楔橫軋鍛件常見缺陷及解決方案
2014-10-10 06:22:14桂安朋一汽鍛造吉林有限公司
鍛造與沖壓 2014年15期
關(guān)鍵詞:生產(chǎn)
文/桂安朋·一汽鍛造(吉林)有限公司
楔橫軋鍛件常見缺陷及解決方案
文/桂安朋·一汽鍛造(吉林)有限公司
楔橫軋工藝是一項少無切削加工的新技術(shù),它以連續(xù)、局部小變形量的成形方式,在臺階軸和回轉(zhuǎn)體類零件的制造方面取得了很好的市場效益和社會效益,與傳統(tǒng)的切削、鍛造工藝相比,具有生產(chǎn)效率高、節(jié)約材料、勞動條件好等優(yōu)點。其工作原理為:兩個帶楔形模具的軋輥,以相同的方向旋轉(zhuǎn)并帶動圓形軋件旋轉(zhuǎn),軋件在楔形孔的作用下被軋制成各種形狀的臺階軸類件,如圖1所示。楔橫軋的變形主要是徑向壓縮、軸向延伸。
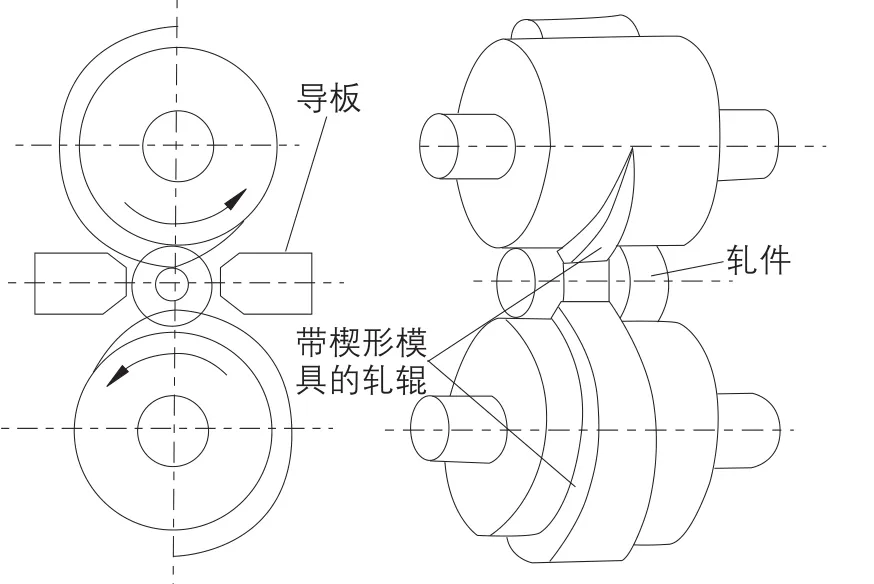
圖1 楔橫軋成形原理
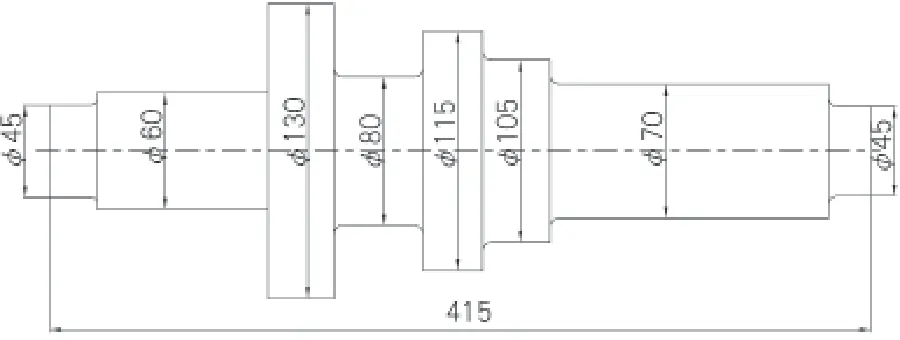
圖2 變速箱軸鍛件圖
楔橫軋作為一種精密成形工藝,已廣泛地應(yīng)用于臺階軸類件的生產(chǎn),但由于其成形機理較為復(fù)雜,這項工藝仍然存在一些常見的問題,如截齊曲線、螺旋壓痕、形狀精度、表面缺陷等,到目前為止,還很少有專門的文章來論述楔橫軋工藝產(chǎn)生的缺陷。但在實際生產(chǎn)中這些缺陷的存在常常使鍛件質(zhì)量難以保證、合格率下降,造成原材料的浪費。本文把生產(chǎn)實踐中提出的問題,通過計算機模擬和部分試驗相結(jié)合的方法,得出軋件直徑尺寸變化對產(chǎn)生缺陷的影響規(guī)律,設(shè)計并檢驗得出實際的方法以解決這些缺陷,為今后的模具設(shè)計提供重要的參考依據(jù)。
設(shè)計楔橫軋鍛件圖
圖2為變速箱軸鍛件,該鍛件所選用材料牌號為20CrMoH,最大臺階直徑和最小臺階直徑尺寸相差很大,斷面收縮率Z超過了75%,采用在同一軋輥模具上兩次楔入軋制方案,即每次楔入軋制的斷面收縮率Z小于75%,可以一次軋制成形。
鍛件按整體單邊余量為2.5mm設(shè)計,允許未充滿圓角R小于4mm,中間鋸口余量為4mm,采用直徑φ130mm的料段進行對稱軋制,對稱力軋制軋件不會出現(xiàn)由于軸向力不等而竄動及切向力不等而扭曲等不良現(xiàn)象。
變速箱軸楔橫軋工藝流程為:下料→中頻感應(yīng)加熱→軋制→校正→鋸切→清理→探傷→終檢入庫,如圖3所示。在軋制過程中,生產(chǎn)節(jié)拍控制在15s/件,出料口棒料溫度控制在1250℃,注意兩根棒料端頭是否有粘結(jié),生產(chǎn)中需控制軋輥模具溫度和冷卻水水量大小。

圖3 變速箱軸楔橫軋工藝流程圖

圖4 內(nèi)直角臺階塌角
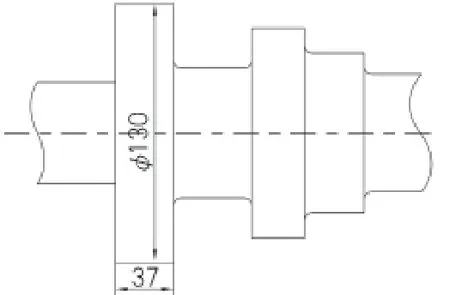
圖5 鍛件不圓度超差位置
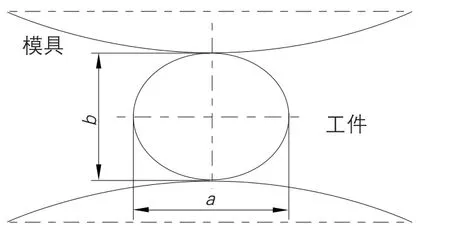
圖6 鍛件整形段示意圖

圖7 生產(chǎn)的鍛件
軋制過程中常見缺陷及解決方案
直角臺階塌角
調(diào)試變速箱軸過程中發(fā)現(xiàn)直徑φ130mm的內(nèi)直角臺階塌角問題(圖4),該臺階直徑尺寸為料段原始直徑。在調(diào)試其他軸類產(chǎn)品過程中也發(fā)現(xiàn)該類問題,經(jīng)過仔細測量發(fā)現(xiàn),在小直徑軋件中塌角并不明顯,基本不影響形狀精度,而隨直徑的增大,塌角尺寸也隨著增大。
塌角在模具的楔入段形成,原因是由于與之相鄰凹槽部位的金屬變形,拉動該臺階段金屬向外流動,導(dǎo)致充滿該型槽的金屬料不足,塌角問題也就隨之產(chǎn)生;現(xiàn)場解決塌角缺陷,主要手段是用砂輪機打磨模具楔入段以延長模具的軋齊曲線長度和增加整形段。
臺階直徑不圓度超差
在該變速軸軋制過程中,發(fā)現(xiàn)了不圓度超差問題,與原始料段直徑相同的臺階在測量直徑時,從不同的角度測出的值不同。圖5所示的軋件,直徑為130mm、寬度為37mm處的臺階在軋制后出現(xiàn)不圓度超差問題,差值最大可以達到3mm,這已經(jīng)超出正常的公差允許范圍,并且給后續(xù)機加工帶來困難。
不圓度的產(chǎn)生是因為軋件在楔橫軋軋制過程中,直徑未變化部分雖與模具脫開,但受其他臺階軋制部位的影響,也有應(yīng)力作用,從而金屬有少量流動,造成形狀改變。即使加入一段普通的整形段,由于軋件橫截面為非圓截面(近似為一橢圓),整形時,這一橢圓截面在一對上下輥面距離不變的模具作用下旋轉(zhuǎn),而材料在半開式狀態(tài)下變形,軸向沒有金屬流動,只是在橫截面內(nèi)流動。所以其最終整形后的軋件截面形狀永遠為非圓截面,如圖6所示。
當(dāng)受模具作用時,縱向尺寸b為要求直徑,但橫向沒有模具束縛,必然有運動趨勢,所以橫向尺寸a就會大于b,形成一個類似橢圓的橫截面形狀。隨著軋件直徑的增大,不圓度也明顯增大。現(xiàn)場解決不圓度超差缺陷,主要手段是調(diào)節(jié)軋機中心距、檢查上下輥模具型槽對正情況及相位、用砂輪機打磨模具楔入段以延長模具的軋齊曲線長度和增加整形段。
通過現(xiàn)場試驗驗證,對于直徑為130mm的工件,塌角尺寸降為0.3mm,不圓度差值減小至0.6mm左右,大大小于一般公差最大值,滿足鍛件要求。證明了這種修模方案的可行性。該方案生產(chǎn)的鍛件如圖7所示。
結(jié)束語
零件軋制是冶金軋制的創(chuàng)新領(lǐng)域。零件軋制具有生產(chǎn)效率高、材料利用率高、生產(chǎn)環(huán)境好等優(yōu)點,以大量取代模鍛方法生產(chǎn)鍛件。由于零件軋制通用性不強,所以建立零件軋制專業(yè)化工廠,實現(xiàn)汽車軸類件生產(chǎn),是未來近凈成形發(fā)展的一個方向。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
