國產A6N01鋁合金型材MIG焊接頭的微觀組織與力學性能
2014-11-28 02:30:04沈正超何長樹
材料與冶金學報 2014年3期
劉 建,沈正超,何長樹
(1.南車青島四方機車車輛股份有限公司,山東 青島 266111;2.東北大學 材料各向異性與織構教育部重點實驗室,沈陽 110819)
A6N01鋁合金屬于Al-Mg-Si系合金,為日本在20世紀80年代所開發,具有中強的力學性能、良好的加工成形、抗腐蝕、抗疲勞性能和良好的焊接性能,適合制造復雜截面的多孔中空薄壁型材,用作高速列車側墻、車頂等車體主體結構[3].隨著列車設計運行時速的不斷提高,車體輕量化已是提高列車運行速度、降低能耗的重要手段.鋁合金因具有相對密度較小、塑性好和比強度高等優點,在軌道車輛制造中的應用越來越廣泛.在車體的制造過程中,國外一般采用雙絲MIG自動焊和激光MIG共熔池焊,并有少數的國家開始嘗試攪拌摩擦焊;目前國內主要還是采用MIG焊接方法進行實際生產[1].
A6N01鋁合金擠壓型材為我國近幾年開發生產的高速列車等軌道交通專用材料,擠壓型材最小壁厚可達2.5 mm.然而,厚壁(厚度>6 mm)擠壓型材在高速列車上的應用和研究相對較少.本文針對國產壁厚12 mm的A6N01-T5鋁合金開口型材進行MIG焊接試驗,利用宏、微觀組織觀察、顯微硬度測定以及拉伸和彎曲性能測試對焊接接頭的組織和力學性能進行了研究與評價,對推進我國高速列車制造技術的發展和長周期安全運行具有一定意義[2].
1 實驗材料與方法
1.1 母材與焊絲
選用壁厚12 mm的國產A6N01-T5鋁合金開口型材,截取長度方向平行于型材擠壓方向且尺寸為300 mm×150 mm×12 mm的母材.采用直徑為1.6 mm的SAF ER5356焊絲作為填充絲對母材進行MIG焊接.母材和焊絲的化學成分如表1所示.
1.2 試板的焊接
采用KEMPPI半自動焊機進行手工MIG焊接,坡口形式如圖2所示.焊前采用丙酮及不銹鋼絲刷嚴格清理坡口附近50 mm范圍內油污及氧化膜.采用多層多道焊接工藝進行雙面焊接,焊接時采用剛性固定,焊接參數如表2.2所示.焊接完成后,按 ISO 15614-2-2005取樣進行微觀組織觀察與力學性能測試.按照標準 ISO 4136∶2001加工無余高拉伸試樣,按照標準 ISO 5173∶2000加工焊接接頭彎曲試樣.

表1 國產A6N01鋁合金型材和ER5356焊絲的化學成分(質量分數)Table 1 Chemical composition(mass fraction%)of domestic A6N01 aluminum alloy profiles and ER5356 welding wire
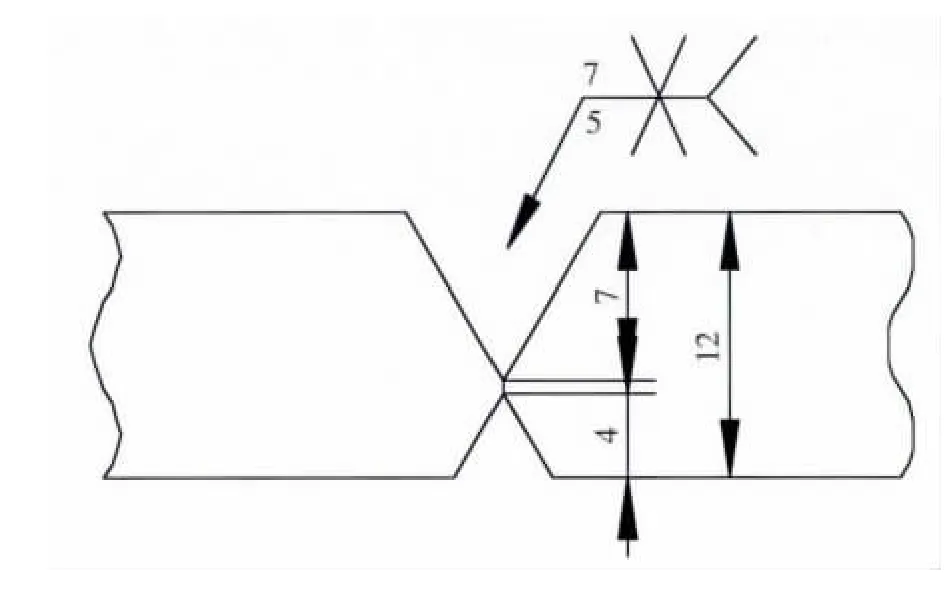
圖1 焊接接頭坡口形式Fig.1 Type of welding groove
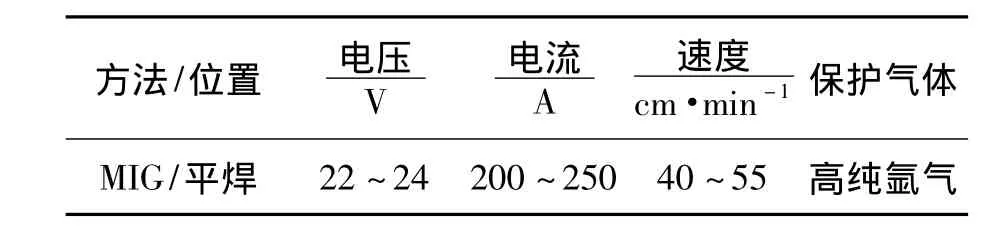
表2 MIG焊接參數Table 2 Welding parameters of MIG welding
1.3 微觀組織觀察與力學性能測試
采用OLYMPUS/GX71型金相顯微鏡觀察接頭各區域微觀組織,腐蝕劑選用新配置的DKeller試劑(體積比為 HF∶HCl∶HNO3∶H2O=1∶1.5∶2.5∶95).使用 Wilson -Wolpert 401MVD 維氏顯微硬度計在垂直于焊接方向的接頭試樣斷面上進行顯微硬度分布測定,加載載荷為100 g,保壓時間10s.在SANS萬能力學試驗機進行拉伸和彎曲試驗,拉伸速率 2 mm/min,彎曲速率10 mm/min.
2 結果與分析
2.1 焊接接頭顯微組織
圖2為A6N01-T5鋁合金開口型材MIG焊接接頭的宏觀形貌及焊縫區(WZ)、熔合區(FZ)和熱影響區(HAZ)金相顯微組織,焊接接頭沒有觀察到明顯的氣孔、熱裂紋等焊接缺陷[4],MIG焊成形性較好.圖2(b)可以明顯地觀察到,焊縫區金屬呈均勻細小的等軸晶狀,為典型的鑄態組織;圖2(c)熔合線靠近焊縫一側,晶粒沿著散熱方向生長呈柱狀晶;而熱影響區(圖2(d))的晶粒明顯聚集長大、粗化.
2.2 焊接接頭的顯微硬度
A6N01-T5鋁合金開口型材MIG焊接接頭的顯微硬度測量結果如圖3所示.由圖3可知,焊縫區顯微硬度較高,約65~70 HV.在熔合線附近,顯微硬度開始下降.在距離焊縫中心10~12 mm的熱影響區,硬度值達到最低,約52 HV,之后硬度值逐漸升高.
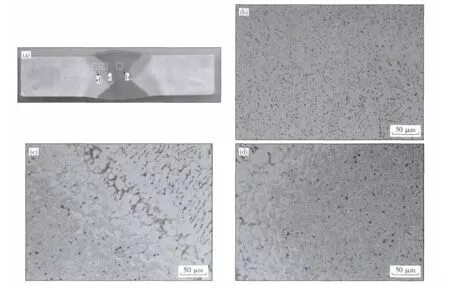
圖2 焊接接頭宏觀形貌及各區域顯微組織Fig.2 Macro morphology and microstructures of welded joint
圖3 焊接接頭顯微硬度分布Fig.3 Distribution of micro-hardness of the welded joint
A6N01鋁合金型材的狀態為T5狀態,合金的晶粒組織基本上為再結晶組織:α固溶體和時效析出的Mg2Si相(金相照片中黑色細小的點).焊接過程中,熔池的體積較小且被溫度較低的金屬包圍,焊縫金屬熔池的冷卻速度很大,導致焊縫中心為細小的等軸晶組織,硬度較高;在熔合線附近熱輸入量大,原始T5狀態時效析出的Mg2Si強化相粒子大部分固溶到α(Al)基體中,形成過飽和固溶體,在隨后冷卻過程中析出部分Mg2Si強化相粒子[6],硬度值較焊縫區低;而離焊縫區較遠的熱影響區,焊接加熱時溫度會超過原有的時效處理溫度,但又未達到固溶溫度,會出現過時效效應,即Mg2Si強化相在焊接冷卻時發生聚集長大,導致硬度降低達到最小值,使該區成為軟化區[5].過了熱影響區后,就是母材在T5狀態下的硬度,趨向一致.
2.3 焊接接頭的拉伸力學性能
A6N01-T5母材及MIG焊接接頭的拉伸宏觀照片及拉伸力學性能分別如圖4和表3所示.由圖4可知,焊接接頭拉伸斷裂位置均位于距離焊縫中心10~12 mm的熱影響區,與顯微硬度測試結果相符(如圖3).由表3可知,焊接接頭的屈服強度為116 MPa,抗拉強度為205 MPa,低于母材的抗拉強度,但仍高于歐洲標準EN288-4(國際標準ISO 9956-4)所要求的195 MPa,滿足高速列車鋁合金的使用條件[7].焊接接頭斷后伸長率與母材相比有明顯降低.
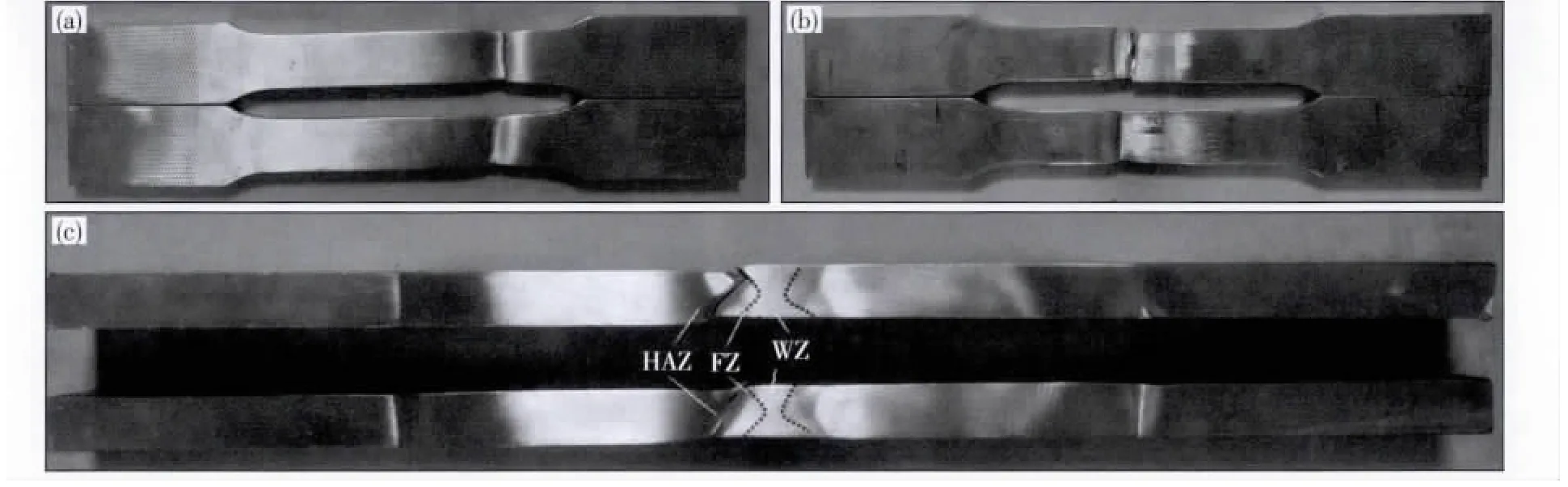
圖4 拉伸宏觀照片Fig.4 Macro morphology of tensile tested specimens:

表3 A6N01-T5母材和焊接接頭的拉伸力學性能Table 3 Tensile properties of base material and welded joints
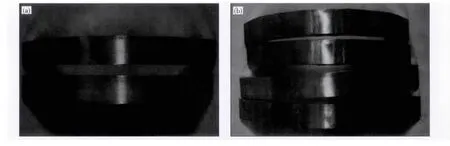
圖5 彎曲宏觀照片Fig.5 Macro morphology of bend test specimens
2.4 焊接接頭的彎曲性能
A6N01-T5母材及MIG焊接接頭的彎曲宏觀照片和彎曲性能結果分別如圖5和表4所示,彎曲后在試樣上均未發現裂紋,說明試樣焊接前后都具有良好的彎曲性能.
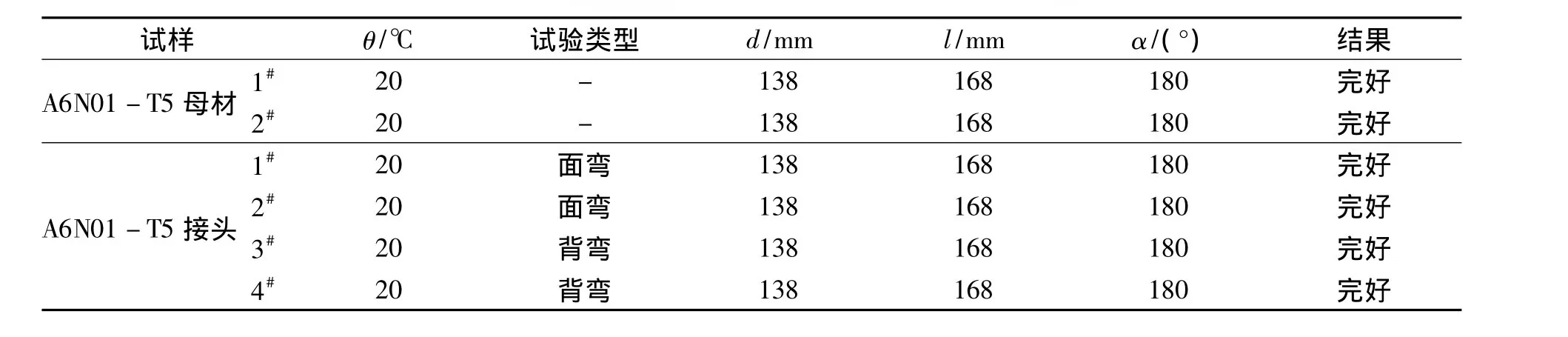
表4 A6N01-T5母材和焊接接頭的彎曲性能Table 4 Bend properties of base material and welded joints
3 結論
(1)A6N01-T5鋁合金焊接性能良好,焊接時未形成宏觀和微觀裂紋;
(2)焊縫中心區域呈細小等軸晶狀的鑄態組織,焊縫邊緣的熔合區形成了柱狀晶組織,熱影響區晶粒聚集長大、粗化,導致形成HAZ的過時效軟化區,其顯微硬度值約為52 HV;
(3)A6N01-T5鋁合金MIG焊接接頭的拉伸斷口位于熱影響區,抗拉強度為205 MPa,仍符合國際標準 ISO 9956-4(歐洲標準DIN EN288-4);
(4)A6N01-T5鋁合金MIG焊接前后具有良好的彎曲性能,彎曲后均未發現裂紋.
[1]劉雪松,李書齊,王蘋,等.6N01-T5鋁合金焊接接頭疲勞斷裂分析[J].焊接學報,2009,30(10):25-29.
(Liu Xuesong,Li Shuqi,Wang Ping,et al.Fatigue failure analysis of 6N01 - T5 aluminum alloy welded joints[J].Transactions of the China Welding Institution,2009,30(10):25 -29.)
[2]楊尚磊,林慶琳.A6N01鋁合金焊接接頭的微觀組織與力學性能[J].中國有色金屬學報,2012,22(10):2720-2725.
(Yang Shanglei,Lin Qinlin.Microstructures and mechanical properties of A6N01 aluminum alloy welding joint[J].The Chinese Journal of Nonferrous Metals,2012,22(10):2720-2725.)
[3]季凱,姚廣春.高速列車6005A鋁合金厚板的焊接工藝[J].東北大學學報(自然科學版),2010,31(10):1457-1461.
(Ji Kai, Yao Guangchun. Welding parameters of 6005A aluminum alloy for new high - speed train[J].Journal of Northeastern University(Natural Science)2010,31(10):1457 -1461.)
[4]郭飛躍,尹志民,王炎金.鐵路車輛用6005A鋁合金大型材焊接性能研究[J].輕合金加工技術,2003,31(1):41-44.
(Guo Feiyue,Yin Zhimin, Wang Yanjin.Study on the Welding Property of 6005A aluminium large-sized profile for vehicle fabrication[J].Light Alloy Fabrication Technology,2003,31(1):41 -44.)
[5]尹志民,張愛瓊,王炎金.6005A鋁合金型材焊接接頭組織與性能[J].輕合金加工技術,2001,29(1):32-37.
(Yin Zhimin,Zhang Aiqiong,Wang Yanjin.Microstructure and properties of welded joints of extruded 6005A aluminium alloys[J].Light Alloy Fabrication Technology,2001,29(1):32 -37.)
[6]劉靜安,王元良,屈金山.鐵道車輛用鋁材的焊接特性[J].中國有色金屬學報,1996,6(6):87-92.
(Liu Jingan, Wang Yuanliang, Qu Jinshan. Welding characteristics of aluminium alloys for railway wehicles[J].The Chinese Journal of Nonferrous Metals,1996,6(6):87 -92.)
[7]劉楊,王立君,薛華.高速列車用A6N01S-T5鋁合金焊接接頭力學性能及微觀結構分析[J].材料科學研究論文.
(Liu Yang,Wang Lijun,Xue Hua.Mechanical properties and microscopic structure analysis of welded joints on A6N01S-T5 aluminium alloy employed in express trains[J].Http://www.paper.edu.cn/releasepaper/content/200705 -218.)
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
