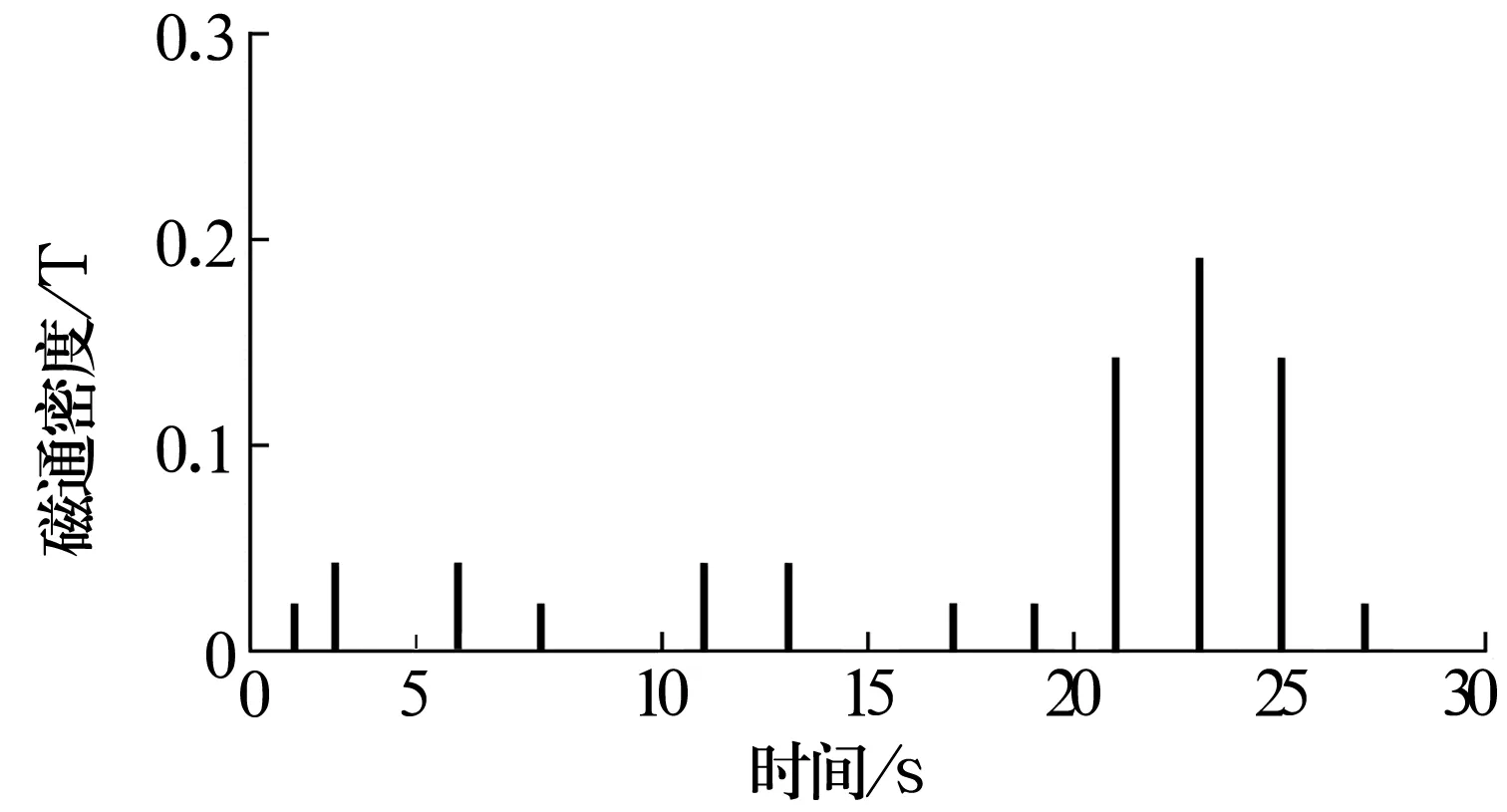
圖7 氣隙磁通密度波形Fourier圖
定、轉子齒部磁通密度分別如圖8和圖9所示。由圖8和圖9可知,150MD主軸電動機的定、轉子齒部磁通密度均在1.5 T以內,有效利用了電動機硅鋼片B-H曲線上1.1~1.6 T的線性區(qū),既滿足了電動機輸出特性的要求,又充分發(fā)揮了硅鋼片的最佳電磁性能。
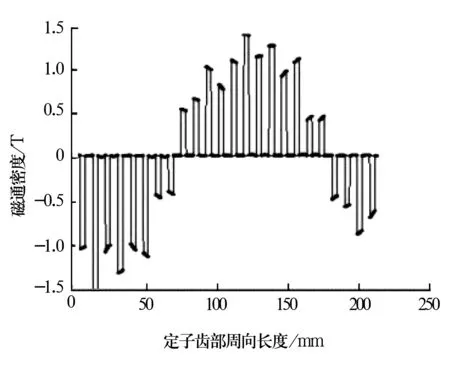
圖8 額定負載時定子齒部磁通密度波形圖

圖9 額定負載時轉子齒部磁通密度波形圖
4 結論
通過對150MD型磨削電主軸電磁性能的分析可知,該主軸的電磁設計既考慮了電主軸本身的需求,又考慮了實際加工難度以及成本,屬于較為合理的工程設計。同時,歸納出以下電主軸內裝電動機的設計原則。
(1)要兼顧機械設計和電氣性能的要求,選擇合理的定、轉子外型尺寸,保證既滿足高功率密度要求,又滿足高轉速轉子動力學的需求。
(2)要選擇合適的定、轉子氣隙值。氣隙值過小會加大機械加工的難度,而過大又影響電動機的輸出性能。
(3)要關注定、轉子的槽配合。在電主軸電動機的設計中,定、轉子合理的槽配合可以降低電動機的電磁噪聲以及附加損耗,對于電動機的溫升也有一定的影響,因此一定要遵守定、轉子槽配合選擇規(guī)則。
(4)要關注定、轉子各部位磁通密度。對于長期運行的電主軸,磁通密度不宜過高,通常在1.1~1.4 T較為合適;對于非長時間運行的特殊工況,磁通密度值可以高一些,但不宜超過1.8 T。
(5)要合理控制電動機定子電流密度、轉子導條電流密度、轉子端環(huán)電流密度。對于強制冷卻電動機,通常定子電流密度應小于13 A/mm2,轉子導條電流密度應小于7 A/mm2,轉子端環(huán)電流密度應小于5 A/mm2;對于風冷或者自然冷卻電動機來說,取值大致為上述對應值的1/3~1/2。
(6)在實際工程中,有定子扭斜槽也有轉子扭斜槽,通常電主軸電動機較多采用轉子扭斜槽,一般扭斜1槽或0.5槽。斜槽對于提高電動機啟動性能以及輸出特性有較大的作用。