普通車床加工薄壁套類零件
2014-10-21 19:53:35劉小蘭
科學時代·下半月 2014年12期
關鍵詞:技巧
劉小蘭
【摘 要】本文主要闡述了在普通臥式車床上加工薄壁套類零件的加工方法與技巧。首先從影響薄壁零件變形的因素入手,分析了薄壁零件在加工過程中產生變形的原因,根據這些原因,從而提出了薄壁零件在普通車床上的加工過程中采取的一些預防措施和方法與技巧。
【關鍵詞】薄壁零件;切削力;加工方法;技巧
目前在各工業部門己較廣泛的采用高強度結構的金屬薄殼零件,為了適用薄壁零件制造加工的需要,機械制造業現正朝著“無切削或少切削”方向發展,比如采用板材進行滾壓、沖壓、焊接等工藝,即可節省材料、機床設備和加工工時,又能達到質量好、產量高、成本低的要求。但是,畢竟還有一些薄壁零件的結構不能采用滾壓、沖壓或焊接等工藝來代替。例如具有形狀復雜的環形橫截面零件,只能采用車削方法,對于這一類環形零件的車削加工,因其結構單薄、零件尺寸較大、環形截面復雜及材料切削性較差,因此難以保證零件的加工精度。
一、影響薄壁零件變形的因素
所謂薄壁零件是指厚度與直徑之比超過1:50的零件,其共同特點是壁薄、強度低、抵抗變形能力差。因此,車削薄壁零件的主要問題是變形,而產生變形的主要原因體現在以下幾方面:
1.是由裝夾引起的變形。由于薄壁套類零件的內、外圓直徑差很小,強度很低,如果在車床的三爪自定心卡盤上直接夾緊,零件的局部受到三個卡爪點的夾緊,從而使零件變形,影響零件的尺寸和形狀精度。
2.其次是在切削過程中受到切削力的擠壓和牽引導致的工件變形。切削力的大小與切削用量的選擇密切相關,從金屬切削原理可知,背吃刀量ap、進給量f、切削速度vc是切削用量的三個要素,如果背吃刀量和進給量選擇的較大,則切削力也會隨著增大,進而零件的變形就會增大,而如果減小背吃刀量,增大進給量,切削力雖然會有所下降,但零件表面殘余面積會增大,表面粗糙度只增加,是強度不好的薄壁零件內應力增加,同樣也會導致零件的變形。
3.還有就是由于零件的剛性差,在切削過程中機床易產生振動,從而使零件發生變形;零件的厚度太薄,切削過程中產生的切削熱也會引起零件產生熱變形;當每切除一層金屬層時,由于應力釋放也會造成零件的變形。這些因素都會影響零件的尺寸精度、形狀、位置精度和表面粗糙度。
二、減小薄壁零件車削時變形的措施
通過對薄壁零件加工時產生變形的影響因素的分析,我們知道薄壁零件在撤銷過程中,主要需要克服的難點就是如何防止或減小零件的變形。根據其影響因素,我們可以從以下幾方面入手來有效的預防和減小零件在加工過程中產生的變形:
1.首先針對由裝夾引起的變形問題,通過分析知道只要將每一個點的夾緊力都保持均衡,增大零件的裝卡接觸面,就能有效的減少零件的變形量。因此,可采用扇形軟卡爪、開口縫套筒或芯軸來裝卡零件。扇形軟卡爪和開口縫套筒方法的特點是:增加了裝夾時的接觸面,使夾緊力均勻的分布在工件的夾緊面上,其夾緊力大、零件變形小,操作又簡單方便,成不低。芯軸裝卡則是將主要造成零件變形的軸向夾緊力改為徑向夾緊,且徑向夾緊力由內向外分布,防止裝卡變形。
4.增加半精車熱處理工序,將變形應力釋放,在粗車過后,增加半精車,將零件薄壁徑向尺寸只留 余量,并在半精車后加熱處理,退火時將零件平放在鑄鐵板上,溫度控制在 左右,,這樣能熱校平,同時也可釋放內應力,減小零件的變形。
三、薄壁零件的加工方法
如果加工如圖2所示的薄壁套筒,除了圖中所示的要求外,內外圓還有0.02mm的同軸度公差。
1.夾具選擇 可以先加工內孔和一個端面,此時留較大的余量,采用開口縫套筒裝夾。在最后一道工序中采用如圖3所示的彈性心軸裝夾加工外圓。該夾具的核心元件是彈性套5,在心軸1上裝有一對錐套2和6,擰動螺母8使其向右移動時,錐套給彈性套一個徑向力,將工件4脹緊,反方向擰動時工件松開。其中定位銷3和7是防止彈性套與錐套以及錐套與心軸之間的相對轉動。該夾具使夾緊力均勻作用在工件的內表面上,不但減小了工件因變形而引起的加工誤差,而且因為消除了徑向間隙而提高了定位精度,能夠很好地保證內外圓的同軸度要求。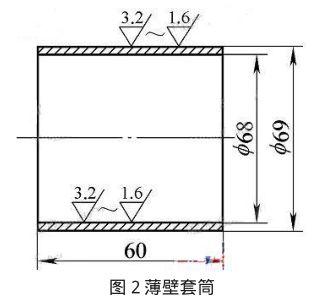

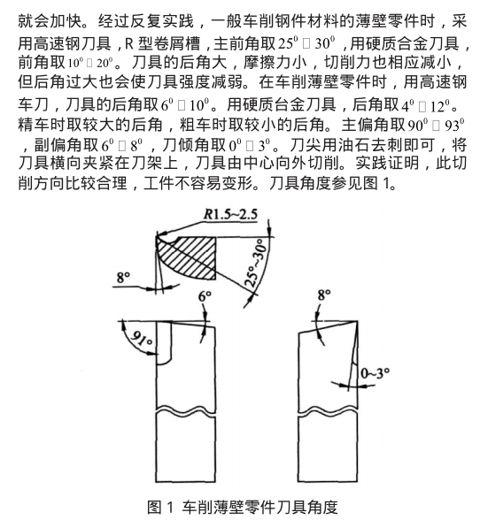
2.刀具幾何參數的選擇如圖1所示。
3.精車切削用量的選擇見表1。
4.通過實際切削加工表明,用以上的夾具裝夾,變形較小,能夠保證形狀及同軸度的要求。刀具幾何參數及切削用量的選擇也較為合理,工件的各項要求均有明顯的提高。
四、總結
薄壁套類零件在機械工業生產中大量存在,如何保證零件的加工精度一直是困擾我
們的一個難題。住加工中感觸最深的是住如何保證可行性、經濟性的前提下,充分挖掘現有設備、資源的潛力,采耿合理的裝卡方式,最終又好又快的完成加工。經過不斷的探索實踐,已總結出一套成熟的加工方法,使得薄壁類零件加工很少出現不合格的現象,提高了產品的加工精度和合格率。
參考文獻:
[1] 李明,吳志鵬,牛美英。普通機床一刀成形加工薄壁零件[J]。裝備制造技術,2012(8);
[2] 謝正國。薄壁套類零件車削方法加工研究[J]。職業教育,2013(8);
[3] 胡國強。車工加工工藝實例[M]。國防工業出版社,2010(6);
注:基金項目:包頭輕工職業技術學院青年基金項目(機械制造與自動化專業車工模塊項目化教學探索與實踐QY2014- 2-25)
猜你喜歡
我愛學·笑話與口才(2024年6期)2024-06-15 00:00:00
今日農業(2021年1期)2021-11-26 07:00:56
中老年保健(2021年4期)2021-08-22 07:10:02
甘肅教育(2020年12期)2020-04-13 06:24:46
新世紀智能(英語備考)(2019年11期)2020-01-18 11:50:02
中學生數理化·七年級數學人教版(2018年12期)2019-01-31 02:38:50
作文周刊·小學一年級版(2018年17期)2018-09-10 02:39:46
攝影之友(影像視覺)(2018年1期)2018-03-22 01:12:07
新高考(英語進階)(2017年9期)2017-11-07 02:42:51
中學生數理化·高一版(2017年6期)2017-07-01 16:27:22
