不銹鋼蒸發冷凝器焊接問題分析及對策
2014-11-24 08:22:44瑞星集團有限公司山東東平271509鞏汝強張道福
金屬加工(熱加工) 2014年4期
瑞星集團有限公司(山東東平 271509)鞏汝強 張道福
1.概述
2012年12月,我公司承接了兩臺FN=1600m2蒸發冷凝器的制作任務,該設備是CO2氣提法年產80萬t尿素裝置中的關鍵蒸發設備之一,總重36t,其結構如圖1所示。
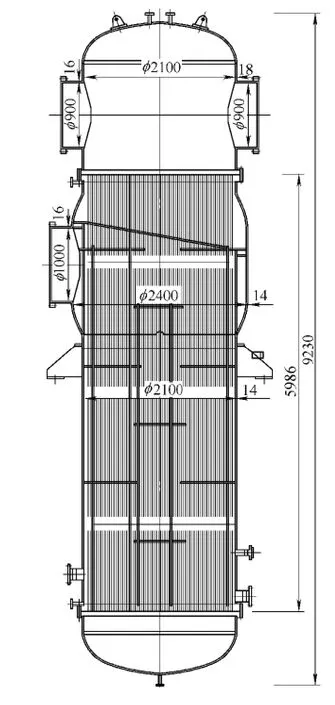
圖1 FN=1600m2蒸發冷凝器結構
該設備管板外徑為2260mm,管板厚度100mm,管板上鉆φ25.4mm管孔3544個,換熱管規格為φ25mm×1.6/L=6000mm。該設備公稱直徑為DN2100mm,殼程筒體厚14mm,殼程上半部分有DN2400mm導流筒一件,上面有φ1032mm×16mm接管一件,材質均為022Cr19Ni10(00Cr19Ni10)。該設備上下兩管箱部分材質為Q345R,筒體厚18mm,其中上管箱上面有φ932mm×16mm接管兩件。
2.焊接難點分析
(1)易產生焊接變形 殼程導流筒和上管箱上面都有大尺寸開孔,焊接接管時容易產生筒體塌陷變形。尤其是殼程導流筒部分,其材質為022Cr19Ni10,該類材料線膨脹系數較大,傳熱系數較小,更容易產生較大的焊接變形。
(2)影響管板的密封性能 管板與殼程筒體接頭連接形式如圖2所示。由圖2可看出,焊接管板與筒體的角焊縫時,焊縫填充金屬較多,如果控制不當,隨著焊縫金屬的冷卻收縮,容易產生管板邊緣部分向筒體部分拉伸、管板中間部分向外突出變形的現象,從而影響管板的密封性能。
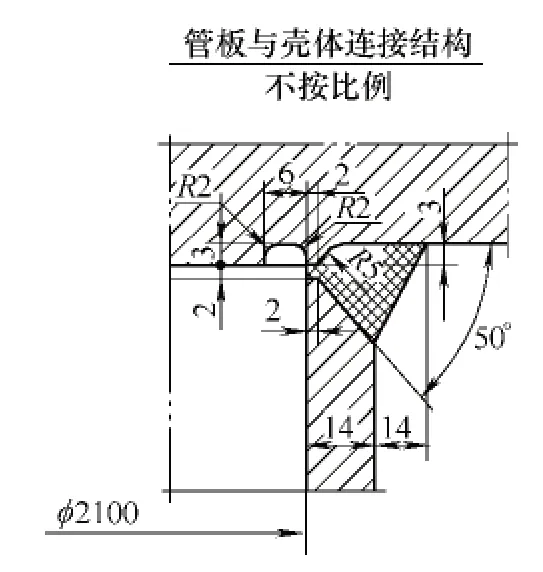
圖2 管板與殼體接頭連接形式
(3)焊接熱輸入的控制 管板直徑較大,換熱管根數較多,焊接換熱管與管板角焊縫時,熱輸入過于集中,如果控制不當,容易導致管板發生不規則的波浪形變形。
3.施焊方案及控制措施
(1)導流筒及管箱焊接的控制措施 為防止導流筒及管箱大口徑接管在焊接過程中發生變形,我們采取了一系列的防變形措施。
第一,使用輔助支撐工裝。根據以往的制作經驗,我們根據導流筒和管箱的內徑尺寸分別制作了兩套防變形支撐工裝。工裝分為上、下兩部分,由弧形墊板、弓形板、筋板和圓形墊板組成,工裝結構如圖3所示。
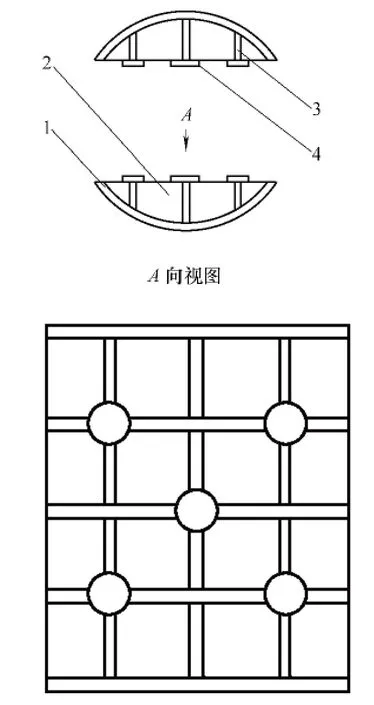
圖3 支撐工裝結構
焊接接管前,先將上、下兩部分支撐工裝分別放置于接管筒體及其對應的位置,使用1臺32t螺旋千斤頂放置在中間圓形墊板上,使用4臺16t螺旋千斤頂放置在外面4塊圓形墊板上,將上下兩部分頂緊。當螺旋千斤頂的旋出長度不足時,可在千斤頂頂蓋上面放置長度、直徑適宜的高壓管短節,使工裝的弧形墊板與導流筒或管箱筒體的內壁緊密接觸,以有效地防止焊接過程中筒體的徑向變形。具體操作場景如圖4所示。
根據我們多年的施工經驗,焊接前可以使用千斤頂將筒體向外支撐出6~8mm的變形量,這樣焊接完成后,由于工裝的支撐作用,筒體的塌陷變形很小,與6~8mm的預變形量基本上可以抵消掉。這樣既有效降低了實際變形量,又減少了焊接殘余應力。

圖4 工裝使用情況場景
第二,焊接時嚴格控制焊接熱輸入。使用小電流多層多道快速焊法,焊接時焊條不作橫向擺動,控制焊道之間的層間溫度<60℃。每焊完一層,檢查合格后用小刨錘敲打焊縫表面金屬至焊道模糊,以釋放焊接應力,待焊縫金屬冷卻到60℃以下時再進行下一道的焊接,如此反復直至全部焊完。待焊縫完全冷卻后再拆除掉支撐工裝。
(2)管板與筒體角焊縫焊接的控制措施 使用管箱法蘭對管板進行剛性固定。制作過程中先不進行管箱法蘭的焊接,焊接管板前,使用雙頭螺柱把管箱法蘭與管板牢固地緊固在一塊,如圖5所示,對管板的邊緣部分起到了有效的固定作用,降低了管板焊后邊緣部位受力拉伸變形的可能。
如圖6所示,將管板中間部分10根換熱管臨時抽出,使用圓鋼加工10根M24×6080mm拉桿,穿入管孔中用螺母緊固,然后對每根拉桿周圍的6根換熱管的兩端進行焊接,相當于對管板中間部分進行了10處支撐和固定,降低了管板中部向外突出變形的可能。
采用合理的焊接參數,嚴格控制焊接熱輸入,采用小電流多層多道快速施焊的方法進行焊接,焊接時焊條不做橫向擺動。每焊完一層,檢查合格后用小刨錘敲打焊縫表面金屬至焊道模糊,以釋放焊接應力。待焊縫金屬冷卻到60℃以下時再進行下一道的焊接。因該設備筒體直徑較大,焊接時采用兩名焊工分段對稱施焊,下一層焊縫起點與上一層焊縫起點錯開90°,焊接參數如表1所示。

表1 管板與殼體的焊接參數
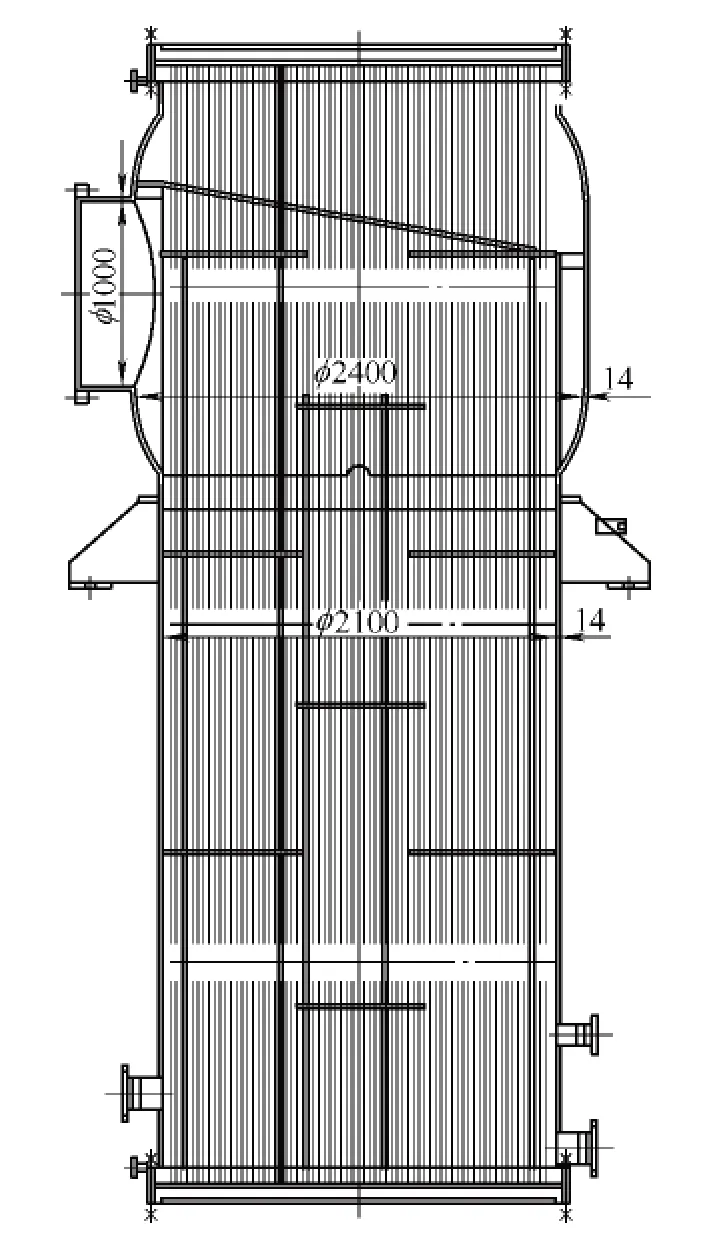
圖5 使用管箱法蘭對管板進行剛性固定
圖6 雙頭螺栓在管板上的分布位置示意
(3)換熱管焊接的控制措施 因設備管板面積較大,焊接前我們把管板分成8個區,如圖7所示。焊接時采用兩名焊工對稱施焊,第一名焊工按1、7、2、8區依次施焊,第二名焊工按5、3、6、4區依次施焊,焊接每個區內的換熱管時,均按照從中心向邊緣焊接的順序進行焊接。
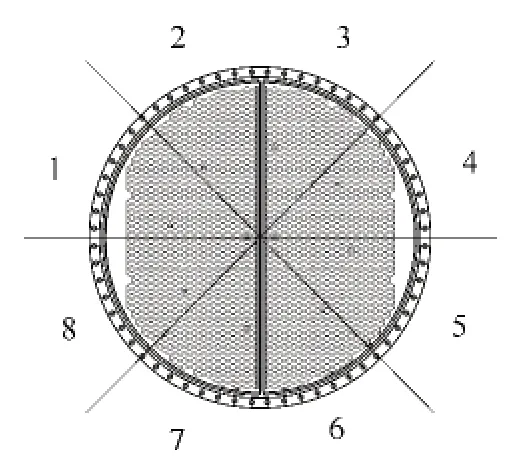
圖7 管板分區焊接示意
焊接采用氬弧焊,焊絲牌號:H03Cr21Ni10Si,其焊接參數如表2所示。

表2 換熱管管束焊接參數
4.結語
通過以上控制措施,我們順利完成了FN=1600m2蒸發冷凝器的制作,經檢驗各項均符合圖樣和有關規范的要求,壓力試驗、氣密性試驗合格。
由此,我們得出結論:大型不銹鋼蒸發冷凝器由于材料和結構的特殊性,容易產生焊接變形,但只要善于分析和總結,對癥下藥,從工藝措施、焊接參數、焊接方法等方面加以注意,是完全可以把焊接變形控制到最小限度的。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36