海洋工程用80kg級別焊材開發
2014-11-24 08:22:34昆山中冶寶鋼焊接材料有限公司江蘇215333
金屬加工(熱加工) 2014年4期
關鍵詞:力學性能
昆山中冶寶鋼焊接材料有限公司(江蘇 215333)賈 軍
一、概述
21世紀是海洋的世紀,而海洋工程裝備是人類開發、利用和保護海洋活動的前提和基礎,是海洋產業價值鏈的核心環節。面對這一快速成長的新興市場,各國都在積極研發制造相關裝備,以期在海洋資源利用中占得先機。在我國,未來五到十年將是海洋工程裝備制造業發展的關鍵時期,因此作為焊材制造企業,抓住這一戰略機遇,研發相配套的焊接材料,以滿足海洋工程裝備所需高端焊材特殊性能要求是當務之急。
基于上述情況,公司較早開始高度關注,并對這一市場進行了分析。經分析發現,我國的海洋平臺生產廠家眾多,分布上具有很大地域性;這些廠家的產品涉及到造船、鋼管、起重牽引機械、車輛等,產品的涉及面很廣。通過對相關資料的研究,海洋平臺作為一個大的系統工程,對焊材的需求涉及到很多方面。主要有:①碳鋼:一般是屈服強度<380MPa。②高強鋼:屈服強度420~690MPa。③管道用鋼:海洋平臺用的管道用鋼的鋼級一般比較高,主要是從X52到X70級別。④不銹鋼:海洋平臺用不銹鋼主要有馬氏體型、奧氏體型、高Mo型、雙相型。⑤鎳基合金:含鎳量較大,其中不少含量超過60%。⑥有色合金:有銅基合金和鈦合金等。
從上面的資料來看,本公司現在對碳鋼、高強鋼、管道用鋼方面已有產品做配合。其中在80kg級別高強鋼用焊材方面,目前國內可以提供這一產品的廠家極少,海洋平臺裝備制造廠商往往只能高價購買國外品牌的焊材。而現在國內相關的海洋平臺制造廠家越來越多的使用該級別的鋼材,對該類型的焊材需求呈增長趨勢,因此研發該級別的高強鋼焊材,可以有效的滿足市場需求。通過努力,我公司已順利完成了該焊材的研制工作,并已成功向市場上推廣該系列產品,其中埋弧焊材型號為BHM—4M焊絲和XUN123焊劑,氣體保護焊絲型號為BHG—4M,現將相關產品的一些性能與同行做一個交流。
二、焊材滿足的性能及用途
該產品開發之初主要針對海洋平臺的重齒設備和浮吊懸臂中80kg級別鋼板焊接力學性能要求,以及相關部位所需鋼板成分、性能和焊材力學性能的船級社驗收標準,如表1~表3所示。

表1 鋼板的化學成分(質量分數) (%)
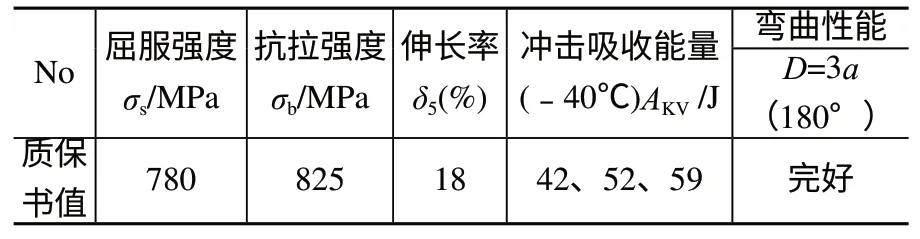
表2 鋼板的力學性能典型值
由表3要求可以看出,焊材的力學性能,尤其是低溫沖擊性能要求很高。一般焊材很難滿足要求,必須開發新型焊材以滿足其要求。
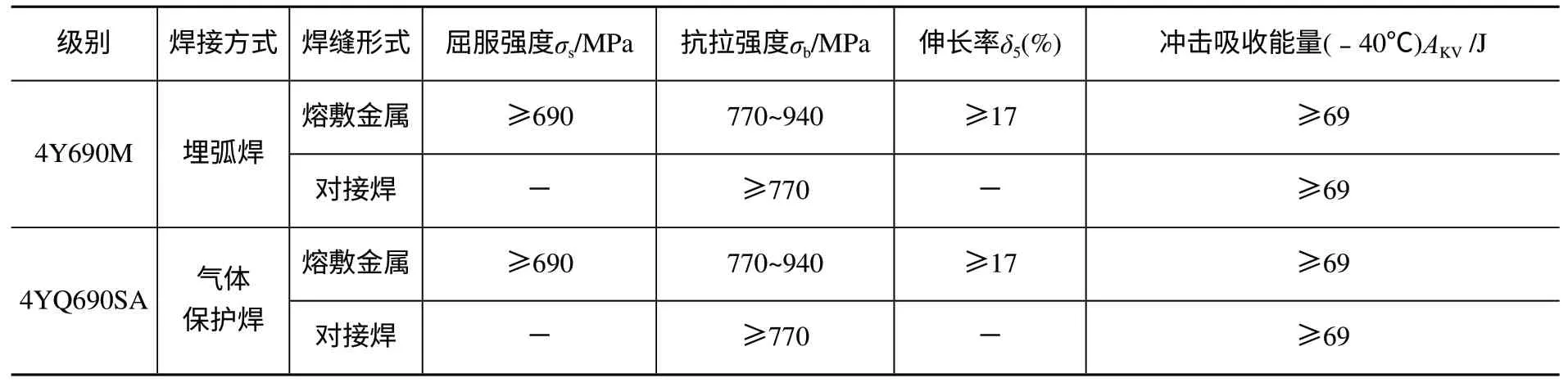
表3 焊材力學性能船級社船檢標準
三、新型焊材的成分體系及性能測試
1.新型焊材的成分體系
針對上述要求的具有很高品質的焊材,公司與國內知名研究所通力合作開發出了以Mn、Ni、Mo等為主要合金,輔以Cr、V等微合金的低合金高強鋼焊絲,典型成分如表4所示。同時,為了配套埋弧焊絲的使用,研發出相應合金體系的焊劑XUN123。
2.性能測試
(1)熔敷金屬性能測試 埋弧焊絲焊劑組合BHM—4M/XUN123熔敷金屬性能應符合GB/T12470—2003中的F76A4—HG要求;氣保焊絲BHG—4M熔敷金屬性能應符合GB/T8110—2008中的ER76—G要求;按相應標準中要求的規范(見表5、表6)進行焊接試驗測試,獲得的熔敷金屬力學性能如表7、表8所示。

表5 埋弧焊熔敷金屬性能試驗焊接參數
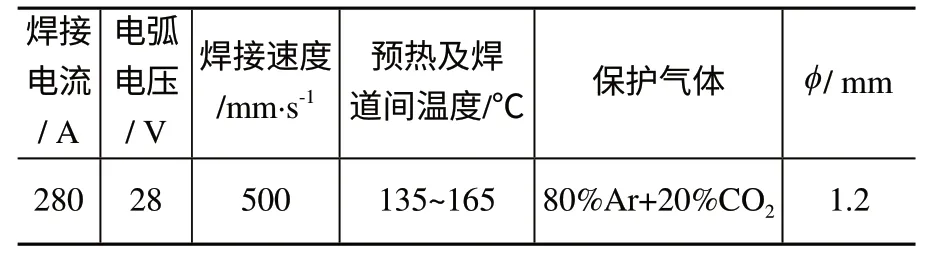
表6 氣體保護焊、埋弧焊熔敷金屬性能試驗焊接參數
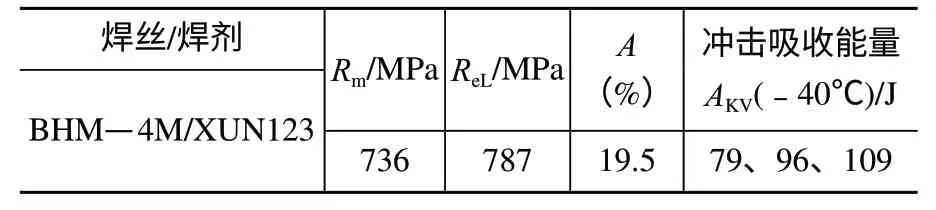
表7 BHM—4M/XUN123焊絲焊劑組合力學性能

表8 BHG—4M焊絲力學性能
(2)工藝性能測試 第一,BHG—4M工藝性能測試。焊接參數如表9所示,焊接接頭形式如圖1所示。焊接順序按照圖1進行,嚴格控制焊接參數,清根采用碳弧氣刨方式進行,焊接后測試的力學性能如表10所示。

表9 BHG—4M焊接參數
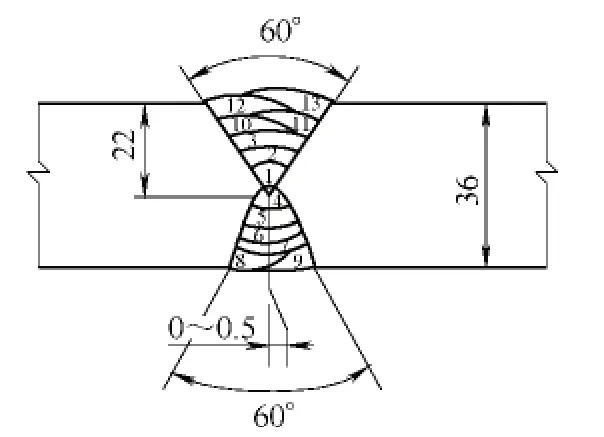
圖1 焊接接頭形式
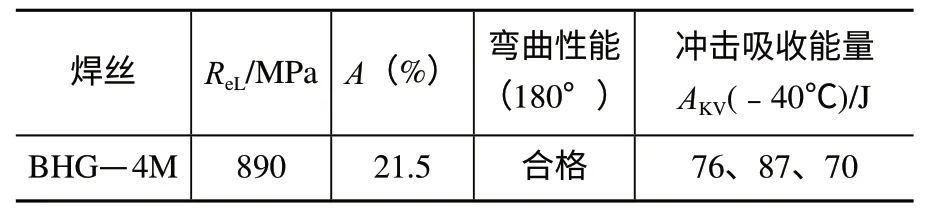
表10 BHG—4M對接焊力學性能測試值
第二,BHM—4M/XUN123工藝性能測試,焊接參數如表11所示。焊接接頭形式如圖2所示。焊接順序按照圖2進行,嚴格控制焊接參數,清根采用碳弧氣刨方式進行,焊接后測試的力學性能如表12所示。
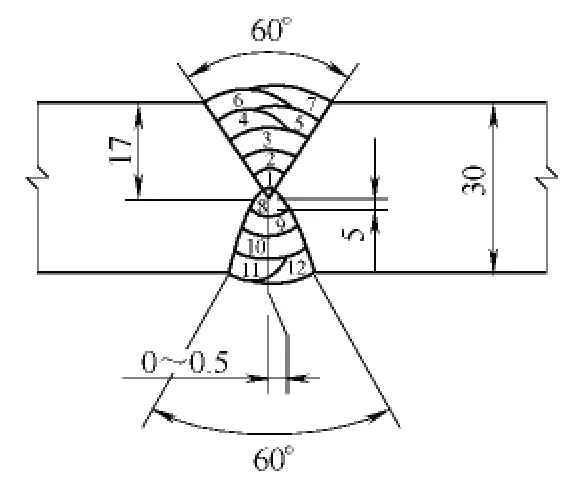
圖2 焊接接頭形式
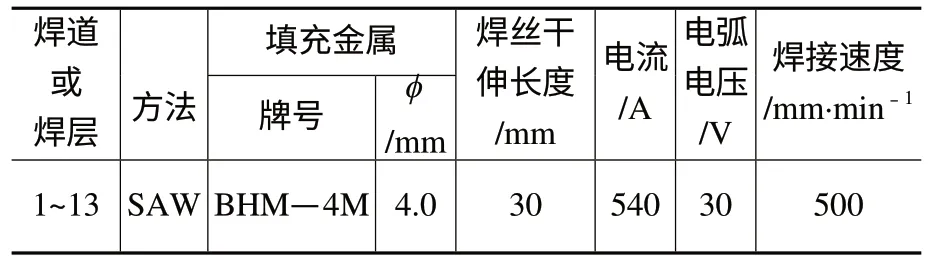
表11 BHM—4M/XUN123焊接參數

表12 BHM—4M/XUN123對接焊力學性能測試值
四、結語
(1)從上述試驗的實測結果可知,我公司的BHG—4M、BHM—4M/XUN123焊材完全能夠滿足相關工況的焊接性能要求。
(2)上述焊材已經在國內某些知名海洋工程裝備企業中獲得了批量使用,性能良好,替代了進口焊材的使用,降低了客戶的制造成本。
(3)上述焊材已經通過美國、韓國的船級社認證,認證級別為:氣體保護焊絲BHG—4M為4YQ690SA,埋弧焊材BHM—4M/XUN123為4Y690M。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53