大型球閥閥芯鍛造工藝的研發
2014-10-10 06:08:10徐鋒黃誠陸亞娟張家港海陸環形鍛件有限公司
鍛造與沖壓 2014年5期
文/徐鋒,黃誠,陸亞娟·張家港海陸環形鍛件有限公司
大型球閥閥芯鍛造工藝的研發
文/徐鋒,黃誠,陸亞娟·張家港海陸環形鍛件有限公司

徐鋒,研發部部長,主要從事鍛件成形控制、模擬仿真及結構設計優化方面的工作。
大型球閥主要應用于石油、天然氣管道中,其核心零部件閥芯需要有較高的機械強度、硬度、耐磨性、韌性及良好的耐熱、耐腐蝕性能。目前國內中大型球閥閥芯一般采用澆注鋼與自由鍛的生產工藝,落后的生產工藝與加工方式會導致產品材料內部組織與性能比較差,合格率低,同時在材料利用率、產能方面效能較低。而采用先進的鍛壓、輾軋聯合工藝的生產方式,可使中大型閥芯鍛件大幅度節約原材料,提高產品的內部組織與力學性能指標,提高生產效率,為國內生產與應用中大型球形閥門企業的開發起到推動合作的作用。
24"球閥閥芯的生產工藝
產品采用的材質為A694 F50鋼,根據產品尺寸特性確定工藝方案為:下料→加熱→制坯→一次預鍛成形→二次精輾成形→取樣→性能檢測→精加工→超聲波檢測。
下料
嚴格按照下料施工單及鍛件工藝流轉卡規定的材質、規格尺寸、重量進行下料,下料時鋼錠的中心線要與承送料架的平面平行,下好的坯料兩斷面平行度≤5mm,兩端面與坯料中心線的垂直度≤5mm,切割面平整、無折縫,切割面與連鑄坯中心線垂直。
加熱
⑴嚴格按照坯料的加熱工藝曲線(圖1)進行加熱升溫;
⑵加熱過程中,加熱工要隨時觀察爐內工件的加熱情況,確保坯料的加熱質量;
⑶加熱時間根據鍛件工藝卡片進行。
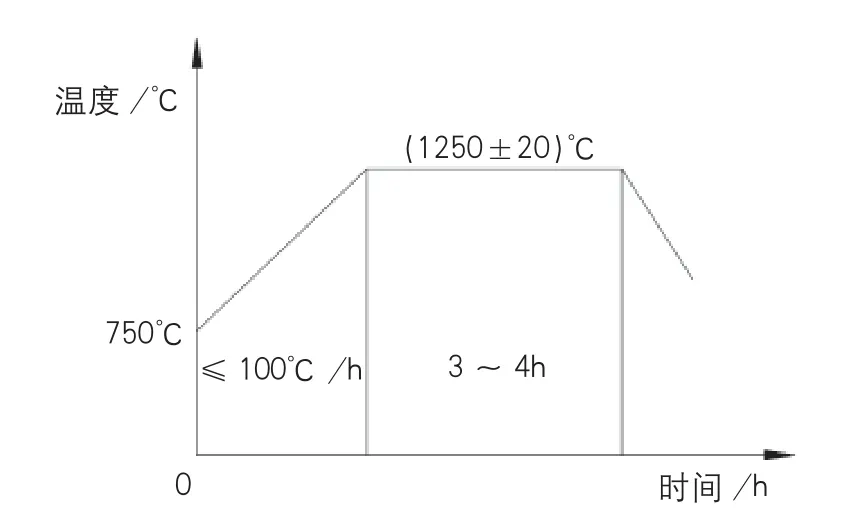
圖1 坯料的加熱工藝曲線
制坯
選用3500t油壓機制坯,坯料高度鐓粗到(800±10)mm左右,用φ260mm沖頭進行沖孔,沖孔對心,防止鍛造夾皮;沖孔時坯料中心與下沖頭中心應對中,要求沖孔偏心≤5mm;嚴格按圖紙要求準確安裝罩模,并將罩模牢固安裝在壓機上,嚴格按照工藝卡片控制罩模內預成形鍛件的內外徑和高度尺寸;鍛件始鍛溫度≤1150℃,終鍛溫度≥850℃,修整溫度≥850℃;坯料放置在油壓機下砧前,其上、下端面和工裝上的金屬氧化物必須清除干凈;做好制坯時坯料溫度、相關尺寸的現場記錄。制坯及輾環過程如圖2所示。
輾環
選用RAM5000輾環機嚴格參照工藝卡要求進行輾環成形,精確細致控制芯輥、主軋輥、上下錐輥、抱輥的運動參數,提高一次成形的質量和成功率;輾制過程及時加注壓力水,以清除工裝和鍛件上的金屬氧化物及冷卻工裝模具;做好輾環成形過程中鍛件狀態、內外徑和高度熱態尺寸的現場記錄;嚴格確保鍛造溫度范圍:850~1150℃。輾環技術要求:表面缺陷深度≤5mm;內(外)徑圓度≤5mm;端面平面度≤5mm。
為了確保球閥閥芯鍛件的一次設計、制造成功,優化工藝過程,節約成本,試制前運用有限元模擬軟件進行模擬軋制。
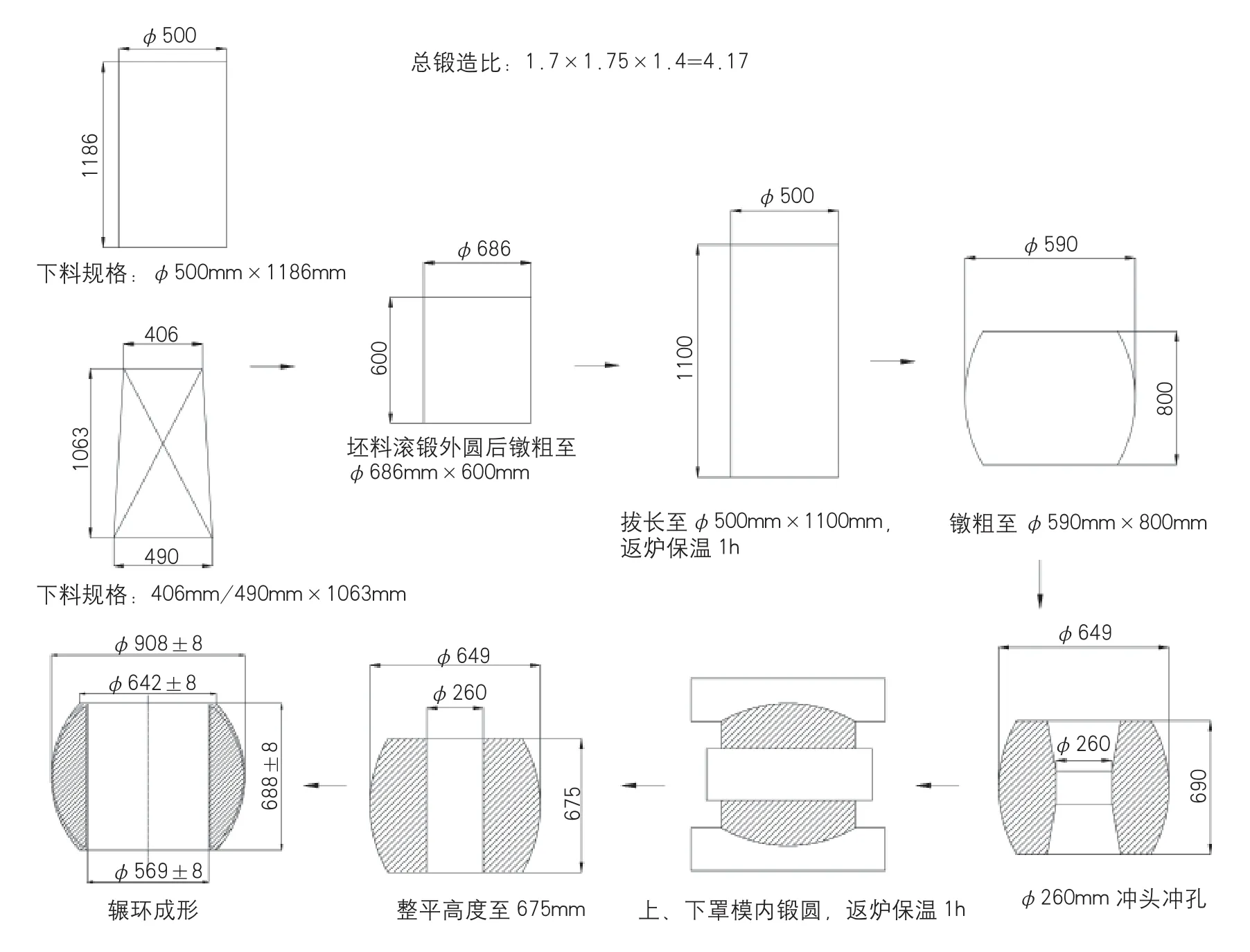
圖2 制坯及輾環流程圖
24"球閥閥芯軋制模擬分析報告
運用ABAQUS有限元分析軟件建立了閥門球體軋制有限元模型,如圖3所示。
成形零件尺寸和截面形狀
軋制結束后,鍛件的截面形狀和主要尺寸如圖4、5所示。
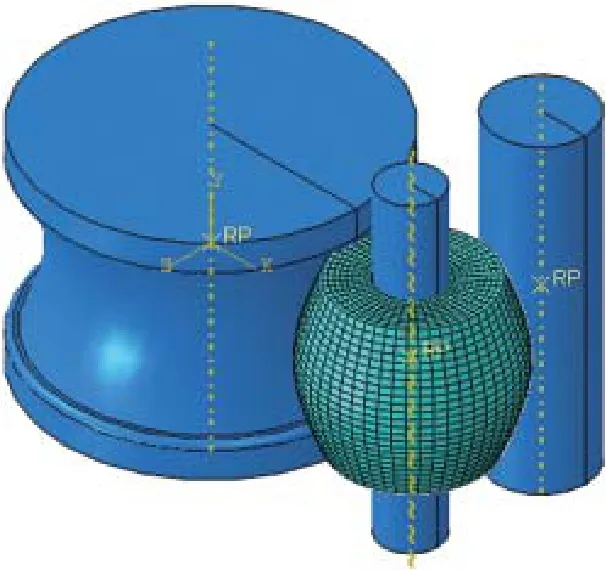
圖3 有限元模型

圖4 模擬軋制鍛件外形圖

圖5 模擬軋制鍛件截面形狀及主要尺寸
應變分析
軋制過程中的應變分布變化規律如圖6所示。由圖6可看出,軋制過程中鍛件受驅動輥與芯輥的軋制作用,其內、外表面首先產生應變,并隨著軋制的進行逐漸向中間厚度區域擴展。具體變形過程為毛坯鼓形處成形區域的金屬最先流動(圖6b),此時鍛件的外徑略有縮小;隨后,在芯輥進給的作用下,內孔表面與上下端部四角處的金屬開始變形并流動(圖6c、d)。軋制過程中毛坯鼓形處首先產生塑性變形,并且變形不斷地向毛坯兩端擴散,這使得毛坯鼓形區域多余的金屬不斷地轉移到毛坯兩端,從而有利于鍛件上下端面弧形型腔的填充。
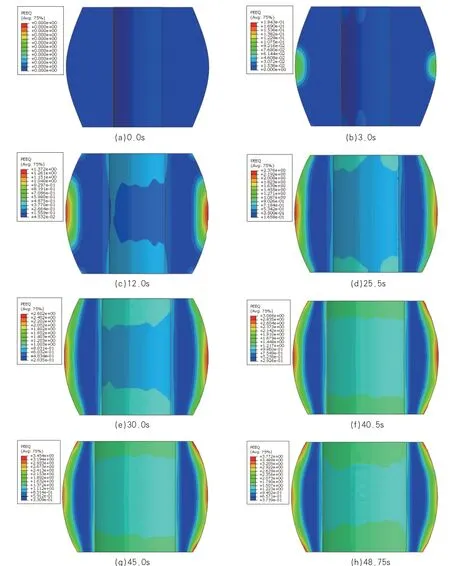
圖6 軋制中的應變分布云圖
軋制中,中部圓弧面及端面處圓弧面先成形(圖6e),最后才成形兩者中間的圓弧面(圖6f)。軋制完成后,中部圓弧處(即毛坯鼓形處)應變最大,兩端處圓弧面應變其次,兩者中間的圓弧面處的應變最小(圖6g、h)。由此可知,端面與中部之間的圓弧面較難填充,可能出現充不滿現象。
軋制總體變形規律為:隨著鍛件反復進入徑向孔型,徑向局部塑性變形區不斷擴展并相互積累,最終呈現出從中部區域到表面區域由低到高的漸變分布,鍛件外表面區域的應變最大,而鍛件中心區域的應變最小。
為了更好地反映鍛件在軋制過程中的應變變化規律,選取鍛件截面不同位置的節點進行點跟蹤比較,如圖7所示。由圖7可以看出,整個軋制過程中,鍛件各區域的應變呈階梯狀上升,這是由于塑性變形區不斷動態轉移所致:當鍛件進入孔型時,產生了塑性變形,對應于應變的上升;當鍛件離開孔型后,基本不發生塑性變形,對應于應變的水平階段。從圖7中也可以明顯看出,鍛件的應變分布是極不均勻的,鍛件中部區域應變最小,邊緣區域應變最大。

圖7 軋制中鍛件不同區域的應變變化規律
溫度分布分析
鍛件軋制過程中的溫度分布變化規律如圖8所示。在軋制初期,鍛件位于孔型的內、外表面區域由于與軋輥接觸發生熱傳遞,因而造成這些區域溫度下降;隨著軋制過程的進行,鍛件與軋輥接觸的表面區域不斷轉移,導致整個鍛件表面溫度降低。此外,鍛件與外界環境之間產生的熱對流和熱輻射也導致鍛件表面溫度逐漸降低。另一方面,鍛件由于塑性變形而產生熱量會使其中部區域溫度有所上升。因此,軋制過程結束后,鍛件各部分的溫度分布非常不均勻,溫度從鍛件中部區域到表面區域呈現由高到低的漸變分布,在鍛件中部區域溫度最高,在鍛件邊緣區域溫度最低。
同樣選取鍛件截面不同位置的節點進行溫度變化比較,如圖9所示。由圖9可以看出,不同跟蹤點處的溫度變化規律有所不同。對于鍛件邊緣區域,該處溫度在軋制過程中呈臺階式下降變化,這是由于在軋制過程中接觸區的轉變造成的:當該區域進入孔型時,與軋輥發生接觸,兩者之間發生熱傳遞,導致該處溫度急劇降低;當該區域離開孔型時,會與環境之間發生熱對流與熱輻射,導致該處溫度微弱降低。對于鍛件中部區域,該處溫度在軋制過程中呈波形式變化,這是由于:當該區域進入孔型時,較大的塑性變形導致產生了較多的變形熱量,從而使該處溫度顯著上升。對于鍛件的內表面,溫度在軋制前期下降得非常迅速,但當軋制一段時間后,溫度下降明顯變緩,這是由于:此部分處于鍛件溫度場的內部,隨著軋制的進行,散熱逐漸困難,又由于變形功產生的熱量及時補償了散失的熱量,所以有效地阻止了此部分溫度過快下降。
由此可見,軋制過程中鍛件溫度分布變化規律復雜,影響因素眾多,導致鍛件溫度分布明顯不均勻,在軋制過程中,這種不均勻性會不斷地變化。
軋制力能分析
軋制過程中所需的軋制力與軋制力矩分別如圖10、11所示。由圖10知,軋制所需的最大軋制力為1499990N,所需平均軋制力為975105.69N;由圖11知,軋制所需的最大軋制力矩為216402N·m,所需平均軋制力矩為101531.148N·m。
從圖10、11可以看出,軋制過程中軋制力都經歷了3個階段:第Ⅰ階段,鍛件逐漸咬入孔型,軋制力能在此階段顯著增加;第Ⅱ階段,鍛件進入穩定軋制階段,隨著軋制的進行,鍛件的壁厚逐漸減小,變形區的面積逐漸減小,軋制力能緩慢降低;第Ⅲ階段,芯輥停止了進給運動,此時的殘余塑性變形會逐漸減小,軋制力能快速減小。從這兩個圖中還可以看出,軋制力能在整個軋制過程中一直處于波動狀態,這也說明了鍛件軋制是一個不穩定的變形過程。
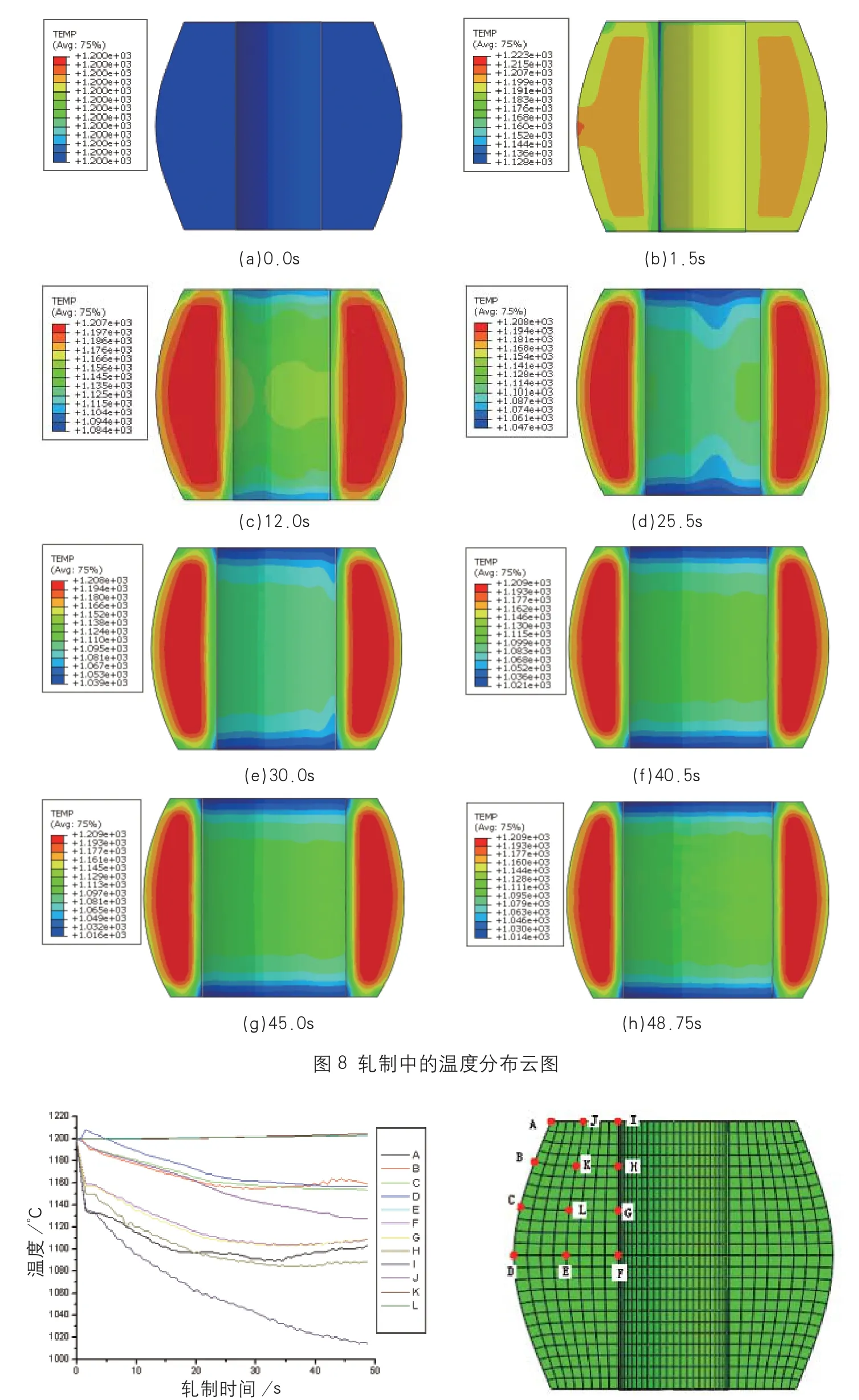
圖9 軋制中鍛件不同區域的溫度變化規律
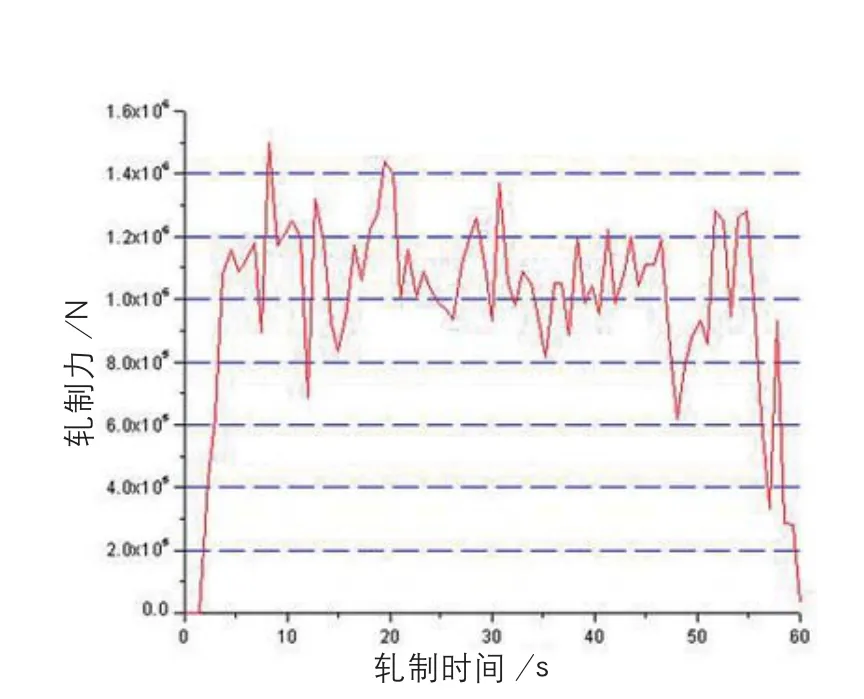
圖10 軋制力動態變化圖

圖11 軋制力距動態變化圖

■ 表1 24"球閥閥芯鍛件生產工藝對比數據

■ 表2 24"球閥閥芯鍛件力學性能對比數據
總結
采用新工藝生產的24"球閥閥芯鍛件的技術經濟優勢主要體現在以下幾個方面:
節約原材料,生產效率高
采用一次做鍛造比和多向模鍛粗成形、二次做輾軋精確成形的新工藝生產的24"球閥閥芯鍛件,與傳統的采用自由鍛工藝生產的鍛件相比,材料利用率提高1倍,加工工時節省了67%,大大降低了生產成本,提高了生產效率。24"球閥閥芯鍛件生產工藝對比數據見表1。
鍛造比高,鍛件力學性能好
24"球閥閥芯鍛件采用的新工藝能夠使坯料在各方向均勻受力,充分產生劇烈的大變形,能夠充分打碎原材料中的粗大鑄態組織,細化鍛件晶粒,從而得到組織細化、力學性能優良的鍛件產品。相對于用戶要求的指標,采用新工藝生產的24"球閥閥芯鍛件的屈服強度提高了1.5%,抗拉強度提高了4.8%,伸長率提高了170%,各項力學性能指標均優于用戶使用要求,見表2。
模具成本低,研發效率高
在24"球閥閥芯鍛件的研發過程中,金屬塑性成形CAE模擬仿真技術的應用提高了模具的開發效率,避免了傳統的以經驗方式設計、修改再設計的開發模式,大大縮短了模具的開發周期,降低了模具修改加工造成的費用,加快了該項目的計劃進程。
能源損耗低,鍛件質量高
24"球閥閥芯鍛件采用多臺階高精準可控動態升溫技術,通過電腦控制加熱爐各燃氣噴嘴中天然氣的流量,嚴格控制加熱爐內各區域的溫度,有效避免了坯料的過燒、加熱溫度不均等缺陷,有效保證了鍛件表面及心部的溫度一致,確保了鍛件的最終質量。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03