基于DEFORM的10.9級短尾拉鉚釘有限元分析
2014-09-13 03:30:50趙祥云
機電產品開發與創新 2014年1期
伏 凱,劉 宇,趙祥云
(眉山南車緊固件科技有限公司,四川 眉山 620010)
0 引言
短尾拉鉚釘具有獨特的優勢,其安裝方便、節約材料、噪音小、鉚接工具使用壽命長等,因此,在國內10.9級短尾拉鉚緊固連接系統已運用于地鐵、城軌、高檔客車上的關鍵部位,也有用在重載、振動等惡劣工況的重型卡車上。本文基于DEFORM 軟件及現場試驗,研究10.9級短尾拉鉚釘在安裝使用中的鉚接力、拉脫力、應力場、應變場等情況,并與8.8級短尾拉鉚釘進行對比分析,并根據分析結果對設計進行修正。
1 10.9級短尾拉鉚釘簡介
10.9級短尾拉鉚緊固連接系統由鉚釘和套環組成,其中鉚釘由冒頭、卸載槽、光桿、鎖緊槽、螺紋段和尾牙組成,套環由變形區、法蘭盤、凸點和卡齒組成,如圖1 和圖2所示。鉚釘冒頭根部設計有卸載槽,為了避免鉚接和使用過程中可能存在的應力集中現象。鉚釘鎖緊槽由環形槽和螺旋槽組成,螺旋槽便于套環旋入準備安裝,方便操作;環槽型可以有效保證連接后的可靠性,在振動的工況下,具有更好的防松性能。
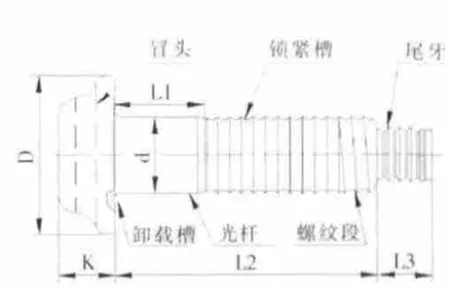
圖1 10.9級短尾鉚釘Fig.1 Grade 10.9 Bobtail
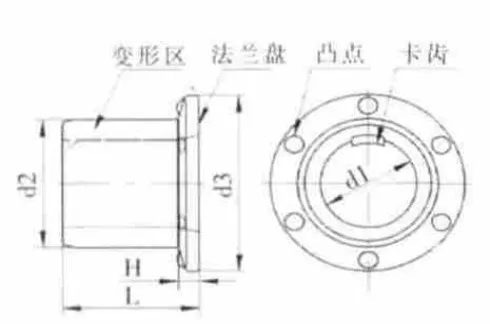
圖2 10.9級套環Fig.2 Grade 10.9 collar
2 有限元分析模型建立
圖3為短尾拉鉚釘、套環、鉚接器槍頭和卡爪的有限元分析模型,鉚接時鉚接器槍頭軸向相對運動并擠壓套環變形,套環被擠壓到鉚釘環型槽中形成連接,拉脫時拉脫板軸向相對運動并對鉚釘和套環軸向施力,迫使套環從鉚釘環形槽中脫出,由于在鉚接過程和拉脫過程中套環和鉚釘環槽受到較大的變形和應力,故對其采取局部細化網格提高模擬精度。
在DEFORM-2D 中,模擬過程計算步長的大小可以通過時間步長或者位移步長來定義。計算時任何節點每一步的最大位移不應該超過變形體單元邊長的1/3,否則會增加網格畸變的速度。而對于一些特殊的變形過程,如拐角處金屬流動、快速成形以及類似的一些特殊變形過程,時間步長也許需要定義每一加載步長內節點的最大位移不應超過單元邊長的1/10[1~3]。因而,具有致密網格的模擬比具有較粗糙網格的模擬過程需要定義更小的時間步長。體積成型通常采用剪切摩擦模型,冷擠壓摩擦系數取0.08。在鉚接和拉脫過程中,鉚接器和拉脫板移動速度分別設置10mm/s,最小網格為0.05~0.07mm,設置為0.02mm。
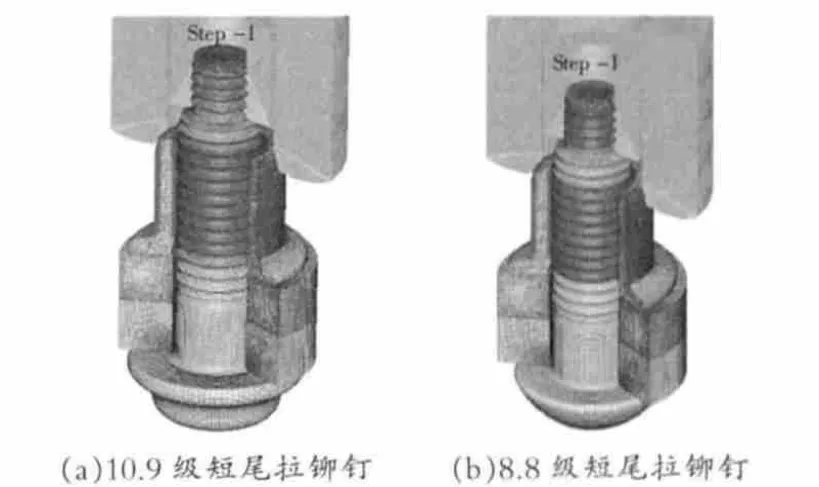
圖3 高強度拉鉚釘有限元分析模型Fig.3 FEA of the high strength Bobtail
3 有限元結果分析
3.1 鉚接過程行程—載荷曲線分析
圖4為鉚接過程行程—載荷曲線圖,表1為高強度短尾拉鉚釘鉚接過程分析數據,可以看出隨著鉚接器載荷的增加,套環逐漸變形,鉚接過程行程與載荷呈近似線形關系,10.9級短尾拉鉚釘變形起始載荷和最大成型載荷均大于8.8級短尾拉鉚釘。
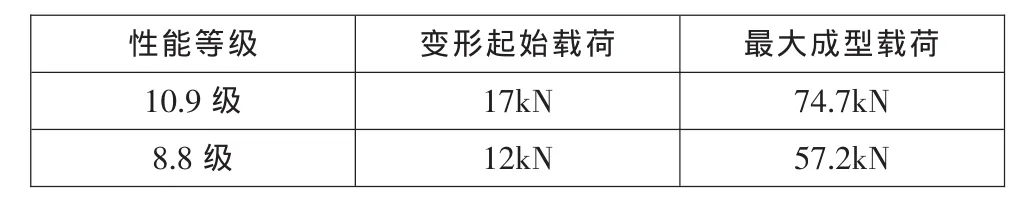
表1 鉚接過程行程載荷數值分析數據Tab.1 Force of analysis of riveting
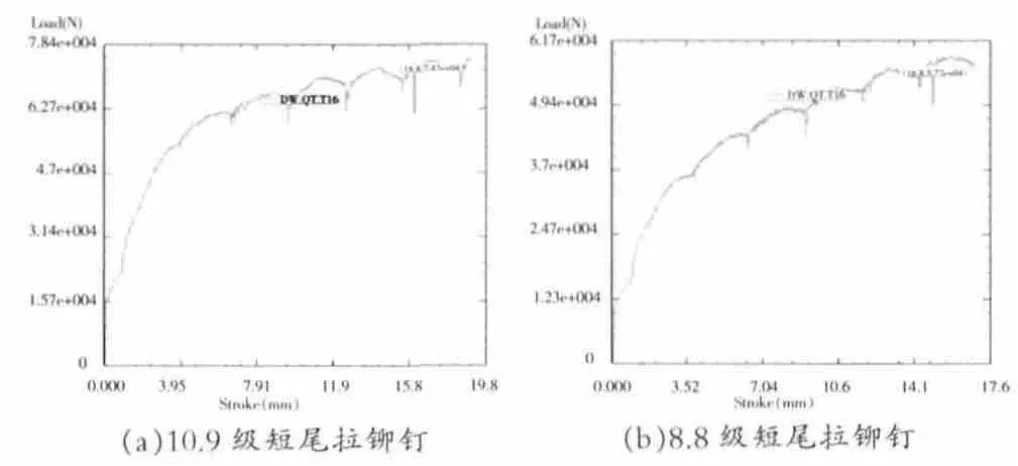
圖4 鉚接過程-行程載荷曲線Fig.4 The curve of analysis of riveting
3.2 鉚接過程等效應力、應變數值分析
圖5~6 分別為套環、鉚釘鉚接過程等效應力分布圖,圖7~8 分別為套環、鉚釘鉚接過程等效應變分布圖,表2為鉚接過程應力、應變等數值分析數據。從圖表中可以得出:8.8級和10.9級短尾鉚釘的最大等效應力均出現在短尾環槽處,最大等效應變出現在與套環接觸的環槽頂部;套環最大等效應變出現在鉚接時槍頭喇叭口處套環與鉚釘環槽頂部接觸處,最大等效應變出現在與鉚釘環槽接觸處。
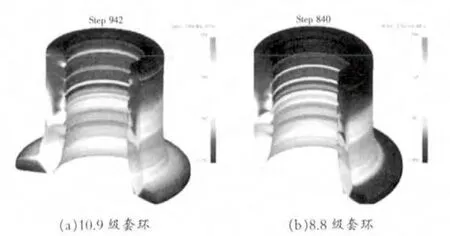
圖5套環等效應力分布圖Fig.5 Equivalent stress analysis of the collar
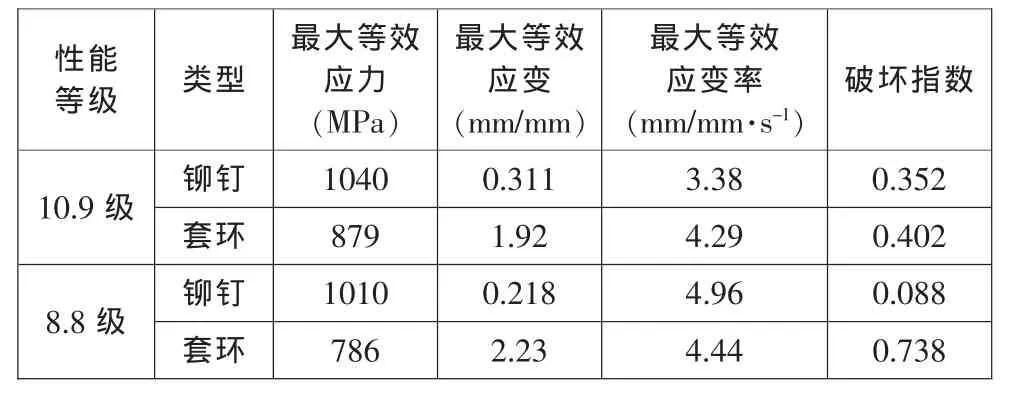
表2 鉚接過程數值分析數據Tab.2 Data analysis of riveting
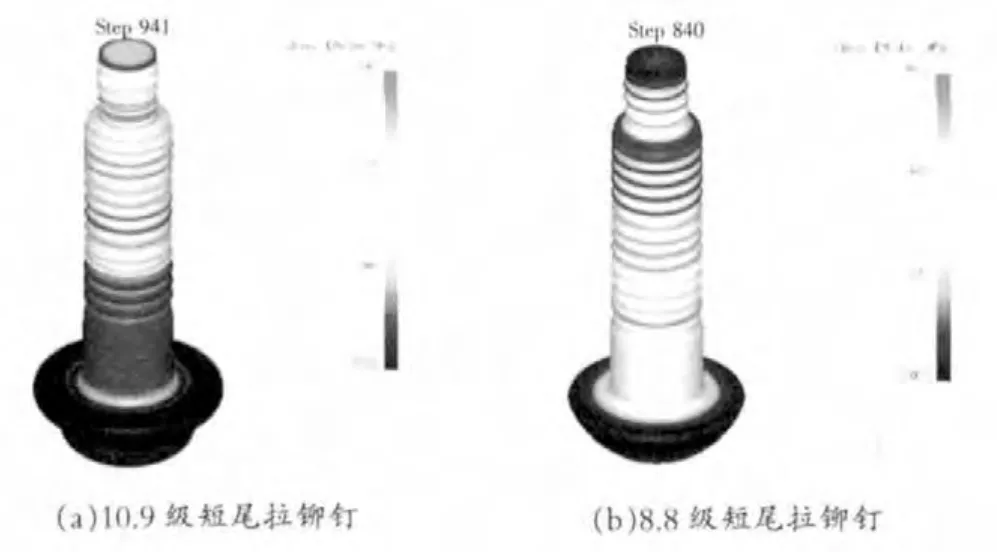
圖6 鉚釘等效應力分布圖Fig.6 Equivalent stress analysis of the Bobtail
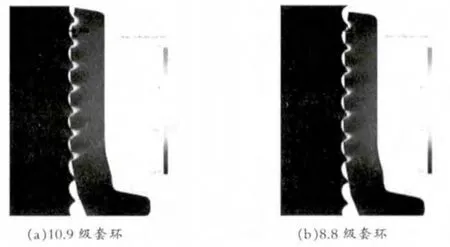
圖7套環等效應變分布圖Fig.7 Equivalent stress analysis of the collar
3.3 拉脫過程行程—載荷曲線分析
圖9 是拉脫過程行程載荷曲線,從圖中可以看出拉脫過程分:①載荷增加行程幾乎不變,短尾鉚釘和套環處于彈性變形區域;②載荷增加,行程增加,套環開始
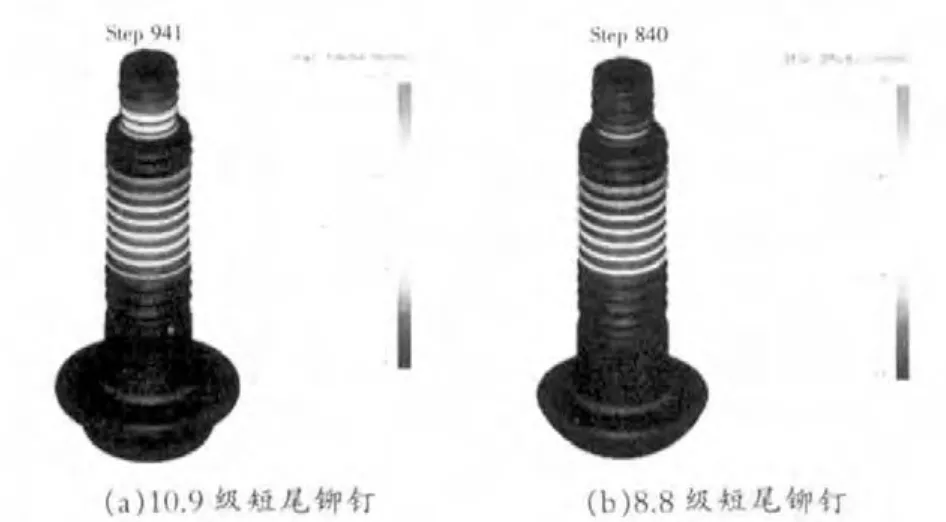
圖8 鉚釘等效應變分布圖Fig.8 Equivalent strain analysis of the Bobtail
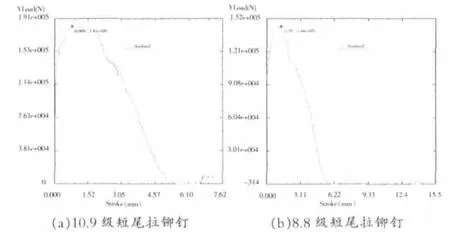
圖9 短尾拉鉚釘拉脫過程行程載荷曲線Fig.9 The curve for bobtail during breaking
變形;③行程增加,載荷降低,鉚釘和套環分離。短尾拉鉚釘和套環拉脫數據見表3,從表中可以看出10.9 短尾拉鉚釘拉脫力明顯大于8.8級短尾拉鉚釘拉脫力,兩者均符合TJ00009-2012 以及運裝貨車 [2010]575 號文件等文件中規定的力學性能要求[4]。
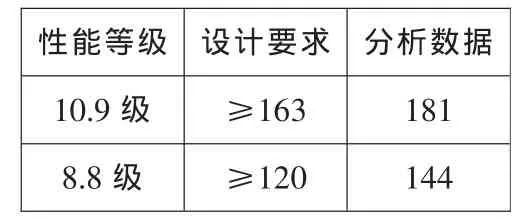
表3 拉脫過程行程載荷數據(kN)Tab.3 Loading data during breaking process
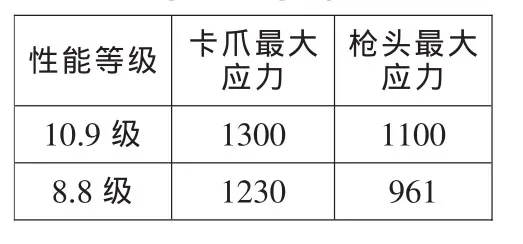
表4 鉚接過程鉚接工具應力(MPa)Tab.4 Stress analysis of tooling during operation
3.4 安裝使用過程中工具受力分析
圖10 是鉚接過程卡爪應力分布情況,最大應力出現在卡爪環槽底部和受力面處,圖11 是鉚接過程槍頭應力分布情況,最大應力出現在與套環接觸處得變形過渡帶(喇叭口)。鉚接過程卡爪和槍頭最大應力情況見表4,因此,卡爪和槍頭需要使用高強度工具鋼材料。
4 力學性能試驗
用萬能試驗儀和多路顯示儀等設備對10.9級短尾拉鉚釘進行力學性能試驗,按照相關標準,拉鉚釘試驗項目主要有壓緊力、剪切力、拉脫力等試驗,試驗數據如表5所示。從試驗數據中分析可得,10.9級短尾拉鉚釘試驗值符合企業技術文件等要求。
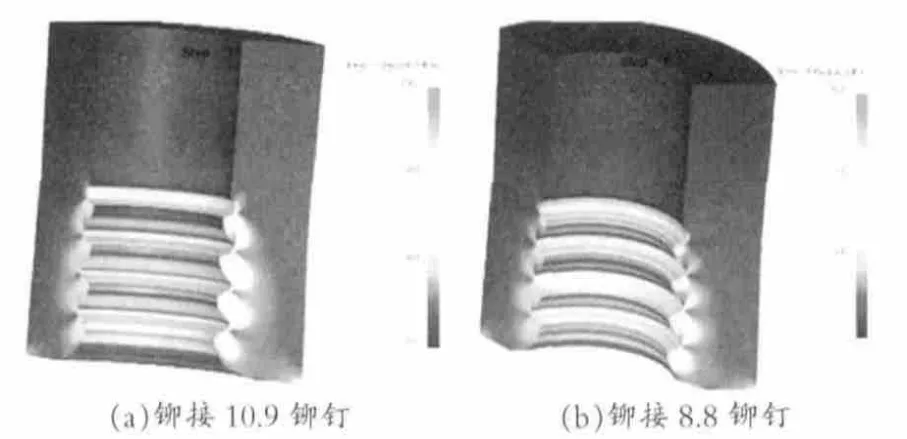
圖10 鉚接時卡爪等效應力分布圖Fig.10 Equivalent stress analysis for holder during operation
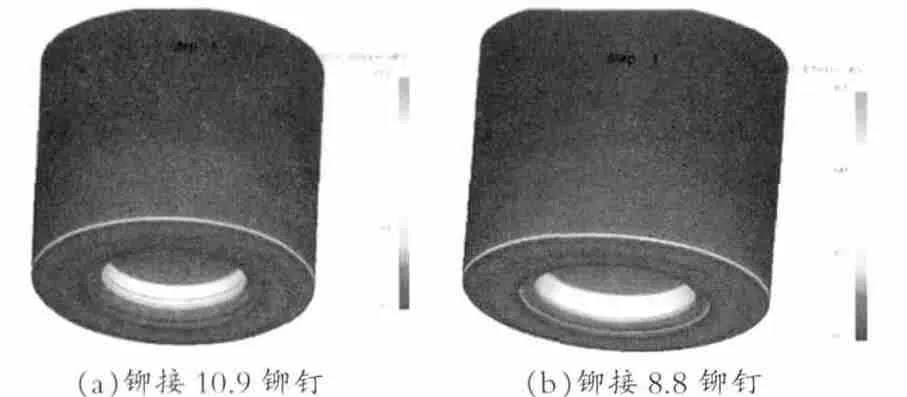
圖11 鉚接時槍頭等效應力分布圖Fig.11 Equivalent stress analysis for head during operation

表5 10.9級短尾拉鉚釘力學性能試驗(kN)Tab.5 Mechanical testing for grade 10.9 Bobtail
5 結束語
通過DEFORM 軟件和試驗的方式對10.9級短尾拉鉚釘進行分析,可以得出以下結論:
(1)利用剛塑性有限元理論對10.9級短尾拉鉚釘的設計進行分析,得出10.9級短尾拉鉚釘在安裝使用過程中的鉚接行程載荷曲線、應力場、應變場和拉鉚銷使用過程中的拉脫行程載荷曲線、應力場、應變場等情況,并與8.8級短尾拉鉚釘進行對比分析。
(2)通過對鉚接工具應力分析得出安裝使用過程中鉚接工具的應力分布情況。
(3)分析結果顯示鉚釘結構設計合理,安裝使用性能良好,鉚接后力學性能符合設計要求。
[1]潘雋.基于Deform的錐齒輪冷精鍛組合凹模研究[D].浙江工業大學,2011.
[2]劉建生,陳慧琴,郭曉霞.金屬塑性加工有限元模擬技術與應用[M].冶金上業出版社,2003.
[3]李尚健.金屬塑性成形過程模擬[M].機械工業出版社,1999.
[4]GB/T3098.1-2000.螺栓螺釘螺柱機械性能[S].
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
終身教育研究(2014年5期)2014-02-28 01:23:06