基于PLC和直線電機的木材加工自動送料機
2014-11-18 12:28:14繆冬敏沈建新
機電工程 2014年11期
關鍵詞:方向
王 帥,繆冬敏,沈建新
(浙江大學 電氣工程學院,浙江 杭州 310027)
0 引言
在木材加工過程中,往往需要將大塊的木材切割成一定厚度的薄板[1]。傳統的木材切割需要兩個人力協同工作,一人沿切割方向推動木材前進,另外一人在對面拉木材并且搜集木板。操作工人不僅勞動強度大,而且須有很好的操作經驗,保證切割速度均勻,否則,木板兩側不平整、厚度誤差較大。因此,提高木材加工設備的自動化水平很有必要。
目前,市面上已經存在不同規格的自動化木材加工設備。文獻[2]提出了一種利用L 形擋板使得待加工的木材在切割加工時不出現偏移現象。文獻[3]中的木材切割機能方便地固定住木板,快速完成切割,提高切割效率。文獻[4]提出了一種單板自動送料機,解決了現有技術中人工送料存在的人力成本和勞動強度增大,長時間的操作易產生疲勞造成操作事故的問題。文獻[5]設計了一種使原木機械傳輸和排列的設備,用于原木鋸銑機械的再加工。
本研究設計的木材加工送料機最大的特點就是采用LIM 直接驅動,而不需要絲杠機構將電機旋轉驅動轉換為直線驅動。因此,可以簡化系統結構,提高傳動效率和可靠性[6]。在使用簡單的v/f 控制(速度開環)條件下,本研究以LIM 作為驅動電機的另一優點在于:當木材切割處存在硬結時,可以人為在工作臺施加外力來實現慢速切割而不損傷刀具;而這是傳統的旋轉電機加絲桿結構的一大缺點,一旦驅動速度給定就不能人為實時干預,在切割到硬結時要么因過負載而使系統停機,要么因強行切割而損傷刀具且降低切割品質。
本研究通過利用PLC 控制LIM 的驅動器以及進給伺服系統,則編程便捷,系統的工作參數可以很容易地進行設置和顯示,且整體結構簡潔。
1 直線感應電機的結構和設計
本研究研發設計一臺大推力直線感應電動機,并采用PLC 實現整個木材加工過程中的復雜功能。
1.1 直線感應電機的結構
系統采用的LIM 如圖1 所示。其具有運動的短初級和靜止的長次級。初級安裝在工作臺上,而次級銅板安裝在鋼制機架上,機架作為次級的鐵軛。

圖1 單邊直線感應電機短初級結構
1.2 直線感應電機的設計
該系統中LIM 的運動行程比較短,而所驅動的工作臺質量很大,因此LIM 主要工作在加速與減速過程,且滑差率很大。本研究把LIM 的起動推力作為一個重要衡量指標。根據計算,當起動推力大于600 N時,木材切割機系統能快速有效工作。根據文獻[7]提供的電磁設計方法和實例計算,設計出的直線電機主要參數如表1 所示。
對于直線感應電機次級材料的選擇,主要有兩大類,一類為單一材料,如銅、鋁、鐵等;另一類為復合材料,如用銅與鐵復合,鋁與鐵復合等。由參考文獻[8]可知,在相同次級厚度情況下,銅次級LIM 的起動推力比鋁次級的大30%左右,而且選擇次級厚度為2 mm時,起動推力的計算值和實際測量值誤差最小,其中銅次級厚度為2 mm 時誤差只有4.59%,鋁次級厚度為2 mm時誤差為7.28%。因此,當選擇2 mm 厚的銅板作為次級時,理論計算出來的起動推力更接近于實際情況下直線電機的起動推力。在一般的實際應用中,為了得到更好的機械性能并且降低成本,常用鐵板作為背鐵材料,形成LIM 的復合次級。
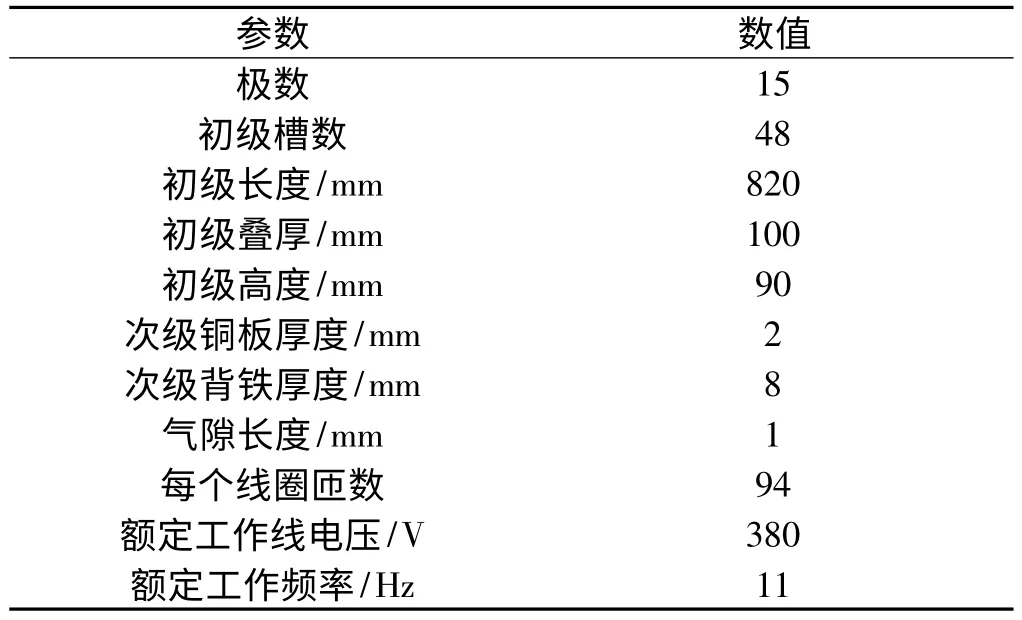
表1 直線感應電機的設計參數
表1 所示尺寸的LIM 在堵轉時,其起動推力的計算曲線如圖2 所示。穩態值達637 N,滿足實際系統的要求。LIM 初級的樣機如圖3 所示。

圖2 直線感應電機的起動推力

圖3 直線感應電機的初級樣機
2 木材加工自動送料機的功能實現
2.1 木材加工自動送料機的機械結構
木材加工自動送料機的主視圖和俯視圖如圖4 所示。木材加工自動送料機的樣機圖如圖5 所示。
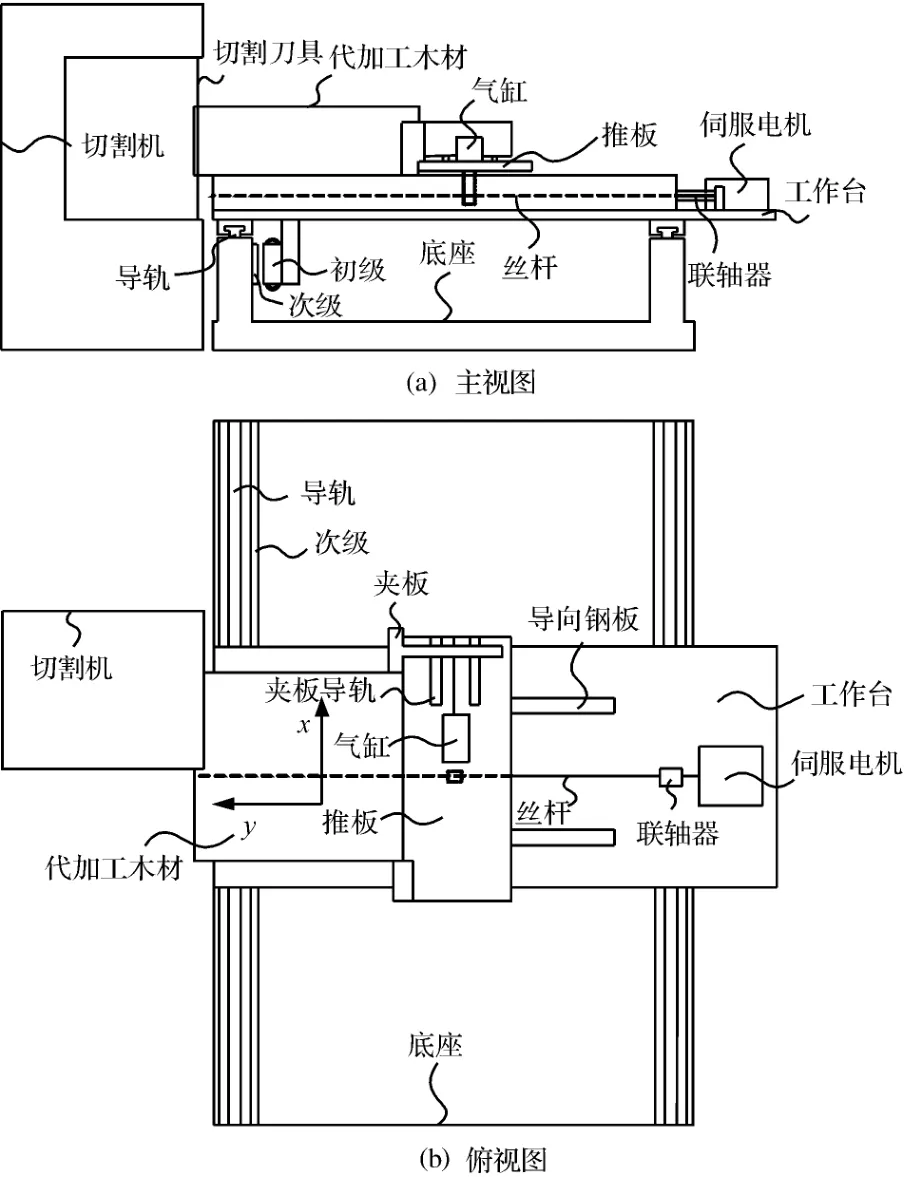
圖4 木材加工自動送料機主視圖和俯視圖
圖5 木材加工自動送料機的樣機
切割機和自動送料機的底座都固定在地面上,底座左、右兩端分別安裝兩根平行的滑動導軌,導軌的延伸方向(x 方向)即木材的切割方向。工作臺通過滑動導軌與底座滑動相連,其功能是固定并且推動待加工木材沿x 方向做來回切割運動。推板安裝在工作臺上,由于進料導向鋼板的存在,推板與工作臺在x 方向不會相對運動。推板同時與絲桿相連,絲桿順時針或者逆時針旋轉都會帶動推板沿進給方向(y 方向)前進或者后退。絲桿與伺服電機之間通過聯軸器緊密相連,通過控制伺服電機的旋轉角度就可以精確獲得待加工木材的進給量,以此決定薄木板的厚度。
夾板包括定板和動板,分別安裝在推板的兩側,推板上還放置一個氣缸,氣缸與夾板的動板之間通過活塞連接,動板可以沿導軌上在x 方向前、后滑動。調節夾板的定板位置,可以適應不同的木材長度。待加工木材放置在工作臺的左半邊與推板一側貼合,木材的一端與夾板的定板靠緊,通過控制氣缸來帶動夾板的動板,使待加工木材的另外一端固定夾緊。當木材加工自動送料機工作時,夾板可以限制待加工木材在切割過程中與工作臺保持相對靜止,這樣可以避免木材前后晃動,避免安全事故的發生。
直線電機次級貼在底座的左半端,次級的長度與底座的長度相等,從而可以保證在整個運動行程內,直線電機次級和初級的磁場耦合保持不變。直線電機初級固定在工作臺的下側,與直線電機次級相對,直線電機為工作臺在切割方向上的前進、后退提供驅動力。
2.2 木材自動送料機的工作原理
在初始狀態下,工作臺位于遠離切割刀具最大距離(x 負方向最大位移)處,推板位于y 方向預先設置好的復位距離處,夾板的動板位于氣缸最大伸長距離處。復位完成后,本研究工人將待加工木材放置于工作臺上與推板貼合,其中一端與夾板的定板貼合,通過操控氣缸來控制夾板的動板,使其與待加工木材的另外一端夾緊,固定木材在切割方向上不發生偏移。
當準備工作完成后,通過控制伺服電機帶動絲桿使推板沿y 正方向前進,當待加工木材前進到可以進行有效切割時,伺服電機會再控制推板前進一小段距離,使剩余的木材長度恰好為所需薄木板厚度與刀具厚度之和的整數倍,以得到木材的最大利用。當推板前進到位時,直線電機推動工作臺沿x 正方向切割,該過程稱為預切割,其目的是使剩下的木材恰好能切割成整數塊木板。之后,當每次切割完成后,伺服電機都要控制絲桿使推板沿y 負方向退回一小段距離(比如5 mm),這樣做可以使直線電機控制工作臺沿x 負方向退回來時待加工木材與切割刀具脫離接觸,防止危險發生。待工作臺沿x 負方向完全退回后,推板沿y 正方向精確進給一段距離以進入下一次切割。通過合理設定切割方向的來回行程可以縮短切割時間,提高工作效率。
切割過程中,若待加工木材中存在硬結或切割刀具變鈍(可以通過檢測帶動切割刀具的異步電機的電流判斷)時,系統控制LIM 的給定電壓來減小推力,也可以人工對工作臺施加少量的反向阻力,由此來降低切割速度,避免損壞刀具。由于LIM 采用簡單的v/f控制,操作工人可以直接在工作臺上施加助力或阻力來動態調整切割工況。反之,若LIM 采用高剛度的速度閉環控制,反而難以實施人工動態調整。
3 PLC 控制系統設計和實現
3.1 控制系統的硬件模塊
木材加工自動送料系統主要包括以下8個電氣硬件設備,它們之間信號的傳遞與通訊如圖6 所示。
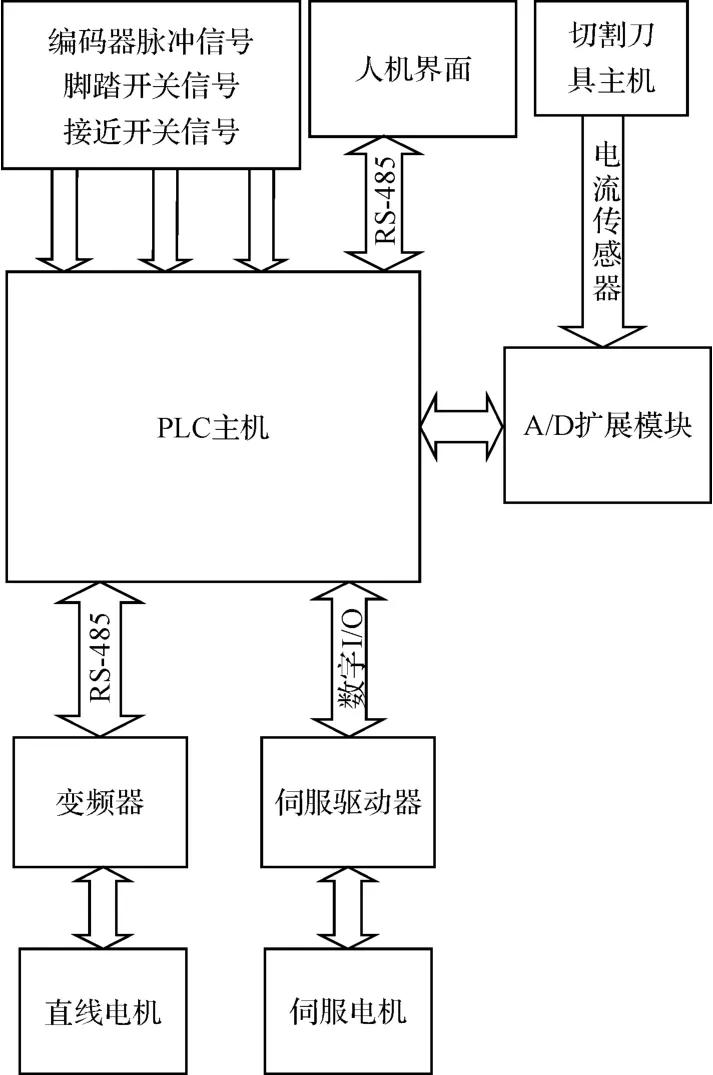
圖6 電氣設備之間的連接圖
(1)PLC 主機。作為控制的核心元件,其連接著所有的輸入輸出信號線。該系統采用的是臺達的DVPES2 系列PLC,包括24個輸入點/16個輸出點,一個擴展端口,一個RS-232C 端口和兩個RS-485 端口。
(2)A/D 擴展模塊。與PLC 主機連接,作用是采樣帶動切割刀具的異步電機主機電流,根據電流大小判斷切割刀具是否變鈍或者待加工木材在切割處是否有硬結。
(3)伺服電機與伺服驅動器。伺服電機通過聯軸器與絲桿相連,伺服電機每轉1 圈絲桿驅動推板和木材前進10 mm,伺服驅動器的數字I/O接口與PLC 主機輸出口相連,PLC 向伺服驅動器發送脈沖來控制伺服電機工作。
(4)變頻器。用于驅動LIM。變頻器的串行通訊口與PLC 主機的RS-485 端口相連,PLC 主機與變頻器通訊以實現LIM 的v/f 控制。
(5)人機界面。與PLC 主機實現RS-485 通訊,操作人員通過人機界面來修改各種參數,如木材厚度、y軸復位位置、切割速度等。
(6)旋轉編碼器。編碼器帶有一個計米輪,用來計算直線電機在x 方向上的位置,計米輪周長是300 mm,編碼器旋轉一周發出600個脈沖,所以編碼器發送給PLC 的每個脈沖對應x 方向的0.5 mm 位移。
(7)腳踏開關。操作工人通過腳踏開關來啟動每塊木材的切割。踩腳踏開關的次數對應控制流程里的工作狀態,當完成整塊木材的切割后,腳踏開關次數自動清零。
(8)接近開關。木材自動送料機裝有3個接近開關,分別安裝在x 方向兩端以及y 方向的復位端,用來給LIM和伺服電機初始定位和限定運動范圍。
此外,本研究采用24 V 開關電源為PLC、A/D 擴展模塊、人機界面、編碼器、電流傳感器、接近開關等供電。
3.2 控制系統的軟件設計
軟件主要包括兩部分:PLC 程序和人機界面程序。PLC 程序主要負責系統運行時整個過程的順序控制、數據處理和運算。PLC 程序設計的主要任務是分配好輸入/輸出口和設計控制系統的流程梯形圖。PLC 程序須經過反復調試和修改,直至不因人工操作失誤而發生危險,是保障系統安全、可靠工作的關鍵。根據系統的實際需求,PLC 控制程序又分為兩種工作模式:自動模式和手動模式。當木材加工送料機正常工作時,PLC 處于自動運行模式,此時,PLC 控制程序不受人機界面程序控制(但可以人工緊急停車),連續運行直到程序結束。當需要調整參數時,PLC 程序切成手動模式,工作人員可以通過人機界面程序修改參數,修改完成后人,機界面模塊可以通過RS-485 通訊向PLC 傳輸指令。
木材加工自動送料機在自動工作模式下的系統流程圖如圖7 所示。當系統上電后首先是復位工作,在這里必須先做直線電機的復位,等直線電機復位完成后再做伺服電機的復位。這樣做是為了防止在正常切割過程中突然斷電情況下,重新上電后如果伺服電機和直線電機同時復位,會把待加工木材從切割刀具中拉出來導致切割刀具斷裂。
人機界面程序是控制系統的操控平臺,其向操作人員提供了可視化界面和狀態反饋,操作人員可以通過人機界面看到運動中PLC 程序反饋的信息,也可以通過人機界面程序對PLC 程序中的參數進行修改,以達到更好的控制效果。
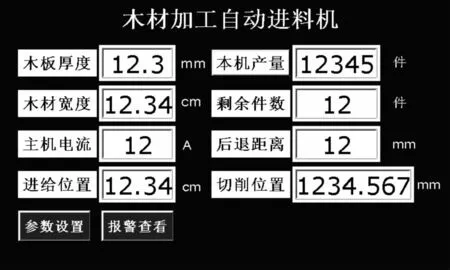
圖8 人機顯示界面實例
人機顯示界面的一個實例如圖8 所示。操作人員可以通過觸摸屏方便地修改參數。操作人員還可以根據人機界面上反饋的數據來判斷系統運行情況,例如,可以根據主機電流的大小判斷切割刀具是否變鈍需要換刀具(系統可以自動判斷并提示)。

圖7 系統工作流程圖
4 結束語
基于以PLC 為核心的控制技術,筆者研發了采用直線感應電機(LIM)直接驅動模式的木材加工自動送料機系統。
該系統具有如下優點:
(1)大幅度提高勞動生產效率,用先進的機器設備代替人工進行重復的繁瑣勞動,給企業創造更大的經濟效益。
(2)保障整個生產過程的安全、可靠,降低工人發生事故可能性,即使有誤操作,也可以及時停止生產運行。
(3)使用方便、簡單。其可以適應不同長度、厚度的木材生產需求,對工人的技術水平要求低,降低了人工成本。
筆者研制的木材加工自動送料機,一方面用伺服電機及滾珠絲桿機構精確控制每塊模板的厚度,另一方面用直線感應電機(LIM)驅動裝有待切割木材的工作臺,使得木材自動被切割成板材。本研究所研發的木材加工自動送料機已成功投放市場,并且是直線感應電機在此類產品中的首次實際應用。本研究生產了10 余套該系統,至今已成功運行1年多時間,表明該系統的各項技術達到了設計要求,有效提高了工業自動化水平和生產效率,保障了生產現場的安全、可靠。
[1]沈林江,繆冬敏,沈建新.一種木材切割加工自動進料機:中國,ZL201320306646[P].2013-05-30.
[2]梁永剛,梁 輝.一種木材加工切割機:中國,ZL20122033 9429[P].2012-07-13.
[3]田 蕓.木材薄板切割機:中國,ZL201220348203[P].2012-07-18.
[4]閻育華.單板自動送料機:中國,ZL201310321064[P].2013-07-29.
[5]安德魯·卡爾·克諾爾.木材加工過程中的原木裝載:澳大利亞,ZL200580047961[P].2005-12-09.
[6]葉云岳.直線電機原理與應用[M].北京:機械工業出版社,2000.
[7]龍遐令.直線感應電動機的理論和電磁設計方法[M].北京:科學出版社,2006.
[8]彭 威,李偉力,程樹康,等.次級對感應直線電動機性能的影響[J].電機與控制學報,2008,12(1):47-51.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50