連桿毛坯外觀缺陷產生原因分析及解決措施
2014-10-10 06:22:18高金梁高建華焦廣先白城中一精鍛股份有限公司
鍛造與沖壓 2014年15期
文/高金梁,高建華,焦廣先·白城中一精鍛股份有限公司
連桿毛坯外觀缺陷產生原因分析及解決措施
文/高金梁,高建華,焦廣先·白城中一精鍛股份有限公司
隨著現在鍛造行業的發展,主機廠對鍛件產品的質量要求越來越嚴格,鍛造行業的競爭也日益激烈。如何提高鍛件的產品質量,并且滿足主機廠對鍛件的質量要求就成為了企業能否立足市場的關鍵因素。汽車發動機連桿毛坯其成形工藝一般為:下料→加熱→輥鍛→模鍛→切邊→熱壓→風冷,如圖1所示。

圖1 工藝流程
在上述生產過程中,連桿毛坯很容易出現磕碰傷,如何減少或不產生毛坯磕碰傷,就需要知道具體磕碰傷的產生原因,并對產生磕碰傷的誘因進行預防,進而減少磕碰傷的發生。我公司從多年生產連桿毛坯的經驗總結出連桿的磕碰傷類型、產生原因和預防措施:連桿的磕碰傷分為冷磕碰傷與熱磕碰傷,冷磕碰傷主要是運輸、周轉過程中產生的;熱磕碰傷是在鍛造成形過程中產生的。下面我們主要分析一下熱磕碰傷,其主要是由鍛件在成形過程中件與件或件與物的硬性接觸導致的。
如圖2a所示,在風冷冷卻過程中,產生了件與件的碰撞,當鍛件下滑通過風冷設備時及鍛件出風冷設備后,不可避免地產生了鍛件與鍛件之間的接觸,解決方式如圖3a所示,在風冷鏈上加一隔斷和在風冷設備出口處加一墊板。
如圖2b所示,在風冷冷卻過程中,鍛件卡在了風冷間隙中,解決方式如圖3b所示,在風冷有間隙的位置加一擋板。

圖2 連桿出現的磕碰傷

圖3 連桿缺陷的解決方式

圖4 可視為合格品的磕碰傷
如圖2c所示,在熱流轉過程中,鍛件與滑道尖銳處進行了接觸,解決方式如圖3c所示,在件與滑道的接觸面加木質墊板。
而對磕碰傷的缺陷形式,根據多年為發動機廠供貨的經驗,總結出在加工表面磕碰傷深度小于0.5mm,可進行返工;非加工表面磕碰傷深度小于0.3mm,可進行返工,其余報廢。其磕碰傷缺陷產生在非加工表面,深度小于0.3mm,可視為合格產品,如圖4所示。
氧化坑的產生主要是由鍛模型腔或切邊凸模內粘有氧化皮,二次料氧化皮過多,型腔內殘留的石墨過多,吹風不及時造成的。對鍛造行業來說,氧化坑這種缺陷是不可避免的,只能不斷減少。
圖5所示的缺陷產生在連桿筋部,其產生原因是模具潤滑液噴得多,粘有氧化皮,吹風裝置吹風量不夠。解決方式主要是加大噴吹管直徑。圖6所示的缺陷產生在連桿腹板處,其產生原因是鍛模型腔或切邊凸模粘有氧化皮。解決方式主要是加大吹風量和對切邊模進行退磁兩種方式。圖7所示的缺陷產生在大頭側面切邊處,其產生原因是切邊凹模粘有氧化皮。解決方式是在切邊大頭處增加吹風裝置。

圖5 連桿筋部的缺陷

圖6 連桿腹板處的缺陷

圖7 大頭側面切邊處的缺陷

圖8 石墨噴多了造成的缺陷
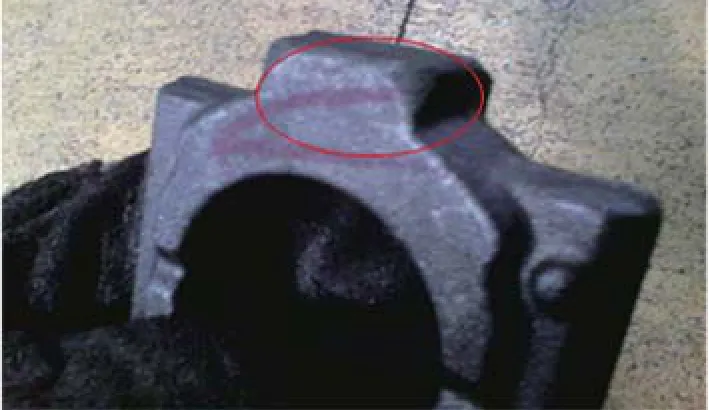
圖9 輥鍛不當造成的缺陷
筋部和小頭周邊不允許存有氧化坑,非加工表面單面只允許存在一個直徑小于4mm,深度小于1mm的氧化坑;非加工面與加工面連接部不允許存有氧化坑,加工表面單面只允許存在一個直徑小于5mm,深度小于0.3mm的氧化坑。
產生充不滿的原因主要有以下四點:石墨多了,堵塞鍛模型腔;預鍛打擊不充分;模具設計問題;輥坯調整不當。
圖8所示的缺陷是由于鍛模型腔石墨多了,堵塞型腔。解決方式是在生產工藝上要規定定期檢查模具型腔。圖9所示的缺陷是由于輥坯調整不當,大頭段坯料過少。
加工表面允許存有粗加工能夠加工掉的充不滿;非加工表面不允許存有充不滿。
產生切邊毛刺、切邊拉傷的原因有鍛模磨損、切邊模磨損、粘氧化皮或切邊凹模開裂。

圖10 切邊毛刺缺陷

圖11 切邊拉傷缺陷①

圖12 切邊拉傷缺陷②
圖10所示的缺陷為切邊毛刺,當國內剛出現脹斷連桿的時候,此缺陷允許存在,但隨著主機廠生產設備加工要求越來越嚴,目前對于具有全自動連桿生產線的廠家,均不允許有切邊毛刺的出現。
圖11、12所示的缺陷為切邊拉傷,其產生的主要原因是切邊刃口開裂,夾雜氧化皮。目前解決方式只能是在模具焊接工藝上做一些改進。在連桿一區和大頭與桿部過渡處,不允許存有切邊拉傷;其他切邊位置不允許存有深度大于0.4mm的切邊拉傷,單位厘米面積上不允許兩條以上的切邊拉傷。
隨著汽車行業的不斷發展,主機廠對連桿的要求也會越來越嚴,只有我們了解了客戶的要求,并且不斷去改進產品質量,才能適應市場發展,立于不敗之地。
