脹斷連桿鍛造工藝與模具設計分析
2014-10-10 05:02:22林棟林鵬飛徐俊峰王建科宋虎林天潤曲軸股份有限公司
鍛造與沖壓 2014年7期
文/林棟,林鵬飛,徐俊峰,王建科,宋虎林·天潤曲軸股份有限公司
脹斷連桿鍛造工藝與模具設計分析
文/林棟,林鵬飛,徐俊峰,王建科,宋虎林·天潤曲軸股份有限公司
連桿在進行模具設計之前,首先應該確定合理的生產工藝,然后根據生產工藝設計合適的模具。本文以我公司生產的某連桿為例,依據連桿的形狀參數,選擇在4000t熱模鍛壓力機生產線上進行生產,其工藝流程為:下料→加熱→去氧化皮→輥鍛→壓扁→預鍛→終鍛→沖孔→切邊→熱校正。
連桿在鍛造過程中需要多個模具來成形,根據鍛造工藝來設計模具,有利于了解坯料金屬流向。而且在設計模具時,還要注意不同材料對應的熱膨脹系數也不同。
輥鍛模具設計
連桿鍛件的材料利用率一般在65%~80%之間,輥鍛時利用率分別按照75%、80%、70%計算出大頭(加連皮后)、桿部、小頭的用料直徑,然后根據計算好的直徑使用模擬軟件設計輥鍛模具,得出輥鍛各部分示意圖,如圖1所示。
由于連桿大頭與桿部的用料直徑相差較大,變形也比較大,一般按照4道次設計輥鍛,每道次最大縮減率不超過35%。過渡圓角內角、外角要選擇合理數值,否則,內角過小,則會造成鍛件本體產生折疊缺陷;外角過大,會造成鍛件填充不滿、產生缺肉缺陷。
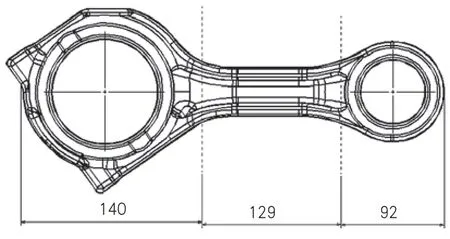
圖1 輥鍛各部分示意圖
由于加熱溫度的差異,輥坯成形時小頭端面容易形成縮口,所以在計算小頭用料時,一般要在滿足鍛件成形的基礎上再增加5mm的用料;在計算終鍛用料時,主要從便于把輥鍛產生的縮口缺陷流入到飛邊中,不在鍛件端面形成折疊等方面考慮。
壓扁設計
壓扁模大小頭上下模間隙設計比連桿厚度小,壓扁時將坯料橫向尺寸增加有利于大頭橫向成形。間隙太大,坯料寬度不夠,造成大小頭橫向充不滿;間隙太小,坯料太扁,中間余料不足,造成大小頭孔及桿部工字筋充不滿,壓扁間隙示意圖如圖2所示。
預鍛模具設計
模膛設計

圖2 壓扁間隙示意圖
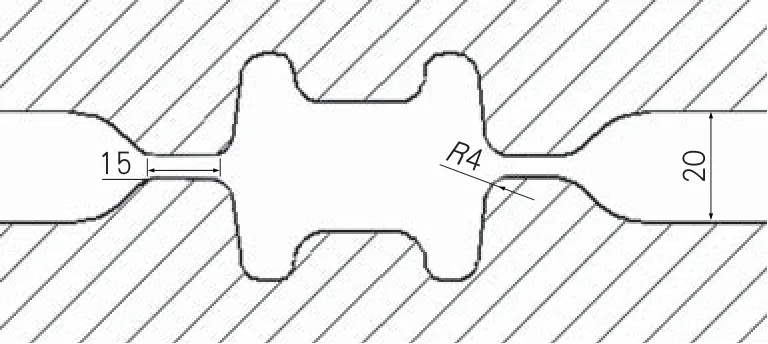
圖3 預鍛橋部示意圖
預鍛需要保證有足夠的坯料使鍛件最終成形。因此,預鍛模型腔深度按照比終鍛模型腔深度單邊深的思路進行設計。大小頭連皮厚度在橋部高度的基礎上少量下沉,保證連皮儲料充足,加大倒角便于金屬流動,大小頭型腔更容易充滿。
分模面設計
預鍛模閉合高度和橋部高度尺寸緊密相關。由于預鍛工序會產生大量金屬流動,在設計時要重點考慮橋部間隙、橋部寬度。預鍛橋部示意圖(圖3)中,橋部間隙過大,橋部寬度過小,金屬向外流動迅速,造成鍛件充不滿;橋部間隙過小,橋部寬度太大,金屬不易向外流動,模腔壓力大大增加,從而造成橋部磨損,影響模具壽命。同時金屬流動不暢,易在內部形成折疊缺陷。預鍛模內倒角的半徑R為4mm,有利于加快金屬流動,將預鍛成形后余料快速排擠出型腔,降低模腔壓力,延長模具使用壽命。
頂出機構設計
預鍛模的頂桿頂出位置設計在沖孔連皮上。頂桿設計直徑與頂出孔的直徑相差小于1mm,間隙太小,模具與頂桿受熱膨脹擠死;間隙太大,則容易擠入飛刺使頂出裝置失效。頂桿高度應與型腔平面平齊或低于型腔平面0.5mm以內。高度太高,倉部儲料將頂桿抱死,造成坯料出模困難;高度太低,余料進入頂桿孔,使頂桿孔磨損變大,容易擠入飛刺。
終鍛模具設計
模膛設計
終鍛模的模膛按照熱鍛件三維圖直接做出即可。鍛件在預鍛工序基本成形,終鍛僅有少量的金屬流動。實際生產過程中因打擊偏載造成鍛件大小頭平面度差,因此在設計終鍛模具時,下模大小頭平面要留有補償量。在大小頭連皮處增加儲料倉,起到存儲余料的作用,可以有效防止多余材料向外擠壓造成模具磨損嚴重及鍛件折疊。儲料倉保留足夠的深度,倒角半徑R為20mm,有利于金屬流動,大頭儲料倉示意圖如圖4所示。

圖4 大頭儲料倉示意圖
沖孔、切邊模設計
⑴沖孔模的設計重點為沖頭。在不是特別要求大小頭內徑過沖的情況下,一定要避免過沖。沖孔過切太大,在過切時,鍛件受擠壓向下,向外側變形,當沖頭低于鍛件分型面時,鍛件向外側變形回彈,從而使沖頭抱死。因此,設計時一般單邊縮減約1mm。避免沖孔時沖頭受力過大造成沖頭磨損嚴重,降低沖頭使用壽命。沖頭切刃高度設計合理,過小則沖頭易磨損;過大容易產生拉刺或抱死,沖頭示意圖如圖5所示。
⑵沖孔凹模利用熱鍛件直接作出。因在沖孔作業時,鍛件仍帶有飛邊,所以沖孔凹模在距離分型面10mm的地方設計。不僅可以讓出飛邊的位置,避免因飛邊翹曲變形,鍛件定位不一致產生沖偏,而且由于周邊型腔結構的限制,在沖孔過程中要保證能夠固定鍛件,避免產生壓痕及沖偏。

圖5 沖頭示意圖

圖6 刃口剖切示意圖
⑶設計切邊刃口。終鍛模型腔磨損會造成鍛件整體尺寸變大,在切邊凹模設計時,其刃口要與熱鍛件留有一定的間隙。凹模刃口厚度一般設計成3~4mm;厚度低于3mm時,刃口太薄,剪切時容易變形,鍛件與飛邊切口會產生凹槽;厚度超過5mm時,鍛件切邊過程中與模具接觸時間長,容易產生拉痕,這會影響連桿的疲勞強度,刃口剖切示意圖如圖6所示。
⑷設計切邊凸模。凸凹模之間必須要有一定的間隙,間隙太大,受切邊力的影響,鍛件容易變形拉傷,尤其是螺栓臺等位置更明顯,會產生螺栓孔中心尺寸偏移的缺陷;間隙太小,模具長時間使用過熱膨脹,容易影響到鍛件精度。由于桿部較細,在切邊過程中會造成鍛件的擠壓變形,使工字筋上下寬度不一致,因此切邊凸模必須要保留桿部形狀。
校正模制作
校正模的主要作用是校直鍛件直線度及平面度,因此校正模的制作相對簡單。但考慮到有些連桿在沖孔、切邊過程中,容易導致桿部彎曲、變形,因此校正模制作時仍要將桿部形狀制作出來。而大小頭位置沒有特殊要求,只要作出平面即可。對于小頭尾部有斜面的情況,連桿在沖孔、切邊過程中,桿部會有少量向上模彎曲,可適當在上、下模尾部斜面上做出補償量,保證最終校正后鍛件尺寸精度。
結束語
脹斷連桿的尺寸精度要求比傳統鋸切連桿更為嚴格,需要我們在設計新產品之初就進行工藝設定,合理的模具設計,從而來保證生產出的鍛件合格;需要我們在平時設計過程中不斷積累和豐富細節參數,為后續的設計提供可靠的經驗數據。
林棟,工程師,副總經理,主要從事材料成形及模具設計的研究工作。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
當代貴州(2019年41期)2019-12-13 09:28:56
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
