200t臥式全液壓擺輾機
2014-10-10 06:22:14黃鋒尋寶明徐州開元世紀重型鍛壓有限公司
鍛造與沖壓 2014年15期
文/黃鋒,尋寶明·徐州開元世紀重型鍛壓有限公司
200t臥式全液壓擺輾機
文/黃鋒,尋寶明·徐州開元世紀重型鍛壓有限公司
我國臥式擺輾機主要用來加工各種汽車和拖拉機半軸及車床主軸等鍛件。臥式擺輾機生產的軸類鍛件普遍存在使用壽命短,工件的長度受到限制,模座常時間使用時工件容易出現飛邊等問題。為了克服以上缺點,我公司組織研發設計了針對性很強的臥式全液壓擺輾設備,經過各部門的努力,該設備的各項指標均已達到要求標準。目前,我公司已經向市場投放了多臺不同噸位的此類設備,創造了很好的社會效益。
擺輾機結構
擺輾機本體機身整體框架結構由水平缸、機架、充液筒、垂直缸、模座、擺頭部件和滑塊部件組成,如圖1所示。
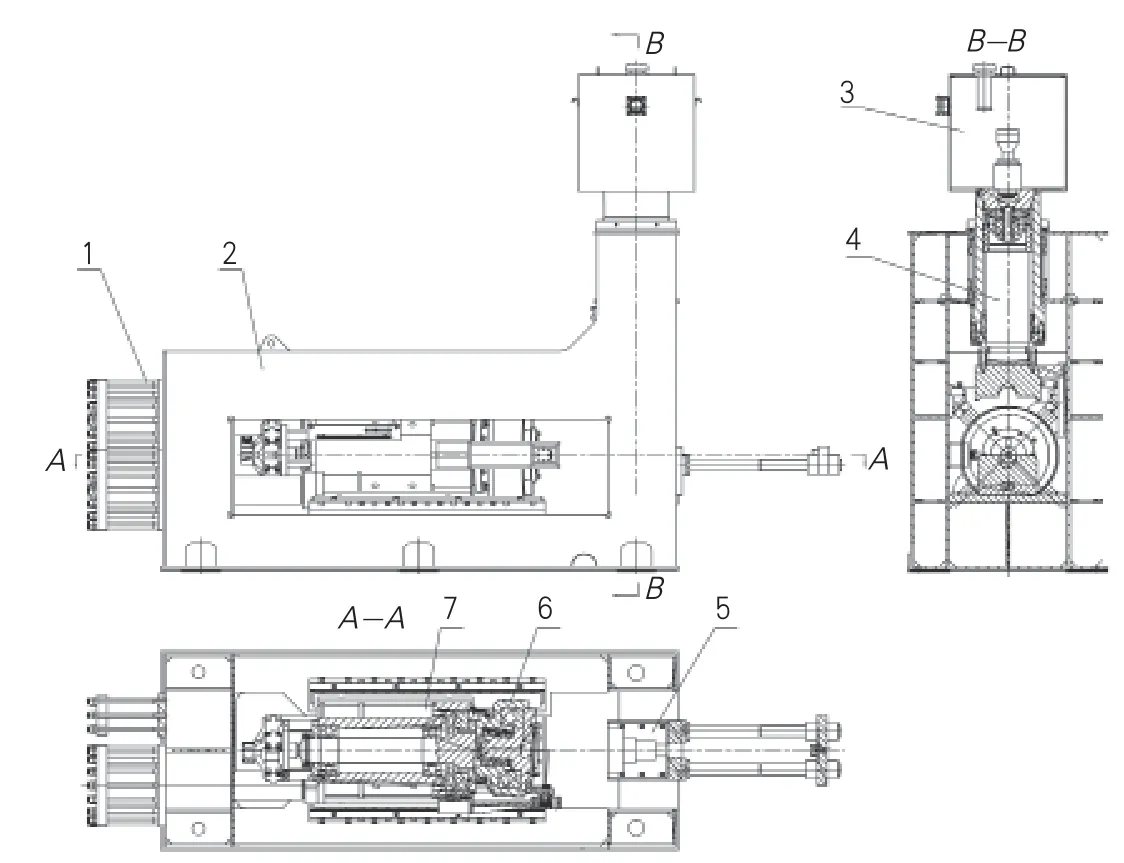
圖1 主機結構示意圖
⑴水平缸是將液壓能量轉換為機械能量,推動滑塊做往復運動的關鍵部件。該機主缸采用整體鍛件加工成通孔形式,活塞桿進行了表面淬火處理,剛度大,耐磨性好,壽命長。水平缸主要密封采用高耐磨聚氨酯密封圈。
⑵由于擺輾工藝存在交變的偏心載荷,機架工作中具有晃動趨勢,受力條件較復雜,所以機架采用臥式全鋼板焊接整體框架結構,并經人工時效處理,消除內應力,其剛性及可靠性更高。
⑶充液筒采用鋼板焊接結構,放在垂直缸上部,用于垂直缸快速下行,使模具快速閉合,縮短制造節拍,使工件易于成形。
⑷垂直缸為活塞式主缸結構。缸體為法蘭支撐,用鎖母將其固定在機身上橫梁的安裝孔中,上部安裝有充液閥。活塞和缸體之間采用YX形密封圈密封,YX形密封圈靠法蘭壓緊導套來調整。活塞缸由缸體、活塞、活塞桿及導向套等部件組成。運動副分別用YX形和O形密封圈密封。
為了使模具閉合可靠,采用與主缸相同的噸位來鎖緊模具。為了減少輔助夾緊時間、提高工作效率,在壓緊缸中增加了一個快速缸。
⑸為了使壓緊缸不承受軸向力,在模座后面又特別安裝了楔塊以將力傳遞到機身上。在進行輾壓成形時,具有抗脹模能力大,自動工作可靠等優點。夾持模座形狀較為復雜且運動頻繁、受力大、工作環境惡劣,因而采用材料為ZG45的精質鑄鋼件,粗加工后熱處理調質,最后組合精加工,以提高其綜合機械性能,延長使用壽命。由于模座固定在機身上,所以不會因為有些工件的長度過長而更換設備。
⑹擺頭安裝在滑塊上,與滑塊一起運動。它是整機的心臟部件,由馬達、主軸、斜盤、傳動擺盤及防轉臂等零件組成。液壓系統可以提供過載保護,因此可以大大改善軸承的使用情況。采用馬達結構使整機結構緊湊,占地面積小,外形美觀。
馬達通過主軸帶動斜盤及擺頭部件產生周期性循環擺動,防轉臂則通過自運轉軸承使擺頭凸模只產生純擺動,而不產生旋轉滑動,從而保證工件外表面的工藝環、搭塊、商標字體等特殊形狀成形的要求。擺頭內采用的均為符合國家標準的滾動軸承,價格適宜,結構合理,更換也較方便。
⑺滑塊采用全鋼焊接整體框架結構,四角與導軌配合處鑲有高耐磨不易拉傷導軌的黃銅板。滑塊左端面裝有過渡墊板與夾緊鎖模機構連接,在主油缸推動下完成對工件的快進、工進輾壓成形、后退,滑塊后面還裝有手動干油泵及分油器,每班分別對滑塊導軌面的12點加注一次普通黃油潤滑。
該機器導軌采用四角45°導向可調節結構,其調整范圍大,穩定性及強度好,調整和維修都較方便。
液壓傳動及電氣控制系統
液壓傳動和控制系統主要由泵、閥塊、充液閥、冷卻過濾系統、壓力顯示和控制系統及管路等組成,借助于電氣系統的控制,完成液壓機各種動作。
該機采用二通插裝閥液壓集成系統,其性能可靠,維修更換簡便,效率高,且外型美觀。為使不相互干涉,馬達與主缸各采用兩個系統,分別有各自的閥塊與泵組。該系統還配置了獨立的油冷卻循環系統,從而保證液壓系統的正常工作。
本機采用三相交流電源(380V/50Hz)供電,控制電壓220V,電磁閥為220V并帶指示燈。控制系統采用PLC可編程控制器,配合行程開關、電磁閥等發訊元件可實現機器的手動調整和半自動兩種操作方式。該機采用可移動式按鈕站集中操作,用戶可根據現場狀況及工作習慣自由安排操作位置。
根據生產流水線需要,該機還配備了電磁水閥自動噴水冷卻系統,與PLC編程聯動,可實現一個工作循環完畢自動噴水、停水的動作,噴水時間根據需要可調,以保證模具每次工作后能夠均勻冷卻,防止過冷及過熱,從而提高模具壽命。
主要技術參數
該設備的主要技術參數見表1。
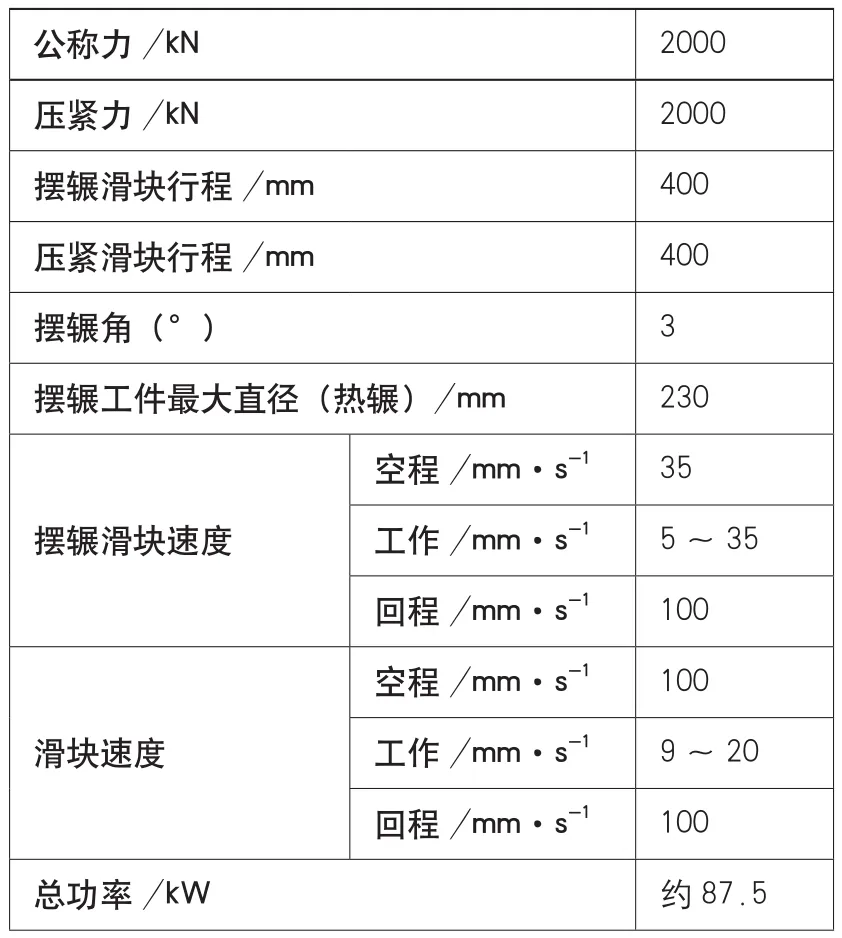
■ 表1 主要技術參數
結束語
本機器具有如下特點:
⑴擺輾時,由于工件以局部變形代替常規鍛造中的整體變形,因而此機器具有明顯省力的優點。該機器的成形力只是常規鍛造設備的1/15~1/10,因而可以用該機器生產需要大噸位常規鍛造設備加工的鍛件。
⑵鍛造變形均勻,金屬流線好,工件質量高,可用于少無切削加工,省料節能。
⑶生產效率高,便于實現半自動化操作,從而降低鍛造工人的勞動強度。
⑷機器工作時無沖擊,噪聲小(相對于普通鍛造),勞動條件好。
⑸加工相同工件,本機較常規鍛壓設備具有重量輕,耗能少,投資小等特點。
