基于Marc的不銹鋼—鋼復(fù)合板滾彎成形數(shù)值分析
2014-10-15 09:58:22劉持森徐英鵬馬宏杰
制造業(yè)自動(dòng)化 2014年18期
劉持森,徐英鵬,馬宏杰
(青島港灣職業(yè)技術(shù)學(xué)院 機(jī)械工程系,青島 266404)
0 引言
壓力容器用爆炸焊接不銹鋼—鋼復(fù)合板(以下簡(jiǎn)稱復(fù)合板)常以碳鋼為基材,不銹鋼為覆材,經(jīng)爆炸焊接而成[1]。復(fù)合板既具有足夠的基體強(qiáng)度,又具有不銹鋼的耐腐蝕性,采用復(fù)合板制造壓力容器不僅滿足了產(chǎn)品性能要求,還大大節(jié)約了成本,廣泛應(yīng)用于石油、化工和航天等行業(yè)。由于基材與覆材是通過爆炸焊接而成,在復(fù)合板滾彎或者封頭旋壓時(shí)經(jīng)常產(chǎn)生復(fù)合界面加工缺陷,常見的有界面分離、覆材表面起褶、覆材裂紋等。采用有限元分析方法,研究成形過程中覆材表面和復(fù)合界面應(yīng)力狀況,可以優(yōu)化滾彎工藝,減少加工缺陷。
由于復(fù)合板覆材與基材厚薄相差太大,并且復(fù)合界面情況特殊,所以給有限元分析帶來了很大困難,經(jīng)反復(fù)進(jìn)行對(duì)比研究,確定采用Marc/Mentat軟件。Marc/Mentat是國(guó)際上通用的非線性有限元分析軟件,它是MSC.Software Cooperation(簡(jiǎn)稱MSC)公司的產(chǎn)品[2]。可以快速模擬冷熱成形、擠壓、彎曲、軋制等各類塑性加工成形,提供坯料變形、最終應(yīng)力應(yīng)變分布、溫度分布、組織性能變化等規(guī)律[3]。
1 彎曲試驗(yàn)數(shù)值分析
1.1 復(fù)合界面形態(tài)
圖1顯示復(fù)合板復(fù)合界面呈波紋狀,上層為不銹鋼覆材,下層為碳鋼基材。爆炸焊后復(fù)合界面生成金屬間化合物,其連接密集,有的成片分布、有的聚集成線,在承受外載荷時(shí)容易沿此線開裂,是潛在的裂紋源[4,5]。

圖1 基材與覆材
為保證復(fù)合板加工成形時(shí)復(fù)合界面仍結(jié)合良好,NB/T47002-2009《壓力容器用爆炸焊接復(fù)合板》標(biāo)準(zhǔn)規(guī)定復(fù)合界面剪切強(qiáng)度不小于210MPa,并且復(fù)合板的彎曲試驗(yàn)要合格。
1.2 彎曲試驗(yàn)有限元分析
某公司選用基材Q245R,覆材316L,板厚25 mm(基材22mm+覆材3mm)的復(fù)合板制造壓力容器時(shí),曾出現(xiàn)筒體滾彎和封頭旋壓后復(fù)合界面斷續(xù)分離現(xiàn)象。為模擬真實(shí)情況,選取同材質(zhì)、規(guī)格的復(fù)合板進(jìn)行有限元分析。根據(jù)彎曲試驗(yàn)標(biāo)準(zhǔn),取試樣尺寸220mm×50mm×25mm,彎曲壓頭直徑40mm,彎曲角度180°。
在板厚方向劃分6個(gè)網(wǎng)格,其中復(fù)合界面位于節(jié)點(diǎn)上。由于模型對(duì)稱,所以試樣寬度取一半。彎曲180°后的模擬結(jié)果與真實(shí)試驗(yàn)結(jié)果對(duì)比如圖2所示。
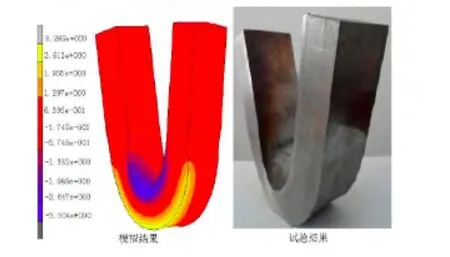
圖2 模擬與試驗(yàn)結(jié)果
比較圖2模擬與試驗(yàn)結(jié)果,試樣在寬度方向上外表面受拉伸收縮變窄,模擬值為3.269mm,真實(shí)值為3.140mm。內(nèi)表面受擠壓變寬,模擬值為3.304mm,真實(shí)值為3.420mm。觀察彎曲試樣復(fù)合界面無肉眼可見分層,但用著色滲透檢驗(yàn)后,發(fā)現(xiàn)彎曲邊緣有斷續(xù)分離現(xiàn)象,如圖3所示。這表明在大變形下,復(fù)合界面薄弱部位抗剪強(qiáng)度低于彎曲產(chǎn)生的最大剪應(yīng)力,導(dǎo)致試樣發(fā)生局部破壞。

圖3 復(fù)合界面彎曲缺陷
由于基材與覆材力學(xué)性能不同,模擬分析時(shí)復(fù)合界面不能用基材或覆材的應(yīng)力–應(yīng)變曲線,其自身應(yīng)力–應(yīng)變曲線又無法通過試驗(yàn)得到,所以只能提取復(fù)合界面最大剪應(yīng)力,以此判斷界面的破壞情況。
圖4為模擬彎曲剪應(yīng)力隨時(shí)間變化歷程圖,圖中顯示在第9增量步剪應(yīng)力開始達(dá)到210MPa,最大值為350MPa,這表明要想彎曲試樣界面完好,復(fù)合界面實(shí)際抗剪強(qiáng)度必須大于350MPa。

圖4 復(fù)合界面剪應(yīng)力變化歷程
事實(shí)上,剪切試驗(yàn)測(cè)得界面平均剪切強(qiáng)度為430MPa,遠(yuǎn)遠(yuǎn)高于標(biāo)準(zhǔn)下限值210MPa,也高于彎曲模擬的最大剪應(yīng)力350MPa,這就保證了彎曲后圖3中試樣大部分結(jié)合良好。由于波紋狀復(fù)合界面組織、成份并不均勻,有的還存在細(xì)微孔洞,不同生產(chǎn)廠家的復(fù)合板質(zhì)量差距也很大,造成有些部位剪切強(qiáng)度偏低,所以滲透檢驗(yàn)還是發(fā)現(xiàn)圖3中復(fù)合界面有斷續(xù)分離現(xiàn)象。
圖4中波峰波谷交替出現(xiàn),這是因?yàn)閺澢^程加工硬化、晶粒再結(jié)晶、長(zhǎng)大、形變和再硬化等不斷交替進(jìn)行,在復(fù)雜的硬化和軟化情況下,曲線便出現(xiàn)周期性的峰值。
以上對(duì)比表明,采用Marc有限元分析復(fù)合板彎曲試驗(yàn)與真實(shí)試驗(yàn)結(jié)果一致,本方法可用于復(fù)合板滾彎成形過程分析。
2 筒體建模
2.1 網(wǎng)格劃分
在卷板機(jī)上輥壓力作用下,滾彎過程中復(fù)合板處于3向應(yīng)力狀態(tài),不適合再選用殼體單元建模,又因?yàn)橐敵鰪?fù)合界面的層間應(yīng)力,所以選擇3D Solid Composite復(fù)合材料單元。
根據(jù)滾彎筒體外徑φ2200mm,復(fù)合板尺寸1500 mm×600mm×25mm(22mm+3mm),卷板機(jī)型號(hào)W11-30-3000,上輥直徑φ480mm,下輥直徑φ400mm,下棍中心距600mm,按真實(shí)尺寸建模。由于覆材厚度僅3mm,復(fù)合界面厚度約0.4 mm,給網(wǎng)格劃分帶來困難,經(jīng)建模對(duì)比,決定在復(fù)合板厚度方向劃分5個(gè)網(wǎng)格,界面厚度忽略不計(jì),復(fù)合板中間對(duì)稱,仍取板寬一半建模,如圖5所示。

圖5 有限元分析模型
2.2 材料鋪層
3D Solid Composite復(fù)合材料單元可以允許不同分層鋪設(shè)不同特性的材料,并且計(jì)算結(jié)果可以輸出不同材料層的層間應(yīng)力,比較適合復(fù)合板對(duì)模型的要求。
材料在板厚方向共鋪設(shè)9層,上面第一網(wǎng)格內(nèi)設(shè)3層覆材和2層基材,每層厚度1mm,其他4層為基材。輸入Q245R彈性模量211GPa,泊松比0.286,316L彈性模量206GPa,泊松比0.28,并分別輸入2種材料的真實(shí)應(yīng)力–應(yīng)變曲線。
3 數(shù)值分析
根據(jù)復(fù)合板特點(diǎn),著重分析兩種情況下的滾彎成形數(shù)據(jù)。由于標(biāo)準(zhǔn)規(guī)定了復(fù)合界面剪切強(qiáng)度不得小于210MPa,所以第一種情況分析板厚25 mm時(shí)剪應(yīng)力隨卷板機(jī)上輥下壓量的變化規(guī)律,第二種情況分析采用不同滾彎次序時(shí)剪應(yīng)力的變化規(guī)律。
3.1 上輥下壓量與剪應(yīng)力的關(guān)系
在卷板過程中,主要通過上輥下壓來控制板材彎曲曲率半徑,研究清楚上輥每次下壓量對(duì)卷板時(shí)復(fù)合界面剪應(yīng)力的影響規(guī)律,就可指導(dǎo)我們制定合理的滾彎工藝。
模擬實(shí)際工況,定義有限元分析條件,其中輥、板間摩擦系數(shù)取0.2。

圖6 下壓量與剪應(yīng)力關(guān)系
圖6為復(fù)合界面剪應(yīng)力與上輥下壓量數(shù)值分析曲線,隨著時(shí)間變化,也即上輥下壓量增加,剪應(yīng)力快速升高,當(dāng)壓下40mm(圖中2s處)時(shí)剪應(yīng)力達(dá)到170MPa,此后繼續(xù)增加下壓量,直到4s處剪應(yīng)力基本保持不變。由此可見,剪應(yīng)力增加主要集中于上輥下壓40mm過程中,因此滾彎要采用下壓—滾動(dòng)—下壓工序,避免上輥一次壓下造成剪應(yīng)力急劇升高。
圖6中5s處為上輥壓到卷板極限后下輥開始滾動(dòng),此時(shí)剪應(yīng)力迅速?gòu)?70MPa上升到210MPa左右,然后又基本保持穩(wěn)定。這說明當(dāng)上輥壓下超過40mm后,剪應(yīng)力不再隨下壓量而增加,軋輥滾動(dòng)則變?yōu)橛绊憦?fù)合界面剪應(yīng)力的重要因素。
3.2 滾彎次序?qū)魬?yīng)力的影響
實(shí)際卷板過程中不允許上輥一次壓到位,但是也有違反操作規(guī)程的現(xiàn)象,下面分兩種滾彎道次分析復(fù)合界面剪切強(qiáng)度的變化規(guī)律。
1)經(jīng)理論計(jì)算,筒體外徑彎曲成φ2200mm時(shí)上輥壓下量約35mm。假設(shè)上輥采用1次壓下滾彎成形,得到復(fù)合界面剪應(yīng)力隨滾彎過程的變化曲線,圖7顯示界面最大剪應(yīng)力152MPa,后隨滾彎進(jìn)行剪應(yīng)力保持穩(wěn)定。

圖7 1次滾彎剪應(yīng)力歷程圖
2)假設(shè)上輥分3次壓下進(jìn)行滾彎,即第一次壓下20mm,滾壓一遍,然后再壓下7mm,反方向回滾一遍,最后壓下8mm,滾壓三遍最終成形。圖8為提取的復(fù)合界面剪應(yīng)力曲線,最大值為139 MPa,遠(yuǎn)遠(yuǎn)低于對(duì)復(fù)合板的最低要求210MPa。與圖7對(duì)比,采用3道次滾彎時(shí)最大剪應(yīng)力比1道次小13MPa。

圖8 3次滾彎剪應(yīng)力歷程圖
從圖8中還可看出,17s處第2道反向回滾時(shí)剪應(yīng)力明顯降低,在27s處第3次滾壓時(shí)剪應(yīng)力值重新升高,但最高值沒有超過第1道次的極大值,這表明分道次滾彎可降低復(fù)合界面剪應(yīng)力。
由于復(fù)合板界面結(jié)構(gòu)特殊,實(shí)際滾彎并不是反復(fù)次數(shù)越多越好,還要防止反復(fù)滾壓造成金屬間化合物過度破碎引起裂紋,特別是圓筒焊完滾圓時(shí)更要注意。
4 結(jié)論
1)按標(biāo)準(zhǔn)NB/T47002-2009要求進(jìn)行復(fù)合板彎曲試驗(yàn)有限元分析,所得數(shù)值與真實(shí)結(jié)果一致。
2)當(dāng)卷板機(jī)參數(shù)、復(fù)合板厚度一定時(shí),在0~40mm范圍內(nèi),隨上輥下壓剪應(yīng)力不斷升高,所以在復(fù)合板滾彎成形時(shí)應(yīng)重點(diǎn)防范此階段產(chǎn)生加工缺陷。
3)滾彎道次對(duì)復(fù)合界面剪應(yīng)力影響顯著,特別是反向回滾時(shí),會(huì)顯著降低界面應(yīng)力。
4)模擬顯示,板寬兩側(cè)自由邊界處剪切應(yīng)力高于板內(nèi)部,對(duì)滾圓和旋壓封頭類大變形加工后的過渡段和直邊段應(yīng)該重點(diǎn)進(jìn)行無損檢測(cè)。
[1]NB/T47002-2009,壓力容器用爆炸焊接復(fù)合板[S].
[2]陳火紅,楊劍,薛小香,等.新編Marc有限元實(shí)例教程[M].北京:機(jī)械工業(yè)出版社,2007.
[3]馮超,孫丹丹.全新marc實(shí)例教程與常見問題解析[M].北京:水利水電出版社,2012.
[4]裴海洋.爆炸復(fù)合板復(fù)合界面微觀組織分析.壓力容器[J].2002,(11):38-39.
[5]顧海根.爆炸焊不銹復(fù)合鋼制壓力容器.壓力容器[J].2002,(12):25-30.
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
電子制作(2018年18期)2018-11-14 01:48:24
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
新聞傳播(2015年11期)2015-07-18 11:15:04
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
