平鋁壓條碾壓裝置的設計分析
2014-09-05 02:41:06李鵬鵬LIPengpeng韓冬瑞HANDongrui
價值工程 2014年12期
關鍵詞:設計
李鵬鵬 LI Peng-peng;韓冬瑞 HAN Dong-rui
(河南職業技術學院機電工程系,鄭州450046)
0 引言
近年來,中國的客車市場呈現出穩步前進的勢頭。同時市場經濟也對客車產品內在品質及外觀設計提出了新的要求[1]。隨著客車設計的不斷發展及創新,車身造型越來越向著流線造型方向發展,由于整車造型曲線柔美順暢,動感十足,因此能給我們帶來良好的視覺沖擊,但是多曲面的三維立體弧線也給客車零部件的生產制造和裝配帶來一定的困難[2]。為滿足實際生產制造需要,降低工人勞動強調,提高產品質量及市場競爭力,本文設計了一套用于固定后備倉倉門上方密封膠條的平鋁壓條碾壓裝置。
1 零件結構分析
由于車身后圍后備倉上方的密封壓條為三維工件,壓條形狀為平鋁壓條,平鋁壓條碾壓裝置未設計使用前,車間操作工人采用木錘錘擊平鋁壓條單邊的辦法,使平鋁壓條一邊因錘擊延展而伸長,另一邊保持不變,最終使平鋁壓條向一邊方向彎曲。此方法操作簡單,但是生產效率較低,且錘擊后平鋁壓條表面質量較差,曲線的弧度也很難控制,造成裝配困難。設計人員經過策劃設計了平鋁壓條碾壓裝置,前期利用三維設計軟件建立了三維實體模型[3]。設計效果如圖1和圖2。

圖1 三維實體模型
圖2 三維實體模型
該碾壓裝置主要由搖臂、立板、導板、調節支撐、調節螺栓、壓輪支撐、壓輪支撐軸銷、從動輪、主動輪、調節斜塊、碾壓裝置底座、工作臺面等組成[4],如圖3所示。其中其中壓輪支撐和壓輪支撐軸銷對壓輪其固定作用;立板和導板對平鋁壓條的運行起導向作用,防止運行方向發生變化,影響碾壓效果;根據實際生產需要,調節螺栓、調節斜塊和調節支撐可共同作用實現對平鋁壓條彎曲的曲率調節。
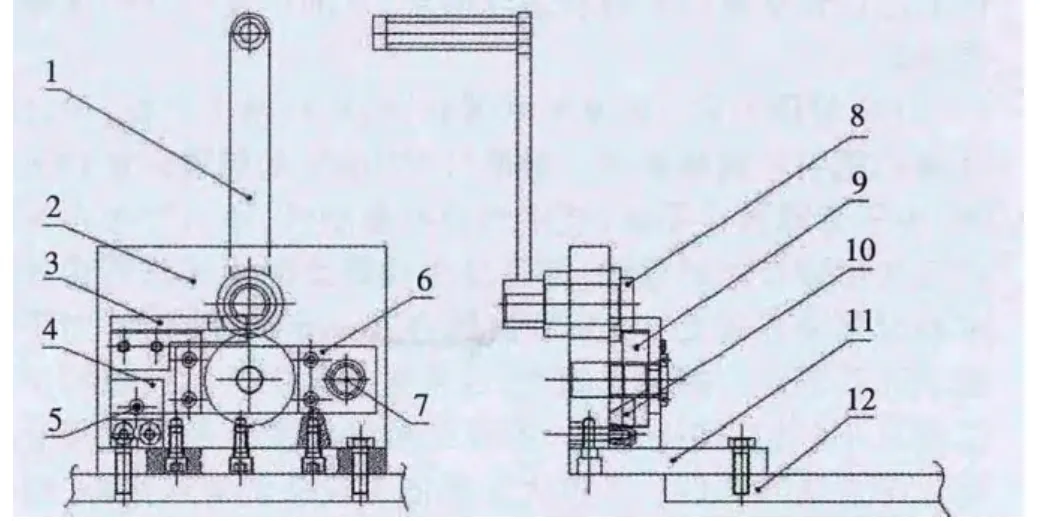
圖3 平鋁碾壓裝置結構圖
2 碾壓裝置結構工作原理
碾壓裝置工作基本原理是:平鋁壓條的碾壓程度依靠一副主從動輪的配合間隙來調整,通過兩輪間隙的改變,實現對平鋁壓條壓力的改變,從而控制壓條的塑性變形,最終實現對平鋁壓條的彎曲程度的控制,輪間間隙的調整是靠調節螺栓推動三角斜面來實現的。
該套裝置的動力來源是通過人工搖動搖柄帶動轉軸上的碾壓主動輪旋轉來實現其動力輸出,使平鋁壓條的運行和碾壓同時進行。工作時,碾壓裝置僅碾壓平鋁壓條的一條棱邊,使其產生塑性變形,另一棱邊保持不變,最終使平鋁壓條向著一邊均勻彎曲變形。
平鋁壓條的的截面如圖4,當碾壓裝置工作時,通過碾壓平鋁壓條一邊的楞筋(如圖5),使平鋁壓條的一邊產生塑性變形,從而產生彎曲效果。

圖4 平鋁壓條截面圖

圖5 碾壓裝置主從動輪工作圖
平鋁壓條彎曲的曲率調節,依靠主從動輪的輪間間隙的調整,而調節螺栓的作用就是為調整輪間間隙而設置的,當調整調節螺栓時,螺栓推動調節斜塊(圖6)運動,調節斜面通過調節支撐的斜面(圖7)使調節支撐圍著壓輪支撐軸轉動,從而調節兩輪之間的間隙,實現平鋁壓條彎曲曲率的調整。
3 結束語
此套碾壓裝置的設計成功,滿足了車間工裝需求,降低了工人的勞動強度,解決了平鋁壓條在制作過程中的困難,提高了平鋁壓條裝配工藝水平。同時由于該碾壓裝置結構比較簡單緊湊,零部件都能易于加工實現,制造成本低。另外該碾壓裝置僅需要一個工作臺面,不占用過多的場地空間。該裝置經車間一年多的使用驗證,裝配工藝良好,使用效果明顯。
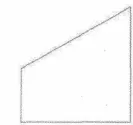
圖6 調節斜塊

圖7 壓輪支撐
[1]譚偉.輕型客車車身設計與優化[D].武漢:華中科技大學,2012:2-6.
[2]葛斌.淺談提高汽車車身骨架裝焊質量的措施[J].汽車工藝與材料,2006:27-28.
[3]王望預.汽車設計[M].北京:機械工業出版社,2006:174-218.
[4]《汽車工程手冊》編輯委員會.汽車工程手冊·設計篇[M].北京:人民交通出版社出版,2001:782-849.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04