2.0MW風(fēng)力發(fā)電機(jī)后底座的焊接工藝評定及應(yīng)用
2014-11-24 08:22:40風(fēng)潤新能源設(shè)備有限公司陜西咸陽712044曹曉民馮小靜鄒增輝
金屬加工(熱加工) 2014年4期
風(fēng)潤新能源設(shè)備有限公司(陜西咸陽 712044)曹曉民 馮小靜 董 曼 鄒增輝
1.概述
我公司是一家制造焊接式風(fēng)力發(fā)電機(jī)底座的專業(yè)公司,先后為國內(nèi)外十余家風(fēng)力發(fā)電設(shè)備整機(jī)制造商生產(chǎn)過不同型號、不同規(guī)格的焊接式風(fēng)力發(fā)電機(jī)底座,大多數(shù)廠家要求焊接前進(jìn)行的焊接工藝評定均按照J(rèn)B/T4708《壓力容器焊接工藝評定》進(jìn)行,其中部分廠家要求按照ISO15614—1《焊接工藝試驗(yàn)》標(biāo)準(zhǔn)進(jìn)行評定,最近我公司開發(fā)的一個(gè)新產(chǎn)品就要求按后者進(jìn)行評定。我們對ISO15614—1《焊接工藝試驗(yàn)》標(biāo)準(zhǔn)進(jìn)行了系統(tǒng)性地學(xué)習(xí),編制了pWPS,并嚴(yán)格按照ISO15614—1《焊接工藝試驗(yàn)》標(biāo)準(zhǔn)進(jìn)行了相關(guān)的評定試驗(yàn),并將評定參數(shù)應(yīng)用于生產(chǎn)中,成功地焊接了該機(jī)座產(chǎn)品。
2.產(chǎn)品簡介
2.0MW風(fēng)力發(fā)電機(jī)后底座作為風(fēng)力發(fā)電機(jī)部件的支撐結(jié)構(gòu),結(jié)構(gòu)復(fù)雜,鋼板規(guī)格多,厚度大,焊接工作量大,質(zhì)量要求高,大部分尺寸公差為±1mm,箱型梁表面平面度2mm/m,橫向直線度1mm。其接頭類型及鋼板厚度、材料如表1所示,箱型梁結(jié)構(gòu)如圖1所示。
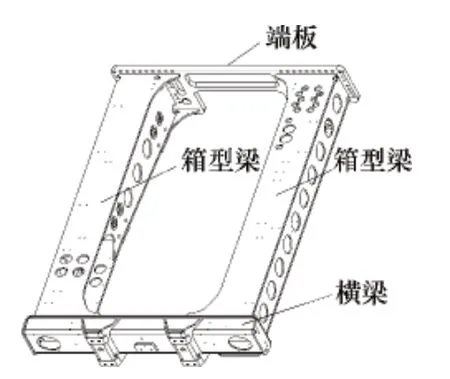
圖1 箱型梁結(jié)構(gòu)
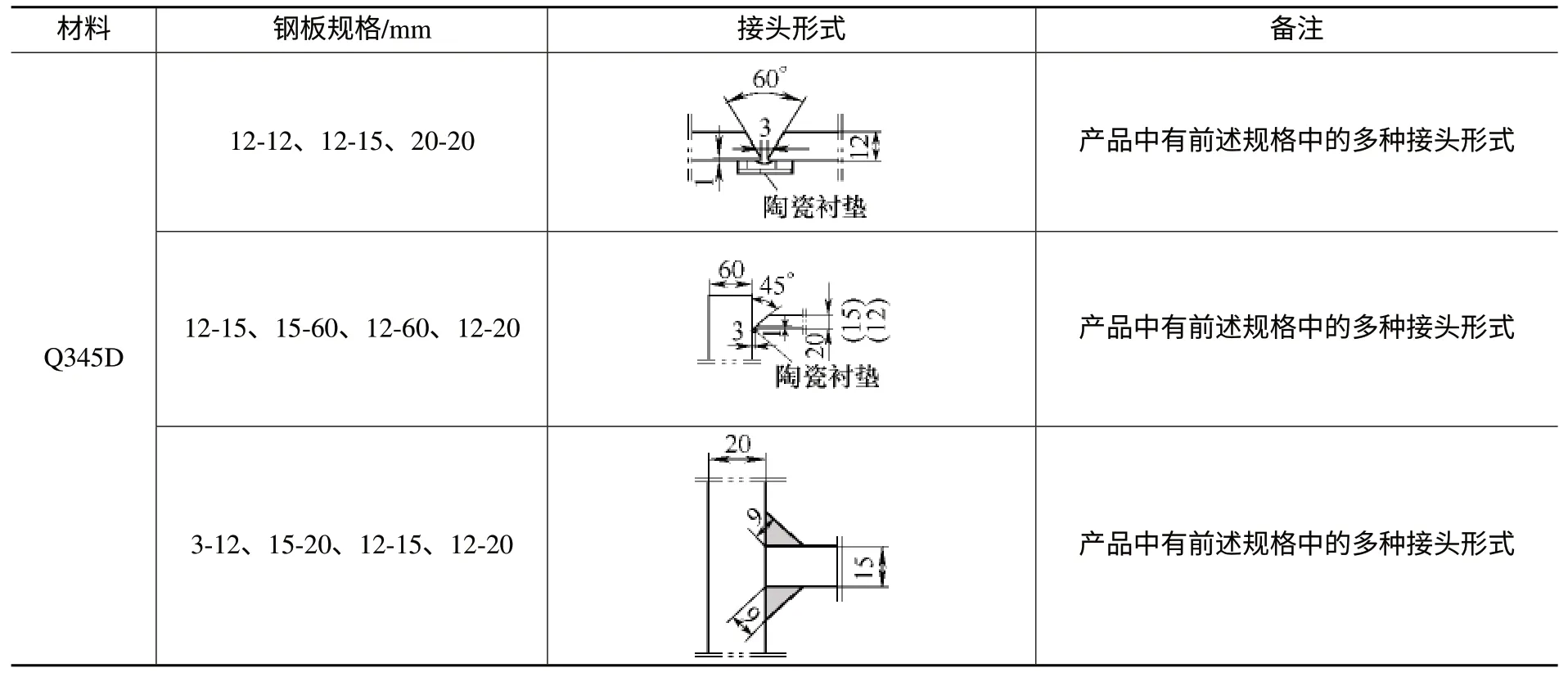
表1 2.0MW后底座接頭類型
3.焊接工藝評定要求
(1)人員要求 工藝評定前對從事該項(xiàng)目的焊工進(jìn)行培訓(xùn),并按照ISO9096—1《焊工考試-熔化焊-第一部分:鋼》標(biāo)準(zhǔn)進(jìn)行本人所從事的項(xiàng)目的考試,合格后方可參加該項(xiàng)目的焊接評定工作及產(chǎn)品焊接工作。
(2)材料要求 材料分為母材及焊接材料,評定前按照ISO/TR15608《焊接-金屬材料分類》標(biāo)準(zhǔn)中母材的鋼組及焊接材料分類,確定評定的材料。原則是進(jìn)行一類母材及焊接材料的工藝評定能盡可能的具有較大的認(rèn)可范圍,從而在滿足焊接標(biāo)準(zhǔn)要求的前提下減少工藝評定的數(shù)量,節(jié)約成本。
(3)焊接位置要求 評定所選擇焊接位置嚴(yán)格按照ISO6947《焊縫-施焊位置-傾斜和旋轉(zhuǎn)角度定義》標(biāo)準(zhǔn)的規(guī)定進(jìn)行,原則是評定焊接位置盡可能多的覆蓋施焊位置,以減少焊接評定的數(shù)量。
(4)評定項(xiàng)目 通過綜合分析,我們選取了四種接頭進(jìn)行工藝評定試驗(yàn),分別為平板對接(兩種)、單V坡口角接頭、角焊縫。評定試件接頭形式及尺寸如表2所示。此工藝評定可完全覆蓋產(chǎn)品的要求。
按照以往的經(jīng)驗(yàn),考慮到評定板材的特點(diǎn),評定時(shí)的工藝規(guī)范參數(shù)如表3所示。
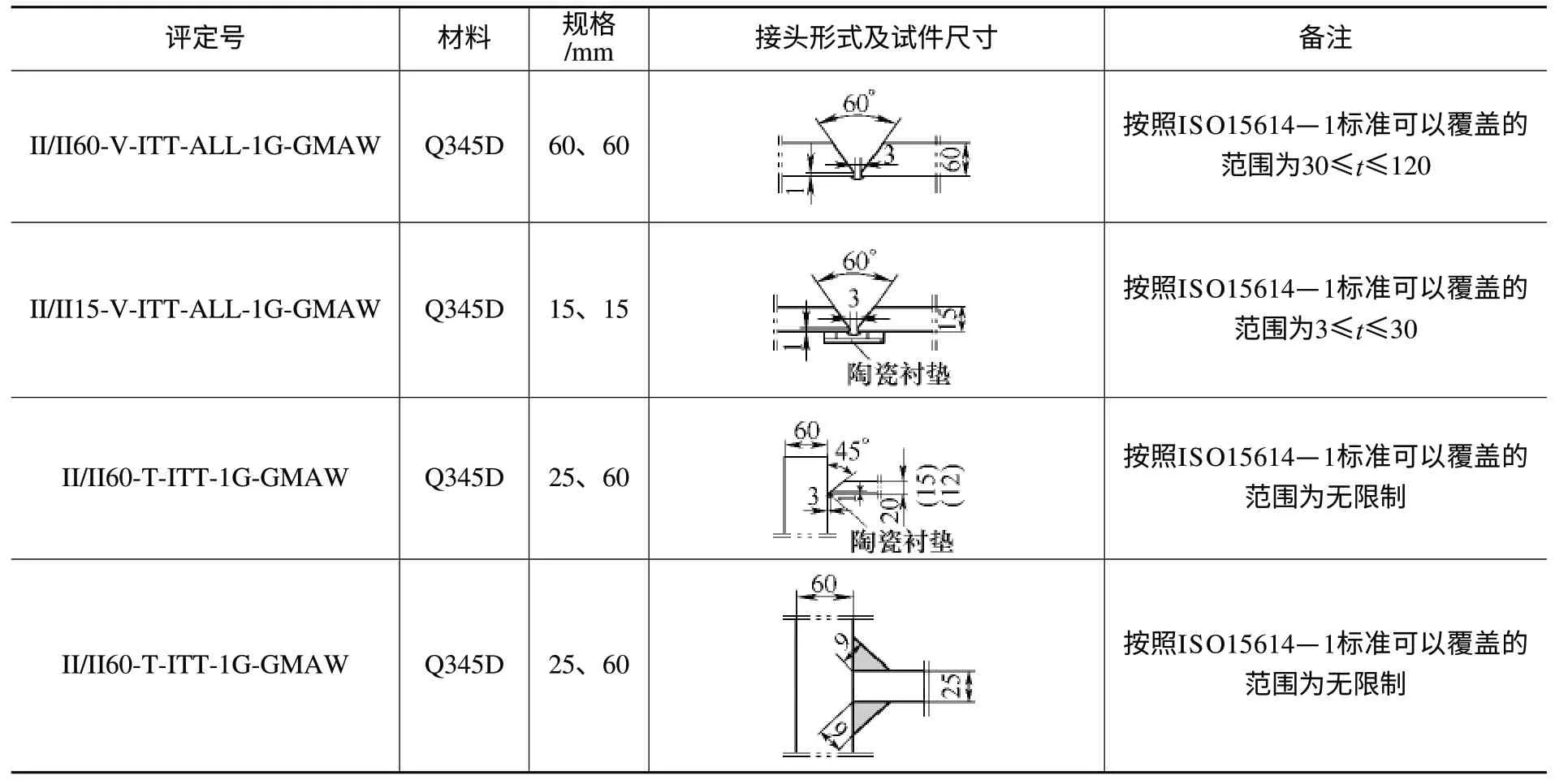
表2 評定試件類型及尺寸
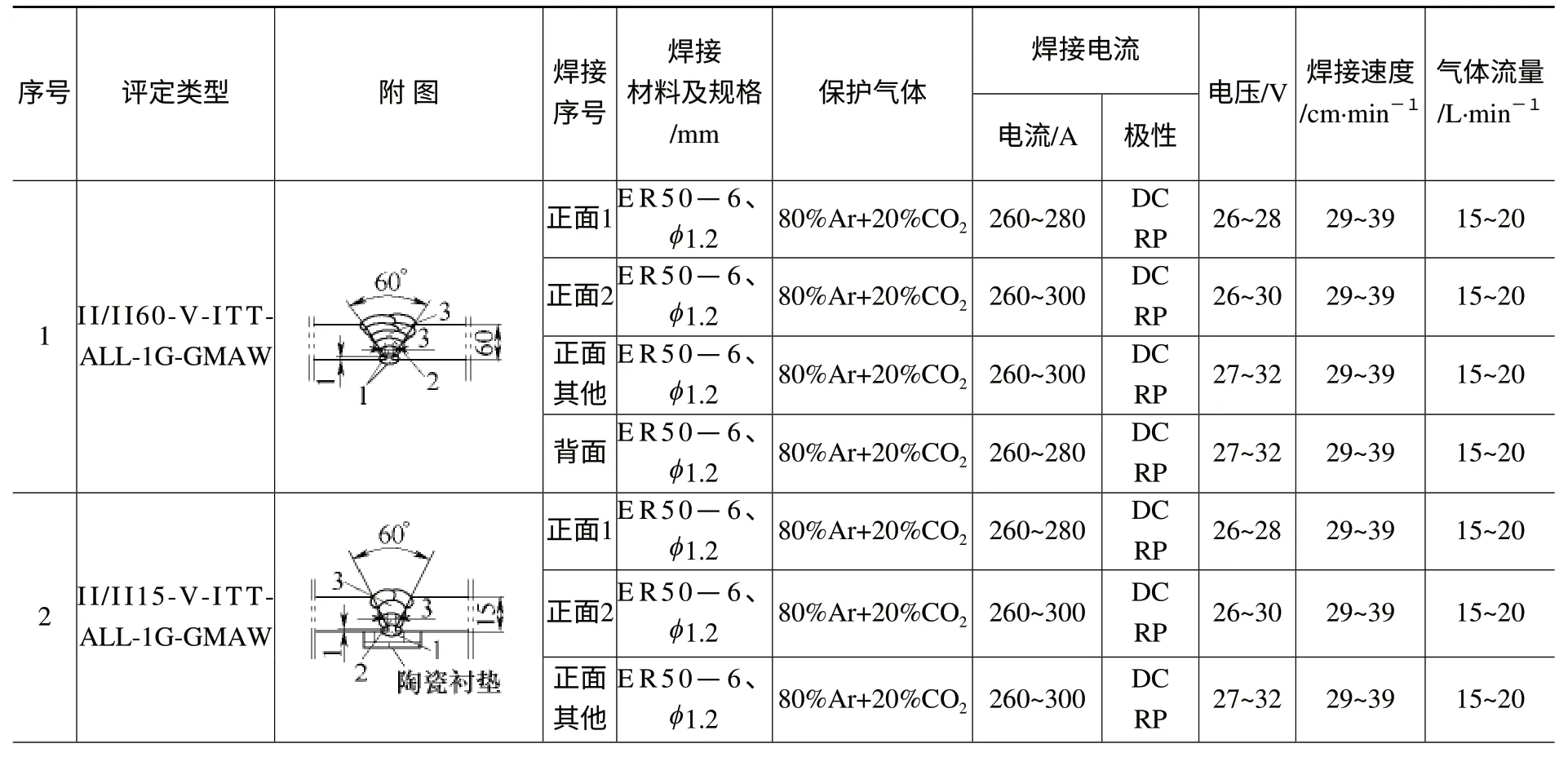
表3 評定工藝規(guī)范參數(shù)
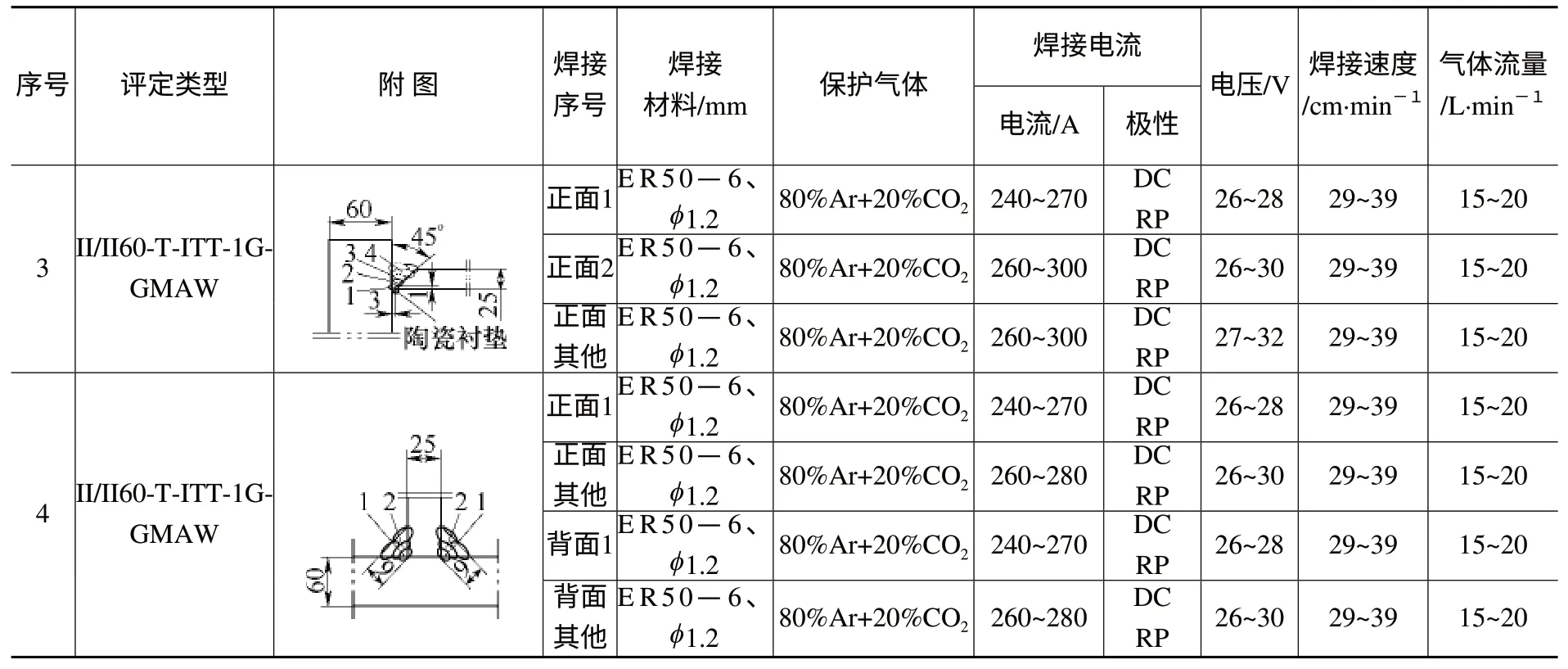
(續(xù))
4.焊接工藝評定試驗(yàn)結(jié)果
(1)平板對接評定試驗(yàn)結(jié)果 按照ISO15614—1《焊接工藝試驗(yàn)》標(biāo)準(zhǔn)要求對60-60厚鋼板進(jìn)行取樣、加工試樣、試驗(yàn),得到的力學(xué)性能結(jié)果如表4所示。
執(zhí)行標(biāo)準(zhǔn)ISO15614—1—2004,經(jīng)60℃ 1+1鹽酸侵蝕,肉眼觀察宏觀金相組織如圖2所示,未見缺陷。
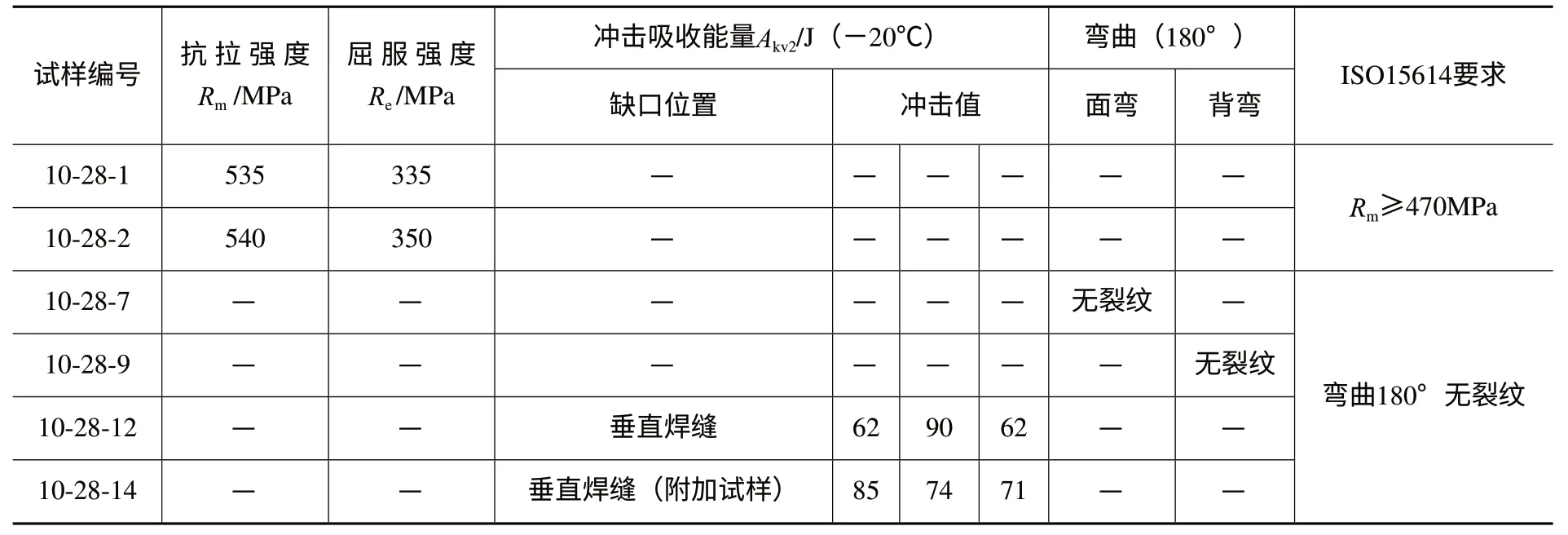
表4
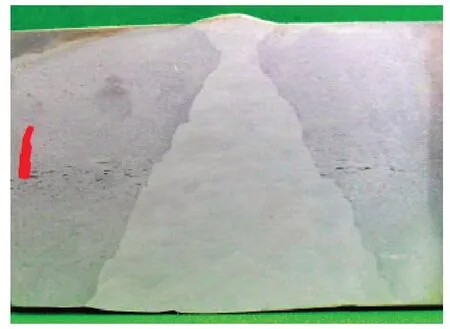
圖2 試樣1
硬度試驗(yàn)結(jié)果(HBW10/3000):按照標(biāo)準(zhǔn)ISO15614—1—2004、GB/T231.1—2002(相當(dāng)于ISO6506—1—1999)進(jìn)行硬度試驗(yàn),結(jié)果如表5所示。

表5 (HBW)
按照ISO15614—1《焊接工藝試驗(yàn)》標(biāo)準(zhǔn)要求的標(biāo)準(zhǔn)及方法進(jìn)行取樣、加工試樣、試驗(yàn),得到15-15厚對接試板力學(xué)性能試驗(yàn)結(jié)果如表6所示。
按照標(biāo)準(zhǔn)ISO15614—1—2004,經(jīng)60℃ 1+1鹽酸侵蝕,肉眼觀察宏觀金相組織如圖3所示,未見缺陷。
硬度試驗(yàn)結(jié)果(HBW10/3000):按照標(biāo)準(zhǔn)ISO15614—1—2004、GB/T231.1—2002(相當(dāng)于ISO6506—1—1999)進(jìn)行硬度試驗(yàn),試驗(yàn)結(jié)果如表7所示。
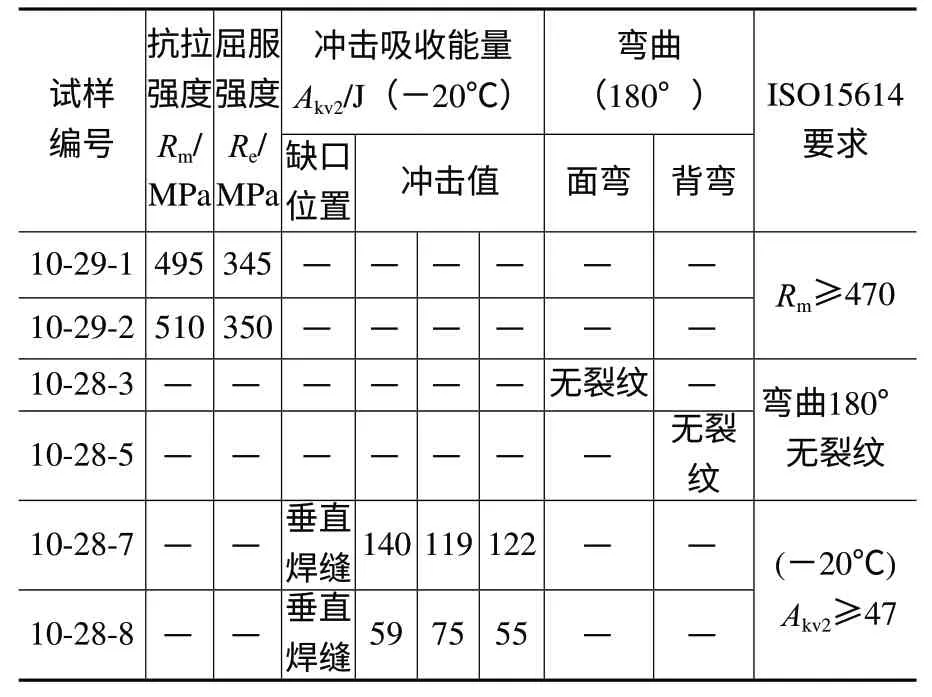
表6
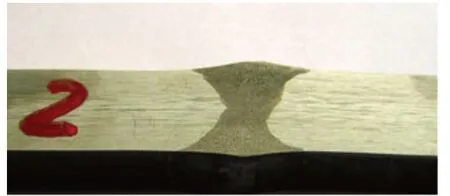
圖3 試樣2

表7 (HBW)
(2)角接頭及T形接頭評定結(jié)果 25-60厚鋼板T形接頭試驗(yàn)結(jié)果:執(zhí)行標(biāo)準(zhǔn)ISO15614—1—2004,經(jīng)60℃ 1+1鹽酸侵蝕,肉眼觀察宏觀金相如圖4所示,未見缺陷。

圖4 試樣2-1(T形熔透)
硬度試驗(yàn)結(jié)果(HBW10/3000):試驗(yàn)標(biāo)準(zhǔn)ISO15614—1—2004、GB/T231.1—2002(相當(dāng)于ISO6506—1—1999),硬度試驗(yàn)結(jié)果如表8所示。

表8 (HBW)
25-60厚鋼板T形接頭試驗(yàn)結(jié)果:執(zhí)行標(biāo)準(zhǔn)ISO15614—1—2004,經(jīng)60℃1+1鹽酸侵蝕,肉眼觀察宏觀金相如圖5所示,未見缺陷。
硬度試驗(yàn)結(jié)果(HBW10/3000)如表9所示。

圖5 試樣1-1(T形)

表9 (HBW)
5.產(chǎn)品組裝、焊接時(shí)的工藝要求
(1)下料件原則上全部采用精密切割法進(jìn)行,保證零件尺寸偏差。
(2)參照表3編制生產(chǎn)用WPS,生產(chǎn)中嚴(yán)格執(zhí)行各項(xiàng)工藝規(guī)范參數(shù)。
(3)組裝采用分片組裝法進(jìn)行,下料時(shí)箱型梁零件預(yù)留焊接收縮量,長度上留約7mm收縮量(實(shí)際中總結(jié)得到值)。
(4)箱型梁焊接前加工藝支撐,或制作工裝保證組裝尺寸,焊接時(shí)對稱施焊,焊后火焰矯形。
整體組裝時(shí)長度上加3mm收縮量,對角線加工藝支撐,熱處理后去除。
6.結(jié)語
不論是采用國內(nèi)還是國外焊接工藝評定標(biāo)準(zhǔn),評定前應(yīng)認(rèn)真分析圖樣,認(rèn)真學(xué)習(xí)標(biāo)準(zhǔn),確定評定的類型及項(xiàng)目,獲得切合實(shí)際的工藝規(guī)范參數(shù),以此編制焊接工藝指導(dǎo)書,指導(dǎo)生產(chǎn)。通過按照ISO15614—1—2004標(biāo)準(zhǔn)進(jìn)行工藝評定試驗(yàn),確定了工藝規(guī)范參數(shù)并應(yīng)用于生產(chǎn)。采取其他必要工藝措施,成功的焊接了2.0MW風(fēng)力發(fā)電機(jī)后底座,為類似產(chǎn)品焊接提供了參考。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
大電機(jī)技術(shù)(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
專用汽車(2016年4期)2016-03-01 04:13:43
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
電力工程技術(shù)(2014年1期)2014-03-20 14:19:06