Q345R+0Cr18Ni10Ti復合板甲醇分離器的制造與缺陷分析修復
2014-11-24 08:22:42大連中集重化裝備有限公司遼寧116600魯果昌凌全杰
金屬加工(熱加工) 2014年4期
大連中集重化裝備有限公司(遼寧 116600)魯果昌 凌全杰 隋 力
1.概述
某公司煤制甲醇項目甲醇分離器殼體為復合板,其基材為Q345R,復材為0Cr18Ni10Ti,結構如圖1所示。復合板按JB4733—19 96《壓力容器用爆炸不銹鋼復合鋼板》中B2要求以熱處理狀態(tài)交貨。塔中介質(zhì)為反應氣、粗甲醇。最高工作壓力為7.6MPa,最高工作溫度為40℃。
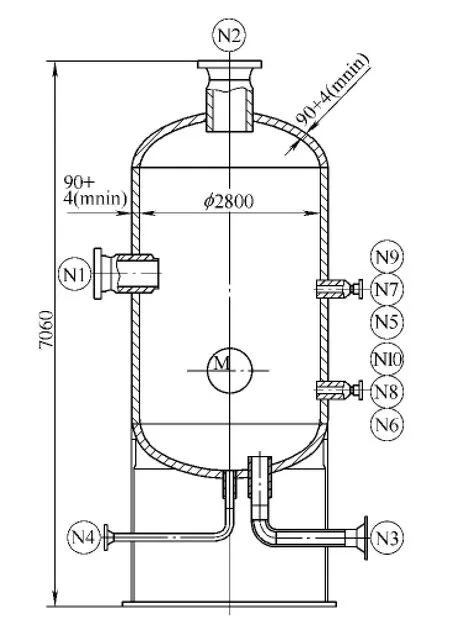
圖1 甲醇分離器殼體
由于鋼板較厚,封頭需高溫成形,為滿足設計要求,制造廠對復合鋼板的焊接和熱處理工藝進行了分析和討論,進行了不同焊材焊接接頭經(jīng)歷相變以上溫度成形和熱處理力學性能的變化趨勢的試驗,解決了異種鋼焊接的難題,確保了設備的制造質(zhì)量和使用性能。
2.Q345R鋼母材及其焊接性分析
(1)母材及焊接試板性能 GB 713—2008《鍋爐和壓力容器用鋼板》中規(guī)定了Q345R鋼板厚度>60~100mm時,其化學成分及常溫主要力學性能如表1、表2所示。
(2)焊接性分析 根據(jù)國際焊接學會碳當量計算公式:CE(%)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15。從表1可看出,碳當量為0.39%,焊接性能良好,但母材較厚,焊接前預熱溫度需≥150℃。從表2可看出,經(jīng)過爆炸復合及高于上轉變溫度處理以后,其抗拉強度值有明顯的下降,韌性提高。
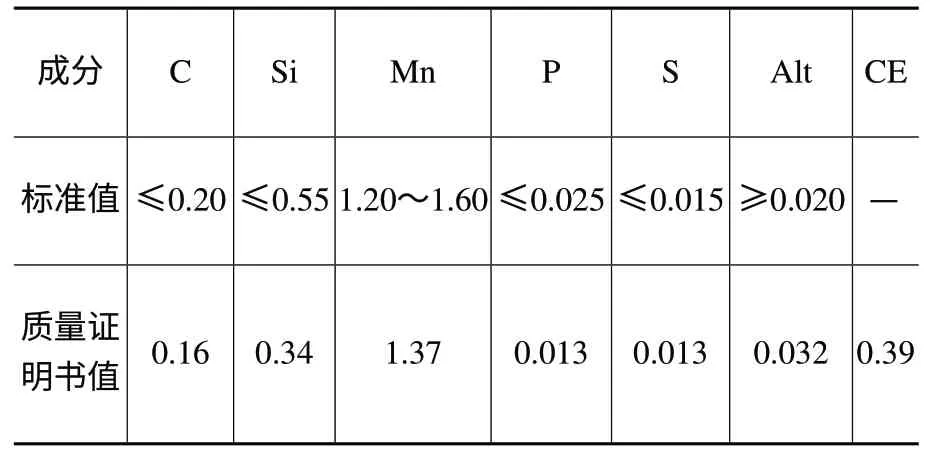
表1 Q345R鋼板化學成分(質(zhì)量分數(shù))(%)

表2 Q345R+321基材和復合板力學性能
3.Q345R鋼焊接材料的選擇
根據(jù)實際生產(chǎn)情況,需在相變溫度以上熱成形的拼接焊縫(封頭),選用焊條電弧焊、埋弧焊兩種方法,焊接材料的力學性能結果如表3所示。從表3可看出,試驗編號為6-10和7-500,經(jīng)過正火+回火處理以后,其抗拉強度值遠低于母材標準下限值490MPa,而試驗編號為5-11和9-83,經(jīng)過正火+回火處理以后,其抗拉強度值均高于母材標準下限值,符合設計要求。其中焊條J607Ni已經(jīng)高出2個等級,埋弧焊絲焊劑為昆山京群焊材特殊定制的。
對比試驗編號為6-10和6-11兩組結果(見表4),可以看出,采用焊后正火+回火處理后的抗拉強度值較消應熱處理后下降45~93MPa.
需要特別說明的是,試驗編號為5-11和9-83,并沒用于本設備的制造上,本文列出僅用于說明和比較。由于本設備的焊接工藝評定中焊縫金屬強度低于母材下限值不能滿足設計要求,同時由于焊材已購入,故封頭熱成形返廠后不得不刨掉重焊。

表3 不同焊接材料經(jīng)過正火+回火熱處理后的性能比較

表4 試驗編號6-11經(jīng)過消應熱處理后的性能
4.鍛制不銹鋼管與殼體的焊接
(1)本設備制造的難點 鍛制不銹鋼管與殼體(90+4)mm的焊接,制造過程如下:
劃線后首先采用碳弧氣刨除掉一周不銹鋼層,用火焰切割Q345R,切割后砂輪打磨光亮,并對坡口進行磁粉和滲透探傷,隨后對母材進行硫酸銅檢測。
組對、焊條點固(A302、φ4.0mm),將工件預熱到150℃以上,預熱范圍以孔心為圓心,半徑為300mm,道間溫度為150~250℃。
坡口形式為J形,先焊內(nèi)側,然后外側清根、打磨,磁粉探傷,焊接外側。
共8個不銹鋼接管全部焊接完成后,進行最終熱處理,(600~640)℃×(2.5~3)h。
進行水壓試驗,發(fā)現(xiàn)其中一個不銹鋼接管與主體焊接接頭在Q345R側熔合線處出現(xiàn)環(huán)向泄漏。
將水放凈吹干后,氣刨缺陷部位,發(fā)現(xiàn)裂紋已經(jīng)穿透,進而用超聲波檢測其余不銹鋼接管,又發(fā)現(xiàn)2個接管有缺陷,由于其中6個接管間距較小,如圖2所示,給返修帶來很大的困難。

圖2 筒體上的6個管口分布
將有缺陷的接管全部拿掉,打磨殼體及加工接管坡口,對坡口表面進行滲透檢查,無缺陷后整體進爐預熱150℃,焊接內(nèi)側,外側清根,焊后進行消應力處理,經(jīng)超聲波檢測,仍有裂紋存在,同時發(fā)現(xiàn)其余接管也出現(xiàn)裂紋。
(2)可能產(chǎn)生缺陷的原因 由于碳鋼和不銹鋼的熱導率、比熱容相差較大,導致熱輸入失衡,熔化量不均和改變焊縫及其兩側的結晶條件,熱導率高的金屬熱影響區(qū)寬,冷卻速度快容易淬硬,而熱導率低的金屬則發(fā)生過熱。
由于兩種金屬的線膨脹系數(shù)差別較大,彼此間冷卻收縮不一致,便會引起較大的焊接應力,嚴重時能導致焊接裂紋。
焊接時由于母材的稀釋,會出現(xiàn)對裂紋相當敏感的馬氏體組織。例如當?shù)吞间摗⒌秃辖痄摵筒讳P鋼焊接時,若用一般不銹鋼焊材(如309型),由于焊縫金屬被低碳鋼或低合金鋼稀釋,往往會產(chǎn)生奧氏體和馬氏體組織,而熔合線附近會產(chǎn)生馬氏體帶,易產(chǎn)生焊接裂紋,如圖3所示,裂紋方向由熔合線向熔敷金屬方向擴展。
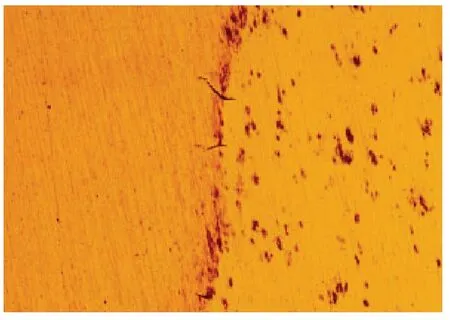
圖3 異種鋼焊縫熔合線處的裂紋形貌(200×)
由于需要一次性焊接完成返修的接管,且焊接工作量非常大,所以會有多名焊工共同參與焊接,其技能水平、質(zhì)量意識不同,導致焊接后的某一部位仍然存在缺陷。
用E309焊條焊接的異種鋼,在進行兩次退火處理后,產(chǎn)生了脆化及裂紋。在ASME—Ⅱ C規(guī)范中也有此說明。
(3)解決方案 經(jīng)評審,由總工程師批示,得到業(yè)主認可后,將不銹鋼鍛管改為碳鋼鍛管+堆焊不銹鋼及加內(nèi)襯不銹鋼管的結構,由于殼體開孔尺寸變的很大,如圖2所示,將鍛管與殼體進行研配,焊接后超聲波探傷一次合格。
(4)堆焊所產(chǎn)生的裂紋及解決方法 在經(jīng)過幾次的返修和熱處理后,并不能完全消除焊縫周圍的母材所產(chǎn)生的軸向應力,并且在最后一次焊接碳鋼鍛管與殼體焊縫前,并沒有對殼體進行消除應力熱處理。由于碳鋼與碳鋼的焊接性尚可,并未出現(xiàn)裂紋,當用異種鋼焊條堆焊過渡層時,出現(xiàn)了大量細小的微裂紋,焊條為E309—16,后改為E309Mo—16,因為含有鉬元素,抗裂性要好一些,但仍然出現(xiàn)熱裂紋。
最后改用鎢極氬弧焊堆焊,焊接參數(shù)如表5所示。當焊縫金屬塑韌性指標高時,則焊縫產(chǎn)生裂紋幾率會減小。而影響焊縫金屬塑韌性的一個重要因素是焊縫金屬中的非金屬夾雜物的含量。因氬氣具有很好的保護作用,能有效地隔絕周圍空氣,從而獲得優(yōu)質(zhì)的焊縫。焊后表面進行100% PT檢測,無裂紋。水壓試驗后再次進行100% PT檢測,未出現(xiàn)裂紋。

表5 氬弧焊焊接參數(shù)
5.甲醇分離器的焊后整體熱處理
焊后整體熱處理采用(600~640)℃×(2.5~3)h(見圖4),熱處理后,產(chǎn)品焊縫金屬硬度(159~212HV)、熱影響區(qū)硬度(150~189HV),硬度均在規(guī)定范圍內(nèi),符合設計規(guī)定;焊接試板力學性能試驗和晶間腐蝕試驗均合格(見表6)。
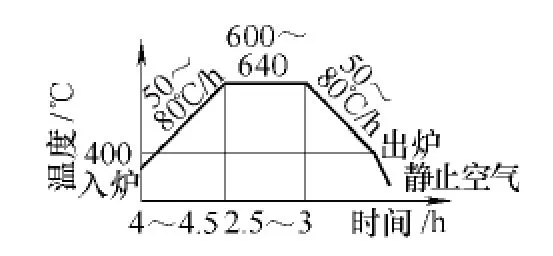
圖4 焊后整體熱處理工藝曲線
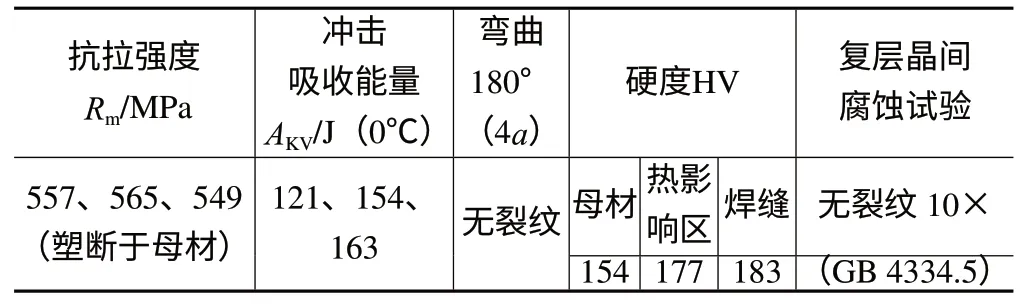
表6 整體熱處理后產(chǎn)品焊接試板各項性能試驗結果
6.結語
本設備焊接遇到了三個困難:其一,封頭的拼接,要選擇高強匹配的焊接材料,甚至是專用的埋弧焊焊接材料,才能保證其熱成形加回火后的力學性能。其二,異種鋼的焊接,由于兩次熱處理后導致周圍的接管產(chǎn)生裂紋,在異種鋼焊接評定的金相圖5中可以看出,長時間的熱處理導致異種鋼焊縫(309型)偏向碳鋼側產(chǎn)生細小裂紋,如果受到一定拘束應力,則其會發(fā)生擴展,直至有大的裂紋產(chǎn)生。通過評審,從多方面考慮,將不銹鋼鍛管改為碳鋼鍛管,使此處問題得以解決。其三,當采用焊條堆焊過渡層出現(xiàn)裂紋后,可以采用鎢極氬弧焊堆焊,由于氬氣可以隔絕焊縫周圍的空氣,使得焊縫金屬中的非金屬夾雜物含量比其他焊接方法少得多,因而塑韌性指標提高,有效減少了裂紋發(fā)生的幾率。
水壓試驗后分別對主體焊縫進行100% PT、MT、UT檢測,均合格。最終確保產(chǎn)品順利交貨,運行至今良好。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24