定位環零件切削加工工藝及夾具設計
2014-09-10 02:39:26孫德英
中國教育技術裝備 2014年1期
◆孫德英
作者:孫德英,大連職業技術學院機械工程學院副教授,研究方向為數控技術及實訓教學管理(116037)。
1 定位環零件圖分析
如圖1所示為定位環零件圖,該零件形狀簡單,材料為STKM16A,綜合切削性能較好。兩端面的平行度公差及粗糙度可通過磨削加工即可保證;內孔尺寸及形位精度要求較高,通過數控車削加工,在適當的定位與夾緊方式下,可保證加工精度。
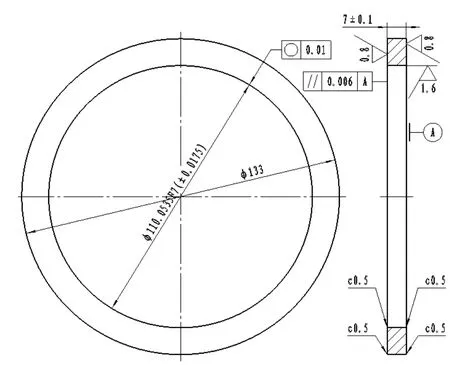
圖1 定位環零件圖
該件單邊壁厚較薄(11.5 mm),徑寬比較大(19 mm)。采取直接夾持該工件外圓進行加工,Ф(110.0535+0.0175)mm內孔尺寸及0.01 mm的圓度很難保證。為此,除在工序上考慮該零件的精度之外,還要采用一種專用夾具,把該件直接所受的徑向夾緊力轉移或變為軸向夾緊力。
2 定位環零件切削加工工序
下料使用鋸床下料,毛坯尺寸為Ф135×15,如圖2所示。

圖2 定位環毛坯圖
第一次安裝使用QTN150數控車床,三爪卡盤夾持Ф135 mm外圓,夾持長度為5 mm;車削外圓和右端面至定位環零件圖要求,并倒角C0.5;車削內孔尺寸至Ф109.1 mm,單邊留約余量0.45 mm,深度10 mm,并倒角內孔C0.5,如圖3所示。
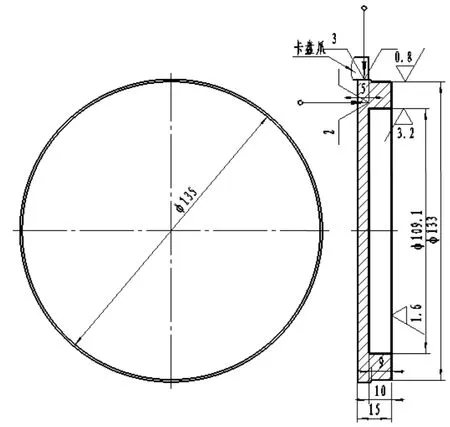
圖3 外圓及右端面加工裝夾示意圖
第二次安裝使用QTN150數控車床,三爪卡盤夾持已加工好的Ф133 mm外圓,夾持長度為5 mm,車削左端面至7+0.3,并角C0.5,如圖3所示。
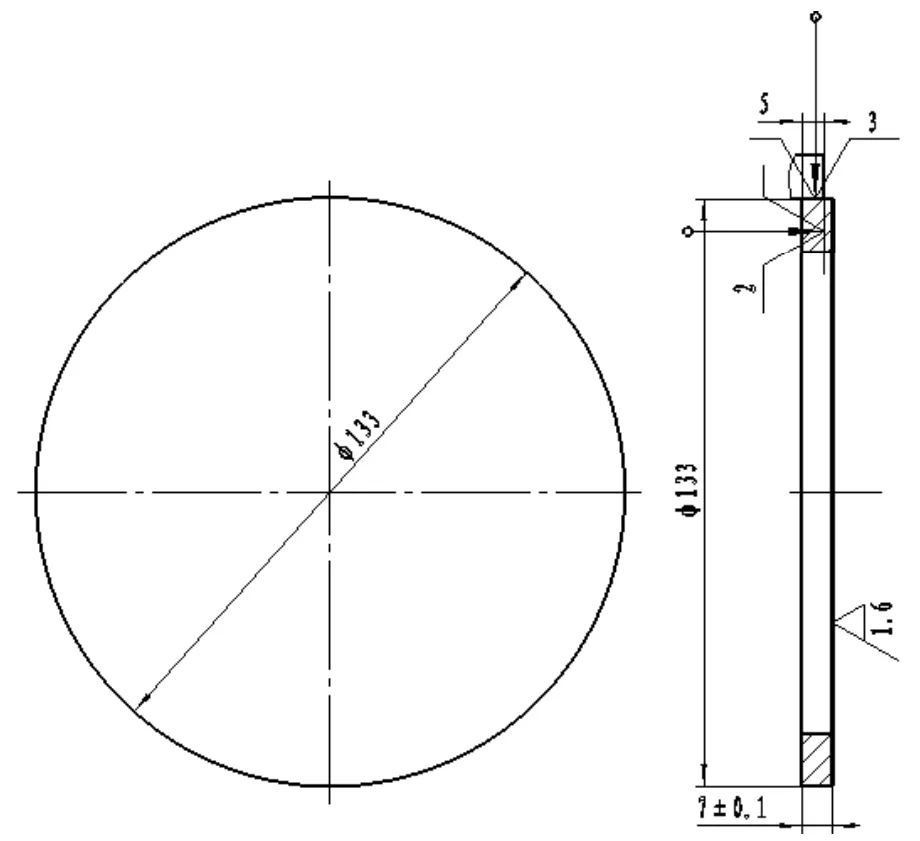
圖4 左端面加工示意圖
第三次安裝使用QTN150數控車床,三爪卡盤夾持定位環專用夾具的Ф145 mm外圓;之后把圖4所示工件裝于定位環夾具底座上,裝上定位環壓蓋,用螺釘擰緊;車削內孔尺寸Ф109.1 mm至尺寸Ф110.0535(F7),如圖5所示。
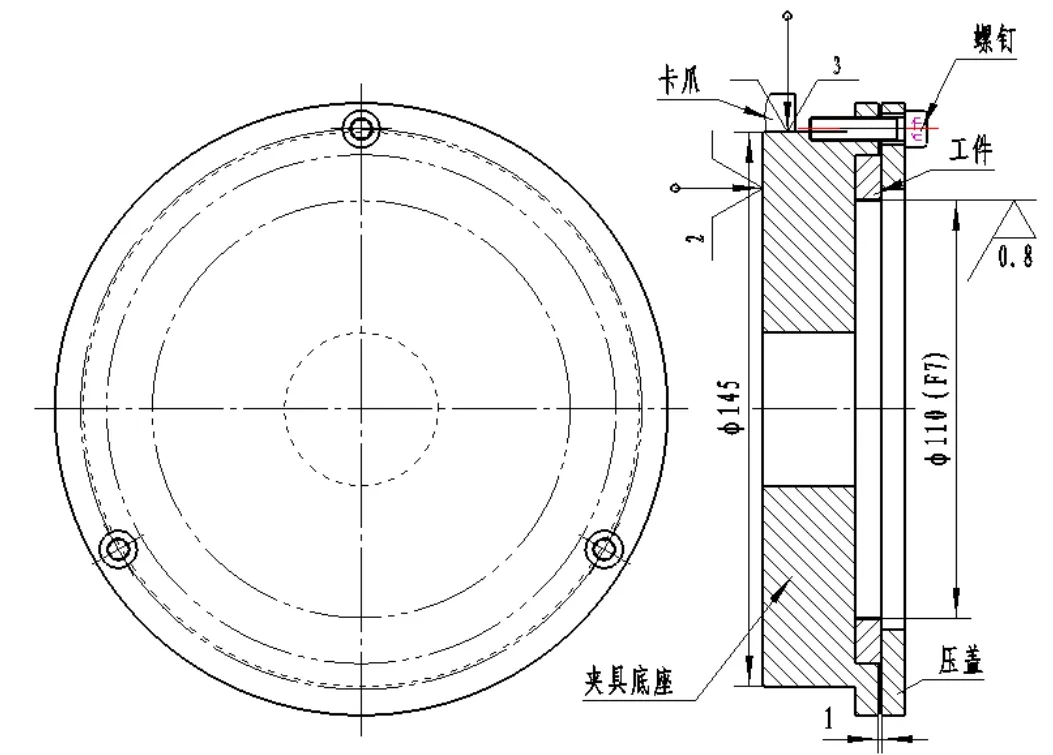
圖5 夾具使用示意圖
第四次安裝使用M7130磨床,磨削加工(7+0.1)mm兩平面至定位環零件圖要求。
3 定位環零件夾具
由圖5可以看出,該夾具由底座、壓蓋及螺釘等元件組成。使用時,把數控車削加工好的定位環工件放在底座上,放上壓蓋,之后擰緊三個螺釘即可。
該夾具的特點是把徑寬比較大,薄壁定位工件由原來的徑向直接夾緊方式(該方式易使工件變形,影響Ф110.0535(F7)圓度及尺寸精度),變為軸向夾緊方式(徑向不受力,不影響Ф110.0535(F7)圓度及尺寸精度)。
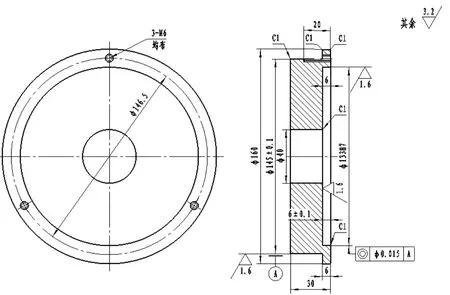
圖6 夾具底座零件圖
如圖6所示,定位環夾具底座限制了工件的5個自由度,滿足了該件的加工尺寸精度要求。其中:止口深為6 mm,要小于定位環數控車削之后的厚度(7+0.5)mm;止口直徑為Ф133H7 mm,對應工件的數控車削直徑尺寸設計成Ф133h7 mm,采取間隙配合方式,以保證工件與夾具底座配合不影響零件的內徑尺寸。
使用定位環夾具試切定位環工件,通過加工出的樣件進行檢測,其他尺寸及表面質量均滿足圖紙要求,可以使用該夾具裝夾定位環工件進行加工,避免了原來的直接裝夾工件外圓加工帶來的誤差現象的發 生。通過該定位環零件的切削加工工藝研究與分析,可以把結論應用于其他類似項目中。主要思想是把工件的徑向夾緊力變為軸向夾緊力,或轉移夾緊力作用位置,使薄壁或直徑寬比較大的工件加工不因夾緊力而引起變形,保證工件的形位誤差及表面質量。
[1]趙長明,劉萬菊.數控加工工藝及裝備[M].北京:高等教育出版社,2003.
[2]王光斗,王春福.機床夾具設計手冊[M].上海:上海科學技術出版社,2000.
[3]楊永才.機械設計新標準應用手冊[M].上海:上海科學技術出版社,1993.
