掃日勞清肺止咳顆粒流化床包衣工藝研究
2014-10-16 10:39:40閆海濤李洪澤韓風雨
中國民族民間醫藥 2014年17期
閆海濤 李洪澤 韓風雨
內蒙古自治區天奇中蒙制藥股份有限公司,內蒙古 赤峰 024000
流化床包衣是目前對微丸、粉末、顆粒等進行薄膜包衣效果最好的方法之一。衣膜在高壓狀態下,呈霧狀噴射,使衣膜均勻連續,達到均一性、理想鋪展性有衣膜的連續性。掃日勞清肺止咳顆粒為蒙藥品種經現代提取方法制得,采用流化床包衣可以有效解決其外觀不勻及在我國南方部分地區吸濕問題。
1 材料與儀器
HJ-180-GC加強型多功能制粒包衣設備 (重慶榮凱公司生產);不銹鋼標準篩 (20~80目)(浙江上虞市華康化驗儀器廠);ZRS-4型智能藥物溶出儀 (天津大學儀器設備廠);電熱鼓風恒溫干燥箱 (上海躍進醫療器械廠);Lab Alliance高效液相色譜儀,Lab Alliance紫外檢測器,ANASTAR色譜工作站,Agilent Technologies ZORBAX SBC18(4.6×250mm,5μm)色譜柱。
掃日勞清肺止咳膠囊顆粒 (自制),胃溶型薄膜包衣預混劑 (上海新菲爾生物制藥工程技術有限公司)。
2 方法與結果
2.1 包衣液的配制 實驗采用乙醇分散包衣液,取包衣粉,加少量乙醇,用高剪切勻漿機勻化5~10min(也可用超聲波發生器或研缽勻化)。再加乙醇稀配成含包衣粉固體物為10%、15%、20%的混懸液,慢速攪拌30min。將配得的包衣液經40目篩網過濾以防粗顆粒堵塞噴槍。
2.2 包衣過程操作 取本品顆粒500g,置流化床中,通入壓縮空氣使顆粒懸浮,高度約8cm,控制進風溫度保持床內溫度恒定,開始噴霧包衣。包衣過程中始終控制噴嘴與物料間距離為10cm,進風壓力為0.20~0.25bar。按正交設計參數控制包衣的流化氣速、霧化壓力、床內溫度及包衣液的固含量等指標,噴入相同體積的包衣材料,包衣后于50℃流化干燥3~5min。
2.3 考察指標
2.3.1 包衣及包衣效率 包裹到物料顆粒表面的材料占包衣材料總量的比率,通常用包衣增重為指標進行考察。取掃日勞清肺止咳膠囊顆粒500g記為W1,包衣結束后,取出全部顆粒,過篩除去80目以下的粉末及20目以上的結塊,精密稱定包衣后顆粒重量,記為W2。按下式計算包衣效率:

2.3.2 溶出度 取本品10克,精密稱定,照溶出度測定法 (中國藥典附錄C第一法),0.1mol/L鹽酸溶液900ml為溶劑,轉速為100r/min,依法操作,經60min時,取溶液5ml濾過,精密量取濾液及梔子苷對照品 (取梔子苷對照品適量,精密稱定,加甲醇制成每1ml含35μg的溶液)各10μl,注放液相色譜儀。照高效液相色譜法 (中國藥典2010年版一部附錄ⅥD)測定,以十八烷基硅烷鍵合硅膠為填充劑;以乙腈-水 (15∶85)為流動相;檢測波長為238nm。理論板數按梔子苷峰計算應不低于4000。本品溶出度不得少于標準規定的80%(3.5mg/g)。
2.4 包衣工藝條件優化 經多次預試驗,確定采用L9(34)正交表考察流化氣速 (A)、霧化壓力 (B)、床內溫度 (C)、包衣液的固含量 (D)對包衣效果的影響,因素水平見表1。以包衣效率和溶出度總分綜合評分,結果見表2。方差分析見表3。
包衣效率分數=包衣效率/最大包衣效率×100
溶出度分數=溶出度/最大溶出度×100
綜合評分=包衣效率分數+溶出度分數
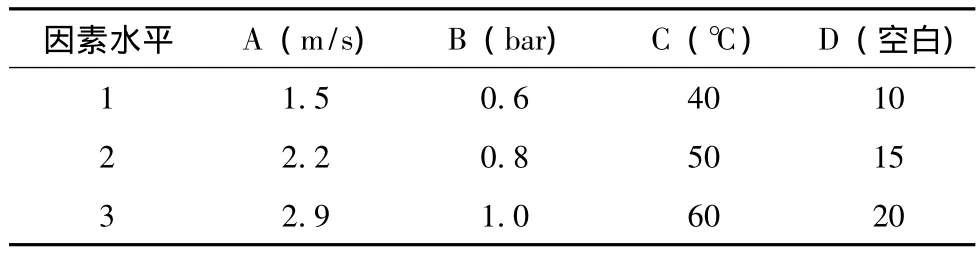
表1 因素水平表
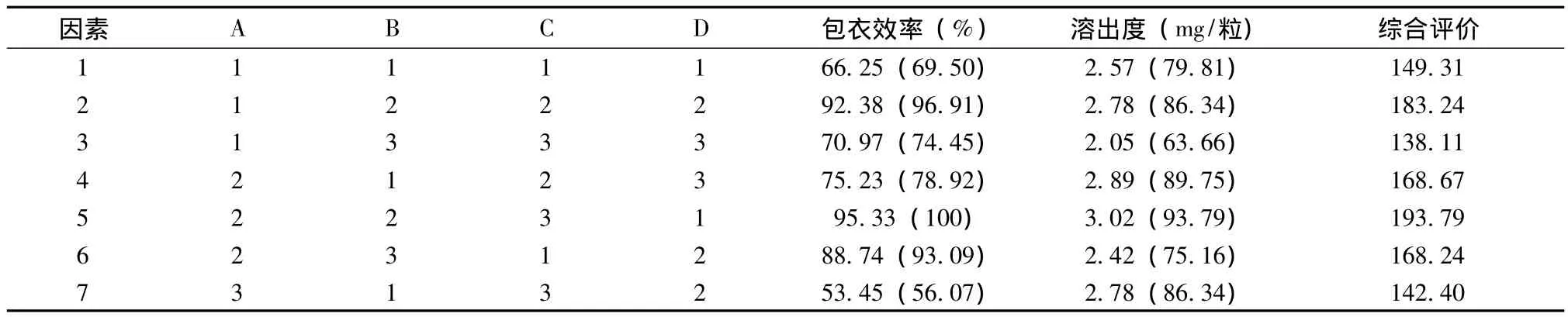
表2 正交試驗表
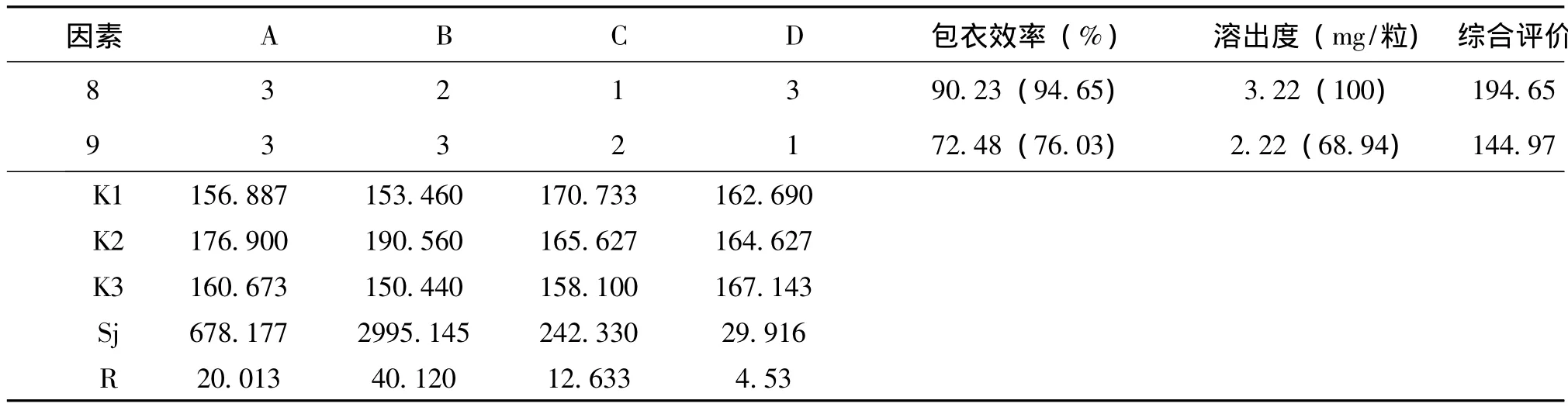
續表
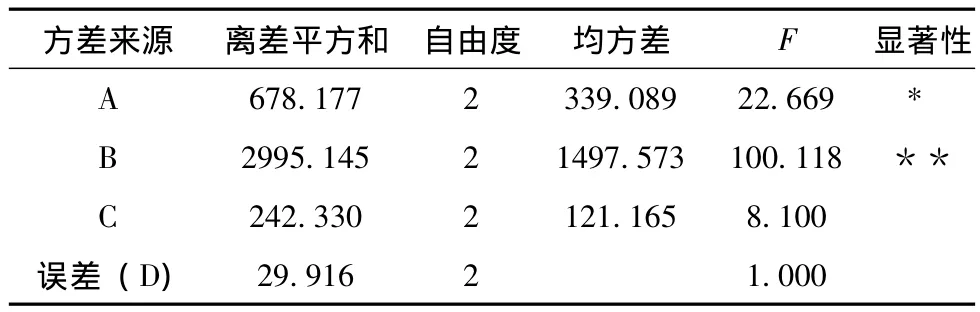
表3 方差分析表
由上述結果可知,三個因素的影響大小順序為:B>A>C,得最佳包衣工藝為:A2B2C1;由方差分析表3可知:A因素對制粒的影響有統計學意義 (P<0.05);B因素對制粒的影響有統計學意義 (P<0.01);C因素及D因素的影響無統計學。所得的優化組合為A2B2C1,即包衣液流速為2.2m/s,霧化壓力為0.8bar,床溫為40℃,包衣液固含量選10%。
2.5 驗證試驗 取本品顆粒,按“2.2項”下方法及上述優化工藝參數,平行制備3批樣品 (批號為20140206、20140207、20140208),并對制得的3批樣品進行包衣收率及體外溶出度測定,結果見表4。
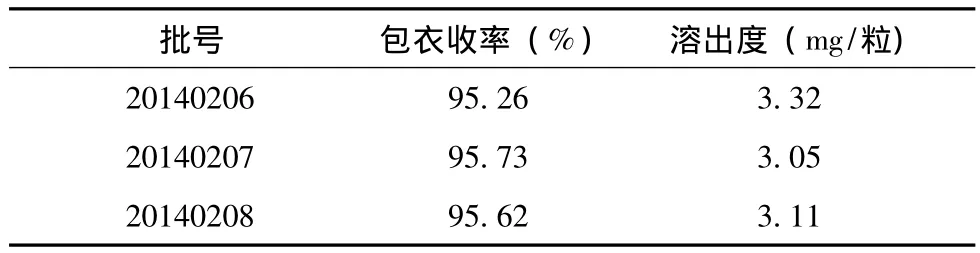
表4 工藝驗證結果
結果表明,采用該工藝制備的掃日勞清肺止咳膠囊顆粒包衣效率在95%以上,且體外溶出度達到要求,工藝較穩定,可用于工業化生產。
3 小結
對包衣效果影響最大的因素是霧化壓力和包衣液流速,二者之間存在著某種聯系,當包衣液流速加大,霧化壓力相應也要增加,否則包衣液出現聚滴現象,影響包衣效果,甚至出現粘粒。
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
商周刊(2017年9期)2017-08-22 02:57:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
石油化工應用(2014年8期)2014-03-11 17:40:03