變速箱軸類(lèi)件多工位冷擠壓技術(shù)及其裝備的研發(fā)
2014-10-10 06:08:08夏巨諶金俊松王新云華中科技大學(xué)
鍛造與沖壓 2014年5期
關(guān)鍵詞:設(shè)計(jì)
文/夏巨諶,金俊松,王新云·華中科技大學(xué)
黃時(shí)明,張勇·湖北三環(huán)鍛壓設(shè)備有限公司
夏漢關(guān),黃義,黃輝·江蘇太平洋精鍛科技股份有限公司
變速箱軸類(lèi)件多工位冷擠壓技術(shù)及其裝備的研發(fā)
文/夏巨諶,金俊松,王新云·華中科技大學(xué)
黃時(shí)明,張勇·湖北三環(huán)鍛壓設(shè)備有限公司
夏漢關(guān),黃義,黃輝·江蘇太平洋精鍛科技股份有限公司
市場(chǎng)需求分析
軸類(lèi)件種類(lèi)繁多,需求量大,以汽車(chē)變速箱為例,一般需輸入軸、輸出軸、中間軸、主動(dòng)軸、從動(dòng)軸、渦輪軸、末端驅(qū)動(dòng)傘齒輪軸等,平均5~6根。2011年,我國(guó)汽車(chē)產(chǎn)量與銷(xiāo)量均超過(guò)1850萬(wàn)輛,預(yù)計(jì)未來(lái)年產(chǎn)量將達(dá)到2500萬(wàn)輛以上,變速箱軸類(lèi)件年需求量將超過(guò)1億根,此外,國(guó)外汽車(chē)零部件采購(gòu)商也在不斷擴(kuò)大在我國(guó)的采購(gòu)量。國(guó)外采購(gòu)商對(duì)于變速箱軸類(lèi)件的要求是必須是冷擠件,以如圖1所示的輸入軸擠壓件為例,要求其徑向尺寸偏差≤±0.25mm,同軸度偏差≤±0.25mm,這與我國(guó)鋼質(zhì)冷擠壓件技術(shù)標(biāo)準(zhǔn)JB/T 9180.1—1999中普通級(jí)是一致的,但國(guó)外客戶(hù)在圖紙上的技術(shù)條件中還注明了軸向彎曲度偏差≤0.30mm,這就超越了我國(guó)相應(yīng)的技術(shù)標(biāo)準(zhǔn)。最近,有的國(guó)外客戶(hù)又將其尺寸精度提高至我國(guó)技術(shù)標(biāo)準(zhǔn)中的精密級(jí),這樣一來(lái)就必須采用精密冷擠壓技術(shù)生產(chǎn)才能滿(mǎn)足要求了,而國(guó)內(nèi)的生產(chǎn)企業(yè)也正向這一發(fā)展趨勢(shì)靠攏。
因此,研究變速箱軸類(lèi)件多工位冷擠壓(冷擠與冷鐓的統(tǒng)稱(chēng))成形工藝、多工位冷擠壓模具和多工位冷擠壓壓力機(jī)并實(shí)現(xiàn)產(chǎn)業(yè)化開(kāi)發(fā)已是勢(shì)在必行。針對(duì)這一發(fā)展動(dòng)態(tài),自2004年以來(lái),華中科技大學(xué)與江蘇太平洋精鍛科技股份有限公司合作,圍繞國(guó)內(nèi)外用戶(hù)(主要是國(guó)外用戶(hù))提出的40余種變速箱軸類(lèi)件的多工位冷擠壓成形工藝進(jìn)行了研究。2009年,多工位冷擠壓成形被列入了國(guó)家科技重大專(zhuān)項(xiàng)“高檔數(shù)控機(jī)床與基礎(chǔ)制造裝備”近凈成形技術(shù)二級(jí)課題中“黑色金屬與輕合金冷/溫精鍛成形技術(shù)”子項(xiàng)目的重要研究?jī)?nèi)容。為了建立示范性生產(chǎn)線(xiàn),江蘇太平洋精鍛科技股份有限公司委托湖北三環(huán)鍛壓設(shè)備有限公司設(shè)計(jì)制造了一臺(tái)YK34J-1600型五工位冷擠壓液壓機(jī)。
多工位冷擠壓成形工步圖的設(shè)計(jì)
下面以如圖1所示的輸入軸為例,介紹其多工位冷擠壓成形工步圖的設(shè)計(jì)。

圖1 輸入軸冷擠壓鍛件圖
根據(jù)當(dāng)凹模錐角α=25°~32°時(shí),經(jīng)退火和磷化處理的毛坯一次允許的縮徑擠壓的變形程度εA在28%~32%之間,以及確保穩(wěn)定鐓粗變形部分的長(zhǎng)徑比l/d≤2.2兩項(xiàng)工藝準(zhǔn)則,分布于法蘭上、下兩端直徑相同或相近的軸段采用對(duì)向縮徑擠壓成形,據(jù)此所設(shè)計(jì)出的輸入軸五工位冷擠壓工步對(duì)應(yīng)的工件三維實(shí)體造型如圖2所示,圖2f所示即為所需的冷擠壓件。
工步圖及相關(guān)工藝參數(shù)是設(shè)計(jì)自動(dòng)化生產(chǎn)線(xiàn)與制訂主要技術(shù)參數(shù)的依據(jù)。對(duì)于模具設(shè)計(jì)而言,五工位冷擠壓模具的模膛形狀及尺寸完全按照相應(yīng)的工步圖進(jìn)行設(shè)計(jì),模具閉合高度根據(jù)工步圖中長(zhǎng)度最長(zhǎng)的尺寸來(lái)確定;對(duì)于壓力機(jī)而言,滑塊最大開(kāi)啟高度和滑塊行程均以工步圖中長(zhǎng)度最長(zhǎng)的尺寸為依據(jù)來(lái)確定,滑塊擠壓成形行程也按照五個(gè)工步中變形行程最大值確定,壓力機(jī)的公稱(chēng)壓力為所有五工步擠壓成形力之和;對(duì)于步進(jìn)梁式傳輸機(jī)械手而言,步進(jìn)梁上每對(duì)夾鉗間的相互間距與五個(gè)單元模具中心線(xiàn)間的相互間距的名義尺寸相等,每對(duì)夾鉗的夾緊力根據(jù)擠壓件重量來(lái)確定。

圖2 輸入軸五工位冷擠壓工步對(duì)應(yīng)的工件三維實(shí)體造型
多工位冷擠壓模具的結(jié)構(gòu)設(shè)計(jì)
為滿(mǎn)足軸類(lèi)件多工位自動(dòng)化冷擠壓生產(chǎn)的要求,提出了多工位冷擠壓模具的設(shè)計(jì)原則:
⑴所有單元模具的分模面應(yīng)處于同一水平面,以便于步進(jìn)梁的平移送進(jìn)運(yùn)動(dòng);
⑵相鄰單元模具的中心線(xiàn)之間的距離相等,且偏差≤0.1mm,以確保工件的送進(jìn)定位精度;
⑶下凹模模膛深度應(yīng)大于上凹模模膛深度,以確保工件定位的穩(wěn)定性;
⑷模具閉合高度應(yīng)按工步圖中最長(zhǎng)工件的長(zhǎng)度來(lái)確定;
⑸所有單元模具的圓筒形模套,其形狀和尺寸相同,模膛形狀和尺寸根據(jù)相應(yīng)的工步圖設(shè)計(jì)。
根據(jù)這些原則所設(shè)計(jì)與制造的五工位冷擠壓模具如圖3所示。

圖3 五工位冷擠壓模具
多工位冷擠壓液壓機(jī)的研制
本文作者在對(duì)國(guó)內(nèi)外40余種變速箱軸類(lèi)件多工位冷擠壓工藝方案研究后發(fā)現(xiàn),一般只需公稱(chēng)壓力為16000kN的五工位壓力機(jī)即可完全滿(mǎn)足這些軸類(lèi)件的生產(chǎn),當(dāng)然,也有工位數(shù)超過(guò)五個(gè)的軸類(lèi)件,但可將直徑相差很小的相鄰軸段向直徑較大的一段進(jìn)行簡(jiǎn)化。基于這一思路,并為適應(yīng)冷擠壓變形行程長(zhǎng)的特點(diǎn)要求,湖北三環(huán)鍛壓設(shè)備有限公司黃石華力鍛壓機(jī)床有限公司負(fù)責(zé)研制了此款多工位冷擠壓液壓機(jī),所研制的YK34J-1600五工位冷擠壓液壓機(jī)如圖4所示。經(jīng)檢測(cè)其全部技術(shù)參數(shù)達(dá)到并部分超過(guò)了《金屬擠壓液壓機(jī) 精度》(JB 3844—85)、《液壓機(jī) 技術(shù)條件》(JB/T 3818—1999)、《液壓機(jī) 噪聲限值》(JB 9967—1999)等國(guó)家標(biāo)準(zhǔn)。
YK34J-1600五工位冷擠壓液壓機(jī)同德國(guó)舒勒公司設(shè)計(jì)制造的MH1600-1.93×1.3四工位冷擠壓液壓機(jī)主要技術(shù)及性能參數(shù)的比較見(jiàn)表1。

圖5 輸入軸冷擠壓件
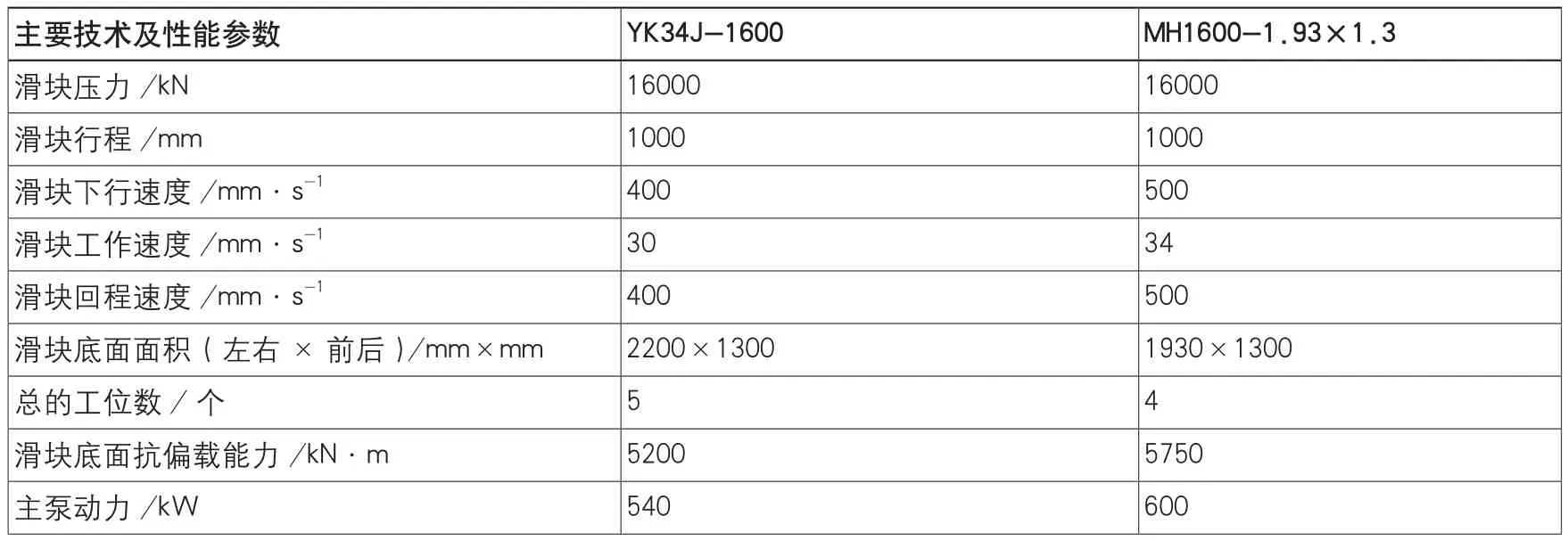
■ 表1 YK34J-1600同MH1600-1.93×1.3主要技術(shù)及性能參數(shù)的比較
由表1中所列數(shù)據(jù)可知:所研制的YK34J-1600五工位冷擠壓液壓機(jī)與代表國(guó)際先進(jìn)水平的德國(guó)舒勒公司制造的MH1600-1.93×1.3四工位冷擠壓液壓機(jī)的主要技術(shù)及性能參數(shù)相同或相近。
輸入軸多工位冷擠壓工藝試驗(yàn)
采用20CrMoH鋼,棒料毛坯經(jīng)過(guò)球化退火后硬度為140~150HBS,清理表面氧化皮,進(jìn)行磷化與皂化處理,其目的是降低毛坯金屬的變形抗力,并在毛坯表面形成一層附著力強(qiáng)的磷酸鹽薄膜,在冷擠壓過(guò)程中起潤(rùn)滑作用。
在所研制的YK34J-1600五工位冷擠壓液壓機(jī)和五工位冷擠壓模具上,根據(jù)圖2所示工步圖的順序,采用手工操作進(jìn)行五工位的步進(jìn)式連續(xù)冷擠壓成形試驗(yàn),所得的輸入軸冷擠壓件如圖5所示。
試驗(yàn)結(jié)果表明:所設(shè)計(jì)的輸入軸五工位冷擠壓工藝方案和模具結(jié)構(gòu)是合理可行的;所研制的YK34J-1600五工位冷擠壓液壓機(jī)的功能、精度及主要技術(shù)參數(shù)完全滿(mǎn)足軸類(lèi)件多工位冷擠壓成形工藝要求。在確保液壓機(jī)滑塊與工作臺(tái)面的平行度、垂直度及導(dǎo)向精度的前提下,軸類(lèi)冷擠壓件的同軸度偏差取決于上、下模板上各單元模具定位坑的同軸度精度,徑向尺寸偏差取決于擠壓凹模工作帶直徑的精度,軸向彎曲度偏差取決于擠壓凹模工作帶高度及表面粗糙度的一致性。通常,模具的尺寸精度要比擠壓件相應(yīng)的尺寸精度高1~2級(jí),這樣可確保擠壓件達(dá)到或高于規(guī)定的尺寸精度要求。
目前,正在設(shè)計(jì)制造五工位步進(jìn)梁作為傳輸機(jī)械裝置,以便建立五工位冷擠壓自動(dòng)化生產(chǎn)線(xiàn),實(shí)現(xiàn)變速箱軸類(lèi)件的自動(dòng)化生產(chǎn)。
猜你喜歡
河北畫(huà)報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04