閉式鍛造工藝的開發與應用
2014-10-10 06:08:06張家全張進南京汽車鍛造有限公司
鍛造與沖壓 2014年5期
關鍵詞:工藝
文/張家全,張進·南京汽車鍛造有限公司
閉式鍛造工藝的開發與應用
文/張家全,張進·南京汽車鍛造有限公司
張家全,原南京汽車鍛造廠技術副廠長,多年來一直從事技術研發工作,主持了曲軸、轉向節、汽車前工字梁、70發動機連桿等復雜鍛件和鍛模的設計工作,完成了依維柯汽車變速箱齒輪鍛件的閉式鍛造改進工作,在閉式鍛造工藝方面做了深入的探索。
閉式鍛造具有材料利用率高、鍛件成形精度高的特點,一般應用于回轉體零件尤其是齒輪毛坯的鍛造成形。汽車工業尤其是轎車工業的發展,進一步推動了熱精鍛、溫鍛和冷鍛工藝的發展。國內目前汽車變速箱齒輪鍛件大都采用閉式鍛造工藝生產,部分采用冷鍛工藝生產,閉式鍛造工藝所采用的設備有熱模鍛壓力機、螺旋壓力機以及更高精度和效率的哈特貝爾高速熱鐓機,所生產的鍛件可直接上機加工線加工。
研究對象
乘用車市場的快速發展向鍛件生產企業提出了齒輪毛坯鍛造工藝的取向問題,傳統的開式模鍛工藝已逐步暴露出材料利用率低、鍛件精度不能滿足機加工大量生產的上線加工等問題,尤其是新車型項目的變速箱齒輪已不可能再采用傳統的開式模鍛工藝生產,因此閉式鍛造工藝的開發和應用成為必然。
本文的研究對象是兩種乘用車變速箱的典型齒輪鍛件。
IVECO變速箱齒輪鍛件
IVECO變速箱齒輪鍛件基本上是普通級,單邊加工余量約2mm,鍛件先用普通機床粗加工后再上線加工。
轎車變速箱齒輪鍛件
轎車變速箱齒輪鍛件大部分為精密級,這部分齒輪鍛件精度要求較高,其單邊加工余量大部分為1mm,局部部位僅0.5mm,鍛造公差為。
前期分析
初步分析
目前IVECO和轎車兩個車型的變速箱齒輪中,有12個小型鍛件可采用閉式鍛造工藝生產,年需求量近40萬件,而按照現有的工藝生產的話,每年將有近40t的原材料在鍛造過程中被浪費掉,針對此問題我公司制定了下列的工作目標:
⑴研究開發閉式鍛造模具結構。
⑵研究開發閉式鍛造工藝并用于批量生產,轎車變速箱齒輪鍛件不經本廠機加工而直接上機加工線加工,從而實現降低材料消耗、提高鍛件精度、降低鍛件成本的目標。
閉式鍛造工藝所需要的基本條件
⑴下料方面。
1)重量公差。由于閉式鍛造不產生飛邊,因此閉式鍛件的質量對下料重量的變化十分敏感,一般其下料重量公差應控制在坯料重量的±5%范圍內。
2)端面斜度。過大的端面斜度將直接影響預制坯以及成形時鍛件周邊金屬體積的不均勻性,由此而造成鍛件周向局部縱向毛刺嚴重或局部充不滿,嚴重時將產生廢品,故一般要求下料端面斜度控制在1°以內。
⑵模鍛設備方面。
模鍛設備除應具有足夠的精度和打擊能量外還應具備以下兩個條件:
1)頂料機構必須具有足夠的頂料力、頂料行程和保持時間,以保證鍛件能順利地從模具型腔中頂出。
2)便捷的封閉高度調整。
工藝分析與試驗情況
設備選擇
由瑞士哈特貝爾公司生產的高速鐓鍛機是一種高速、高精度的閉式鍛造生產設備,其價格昂貴,必須要有足夠的產量滿足其開動負荷,因此大多廠家采用熱模鍛壓力機或螺旋壓力機進行閉式鍛造生產。
熱模鍛壓力機具有較高的精度,封閉高度調整靈活方便,可以設置多個型槽,有利于成形,具有上下頂料裝置,生產效率高。
螺旋壓力機價格便宜,有一定的精度,但國產螺旋壓力機大多沒有上頂料機構。螺旋壓力機屬于非定行程設備,這就要求模具要具有封閉高度調整機構,這樣才能達到控制模具型腔體積的目的。我公司進口的意大利730t螺旋壓力機除沒有封閉高度調整機構外,其他如精度、頂料機構等都可以滿足閉式鍛造的要求,因此選擇730t螺旋壓力機作為此次閉式鍛造試驗的主機。
工藝設計
⑴閉式鍛件圖的設計。
閉式鍛件圖需要在原會簽的供貨鍛件圖基礎上考慮閉式鍛造的特點作適當的調整:
1)分模線按閉式鍛造設計。
2)外形尺寸以供貨鍛件圖的公差尺寸為基本尺寸,考慮氧化皮和后續熱處理、拋丸處理后尺寸的變化作適當調整(一般增加或減少0.4~0.5mm)。
3)除供貨鍛件圖特別注明外,外拔模斜度小于1°,內拔模斜度采用2°。
⑵坯料的計算。
閉式鍛造的坯料需在鍛件圖的公差范圍內能夠生產出合格的鍛件,也就是說坯料的體積必須要滿足閉式鍛造時鍛件直徑方向尺寸最小、高度方向尺寸最大(新模具)和鍛件直徑方向尺寸最大、高度方向尺寸最小(老模具)這兩個條件。以圖1為例,坯料的體積應按下式計算:

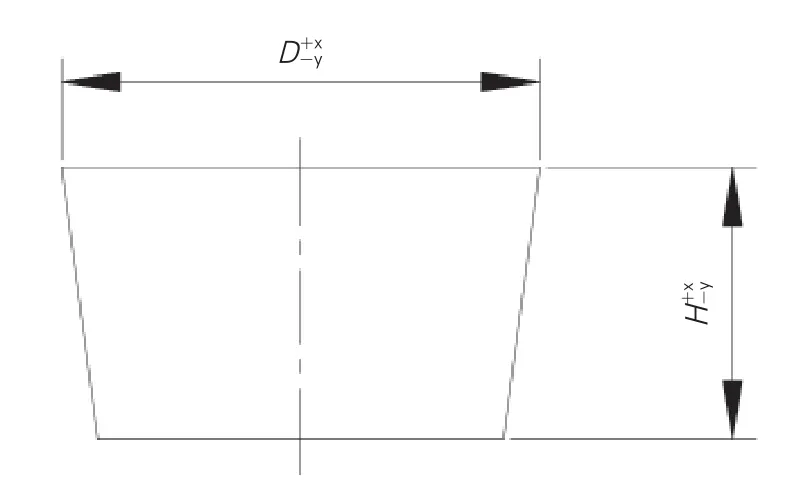
圖1 鍛件圖
在實際的下料過程中,坯料的體積是變化的,但是其變化值Δ坯(Δ坯=V坯max-V坯min)要控制在一個可能達到的合理范圍內,坯料在這樣的一個波動范圍內需要滿足上述的兩個條件生產出合格的鍛件,因此為了滿足這個要求,必須:

而現實中按照標準設計鍛件公差時,有時不能滿足上式要求,尤其是具有孔的鍛件,如果完全按照鍛件圖規定的公差值推算坯料體積,往往會出現下面的情況:

這時如果用一種下料重量要求組織生產,那么就會出現當鍛件直徑方向尺寸還沒有達到最大值時,鍛件的高度方向尺寸已經達到了負公差的情況。這就是本次試驗中坯料計算的基礎。
⑶工藝要求。
1)下料。按重量控制下料,其重量控制范圍按長度尺寸±0.5mm的當量重量確定,對于鍛件重量較大的IVECO鍛件按長度尺寸mm的當量重量確定。
2)模鍛。模鍛成形工步前先鐓粗制坯,坯料在成形模膛內的準確定位是鍛件成形質量的保證,鐓粗后的坯料直徑應控制在比相應的成形型腔尺寸小1mm的范圍內,如圖2所示。
模具結構設計
⑴鍛模。
鍛模利用通用模架,設計通用上下模套。在上模套內安裝上模以及一組封閉高度的調整墊片,通過更換不同厚度的調整墊片調整鍛模的封閉高度。下模的頂料機構有兩種,如圖3所示。
A型結構通過下頂桿推動活動下模將工件頂出下模,這種結構簡單、可靠,但鍛件中間連皮的設計位置不對稱,上模部分深,不利于成形初始階段的定位,且工件容易粘在活動下模上。
B型結構通過下頂桿推動一組小頂桿再推動環形頂出器將鍛件頂出下模,這種結構可以頂出較深的孔,且鍛件中間連皮的設計位置可以根據需要上移。由于環形頂出器與下模芯是分離的,因此鍛件頂出下模后取件方便。但這種結構較復雜,制造精度要求高,現場調整相對比較復雜。
⑵沖孔模。
為保證沖孔精度,同時模具的安裝操作方便,設計帶導柱導套結構的沖孔模,且沖頭盡量采用鑲塊結構。
試驗與測量
經過初步分析,IVECO和轎車兩個系列車型的變速箱齒輪中有12個品種適合采用閉式鍛造工藝生產,經過分類選擇其中的5種典型件進行試驗。試驗分3步,由單件到批量分步驗證工藝和模具并經過用戶機加工驗證。
⑴不同下料方式的對比分析。
對IVECO倒擋惰輪和轎車五擋主動齒輪各2000件批量生產中的隨機批量下料重量的抽查結果見表2、3,結果顯示:全自動帶鋸床能滿足工藝所規定的要求。
以上兩種產品的原材料直徑均為φ50mm,其下料誤差隨著下料重量的增加而增大。
IVECO倒擋惰輪全自動帶鋸床下料200件重量全部檢測結果表明,所下坯料的最大重量與最小重量之差為0.02kg,占規定下料重量的1.32%。
⑵鍛件尺寸的測量。
試驗中對少量驗證階段采用100%檢查下料重量和鍛件尺寸的方法,后期的批量生產階段采用抽測下料重量和批量檢查鍛件主要尺寸的方法,最終確定下料重量,并考察模具的磨損程度。

圖3 鍛模結構圖
1)鍛件直徑方向尺寸的檢測。對每批鍛件的首末件的主要尺寸分別進行測量,結果顯示:鍛件的主要磨損部位在上模和活動下模的形成鍛件孔的模芯部位,而與上模接觸的下模的內腔尺寸變化不大。經過2000~4000件的生產,鍛件直徑方向尺寸的變化僅為0.1~0.3mm。
2)主要厚度尺寸的檢測。受下料重量和加熱溫度的影響,50~100件批量性抽測鍛件的主要厚度尺寸發現,5種鍛件的最大厚度與最小厚度尺寸波動范圍為0.6~0.8mm。
3)同一鍛件厚度尺寸誤差的檢測。經檢測發現同一鍛件厚度尺寸的誤差最大為0.4mm,此誤差主要受鐓粗制坯的坯料直徑與坯料在成形型槽中位置的影響。
⑶模具情況分析。
從每個零件經過2000~4000件生產對鍛件尺寸測量的結果和鍛件成形過程中模具的受力情況分析看,在730t螺旋壓力機上進行閉式鍛造所需要的打擊能量僅為設備所能提供的打擊能量的26%~30%。鍛模的主要磨損部位在上模與活動下模中形成鍛件孔的模芯凸出部位,而下模型腔直徑方向的整體磨損并不嚴重,但是在下模上,上模與下模形成縱向毛刺的部位磨損較嚴重。倒擋惰輪試驗用鍛模下模在累計生產4230件后檢查發現,該部位僅3/4圓周上有一條凹槽。從模具結構上看,模具在鍛件的變形部位采用的是組合結構,即由上模、下模(兩層鑲塊結構)和活動下模三個部分四塊組成,使用中可以根據不同的磨損程度和控制要求分別進行更換和修理,因此其綜合壽命要比開式鍛造模具高。
從試驗情況看:模具參與變形的部位采用鑲塊結構,材質選用H13是比較合適的;上模與下模以及活動下模與下模之間的間隙要合理,間隙太大,不利于導向,影響鍛件同軸度,且縱向毛刺嚴重,反之則影響模具的運動,上模與下模的間隙在0.15~0.20mm、活動下模與下模的間隙在0.1~0.15mm比較合適。

■ 表1 IVECO倒擋惰輪全自動帶鋸床所下合格坯料生產的鍛件厚度尺寸測量結果

■ 表2 IVECO倒擋惰輪下料重量隨機抽查結果

■ 表3 轎車五擋主動齒輪下料重量隨機抽查結果
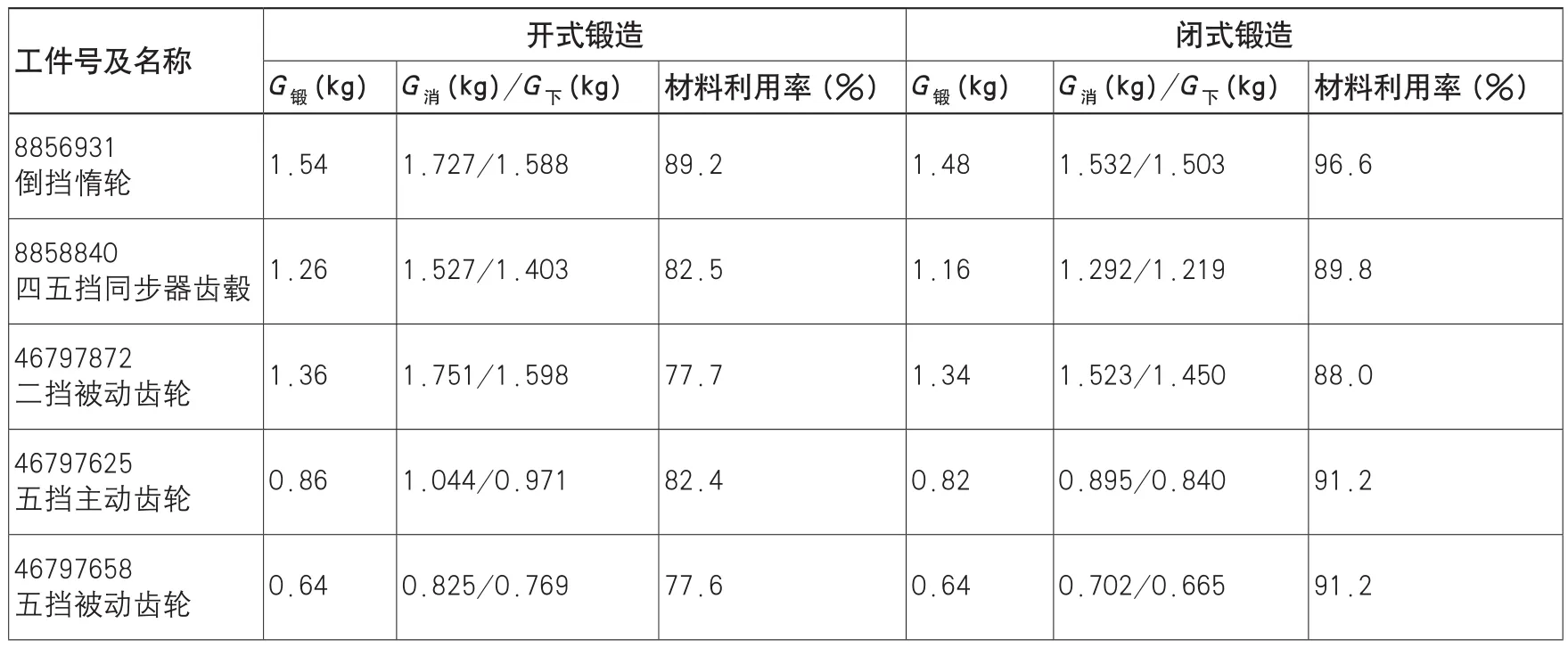
■ 表4 5種鍛件的閉式鍛造與開式鍛造材料利用率的對比
綜合分析
⑴由于閉式鍛造不產生飛邊,故其材料利用率高,5種鍛件的閉式鍛造與開式鍛造材料利用率的對比見表4。有的零件孔比較小,如五擋主動齒輪,原來開式鍛造時是先鍛出淺的盲孔,后再鉆通孔,采用閉式鍛造工藝后則可鍛出較深的孔而后直接沖出,不但取消了機加工,且下料重量減少,提高了材料利用率。
⑵經用戶機加工驗證,閉式鍛件的外觀質量和同軸度明顯優于開式鍛件,鍛件精度滿足鍛件圖要求,機加工余量均勻,用戶反映好,尤其是轎車的幾種齒輪,用戶希望提供閉式鍛件。
⑶同一批鍛件的厚度差為0.6~0.8mm,差值比較大,這主要與下料重量誤差較大、鍛造溫度、設備及模具的彈性變形等因素有關,目前我公司只有一臺意大利的全自動帶鋸床能用于閉式鍛造的下料,也只能達到目前的下料精度,因此從下料精度和下料能力的角度看有必要尋求高效率、高精度的下料設備。
⑷所選用的730t螺旋壓力機精度高,穩定性好,打擊能量可調節,具有上下頂料機構,頂出行程、頂出力和頂出速度能滿足閉式鍛造的工藝要求。
⑸從5種鍛件采用A型鍛模結構進行閉式鍛造生產的情況看,模具結構簡單,使用方便,可以滿足閉式鍛造的工藝要求,但操作中要保證下模的充分冷卻和潤滑,否則工件會粘在活動下模上,出模時要撬出鍛件,這樣會影響生產效率。五擋被動齒輪和精鍛齒輪的閉式鍛造生產中采用過B型鍛模結構,從使用情況看,鍛件頂出效果較好,取出方便,但安裝、調整和維修相對復雜。
⑹在實際生產過程中要嚴格控制生產節拍,盡量避免二火料的出現,一次二火料的燒損幾乎相當于下料公差,二火料的出現將影響鍛件的成形和厚度,嚴重時將產生廢品。
⑺生產過程中要充分冷卻和潤滑下模,適當地冷卻和潤滑上模,延緩下模的變形和磨損,使鍛件順利地出模。如果上模過度冷卻,將影響局部的成形充滿,尤其是上模帶凸臺的鍛件要充分注意這一點。
⑻受閉式鍛造頂出距離長、冷卻潤滑操作要求高以及工件出模、取出相對困難等因素的影響,閉式鍛造比開式鍛造的實際生產效率低約10%,未來通過B型結構模具的開發和應用等措施可進一步改善和提高閉式鍛造的生產效率。不過相對開式鍛造來說,閉式鍛造有利的一點是不需要切邊工步。
⑼閉式鍛造模具采用組合鑲塊結構,為模具報廢以后的修復、改制等提供了更大的空間。
⑽目前上下模及成形鑲塊采用H13鋼,硬度為48~51HRC,基本可以使用。在此基礎上對模具進行氮化處理等表面強化方式,可以進一步提高模具的使用壽命。
結束語
閉式鍛造工藝的應用,提高了鍛件精度,節約了原材料,模具壽命得到了有效的提高,雖然生產效率略有下降,但綜合效益還是十分明顯的。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52