應用數控設備加工機車柴油機凸輪軸的難點解析
2014-12-02 01:35:22北車大連柴油機有限公司遼寧116022邢文強
金屬加工(冷加工) 2014年17期
關鍵詞:指令
北車(大連)柴油機有限公司 (遼寧 116022) 邢文強
一、車銑加工中心銑凸輪
凸輪加工比其他零件如軸、盤和箱體類零件的加工要困難得多,其加工精度也難以保證。奧地利WFL M40 數控車銑加工中心具有五軸聯動功能(見圖1),能夠完成凸輪的成形加工,加工凸輪表面粗糙度值達到Ra=1.6 μm,無需粗磨可直接精磨,其先進的控制系統和編程系統可以加工各種形式的凸輪軸。由于這種高精度的數控加工設備近10年才在國內機車制造業中應用,所以在銑凸輪的過程中遇到不少問題,通過不斷總結摸索經驗,這里簡單介紹一些問題的解決方法。
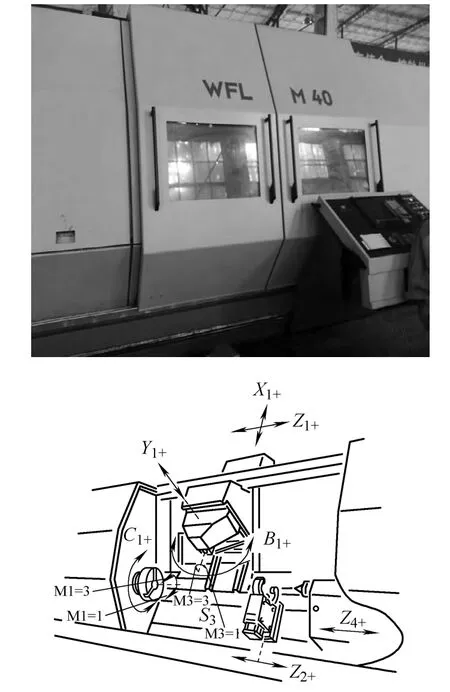
圖1
1.銑凸輪的工藝設計

圖2
WFL M40 數控車銑加工中心采用的是西門子840D 數控系統,銑凸輪選用的刀具是端面銑刀T490 FLN D063-06-22-R-13 (見圖2),最終銑凸輪成形是WFL 公司在西門子840D 數控系統基礎上結合機床自身特點開發設計的“MILLCAM”指令。
銑凸輪即是將粗車好的凸輪軸的圓柱形的凸輪毛坯加工至只留磨削余量的凸輪形狀的過程(見圖3),由于粗車好的凸輪毛坯在凸輪基圓方向上的加工余量太大,所以銑凸輪需要分粗銑凸輪和精銑凸輪兩道工步。精銑凸輪就是最終使用“MILLCAM”指令完成凸輪型線加工,使其達到銑凸輪的工藝要求;粗銑凸輪是將凸輪毛坯加工至使最終精銑凸輪的加工余量盡量均勻的形狀,從而保證精銑凸輪的加工質量。所以如何完成粗銑凸輪的加工是銑凸輪工序中的關鍵。車銑加工中心總體上有3種方法能夠完成粗銑凸輪的加工。
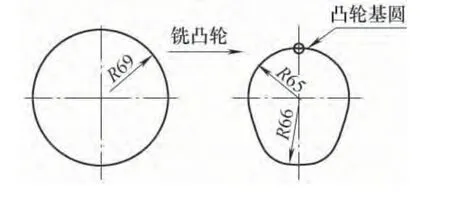
圖3
(1)指令法:直接使用“MILLCAM”指令來完成凸輪的粗加工,如圖4 所示,這種方法能夠完全保證最終精銑凸輪的加工余量均勻,并且編程簡單,但“MILLCAM”指令銑凸輪是完整的一周360°銑削,不能對凸輪進行分段銑削,所以凸輪頂圓的很大一部分在粗銑凸輪過程中并沒有加工余量,即在這段凸輪加工中機床處于空轉狀態,大大降低了加工效率。所以用指令粗銑凸輪的方法不適用批量凸輪軸的加工。
(2)平面逼近法:通過銑平面的方法完成粗銑凸輪的加工,如圖5 所示,在圓周上銑的平面數量越多,凸輪實際輪廓線越接近理論輪廓線,精銑凸輪余量越均勻。但這種方法對編程人員的要求很高,每一個平面的銑削都要在畫圖軟件上計算好刀具的起始坐標點及工件的旋轉角度,工作量巨大。
(3)平面、圓弧面結合銑削法:通過銑平面和圓弧面相結合的方法完成粗銑凸輪的加工,如圖6所示,這種方法主要是由三步組成(見圖7):刀具在完成第一段平面銑削后不動,主軸旋轉來進行圓弧面的銑削,最終刀具前行進行第二段平面的銑削。需要注意的是,這兩段平面必需在圓弧面的切線方向上,不然刀具在主軸旋轉銑削圓弧面時會發生干涉現象,引起刀具及銑削主軸的損壞。綜合考慮加工效率、編程難度及刀具壽命等因素現在車間選用的就是這種方法粗銑凸輪。
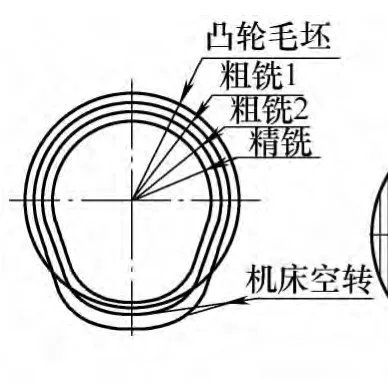
圖4
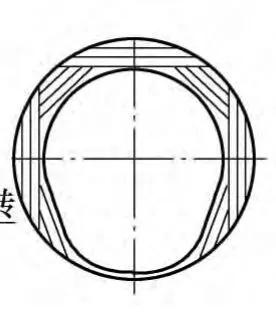
圖5
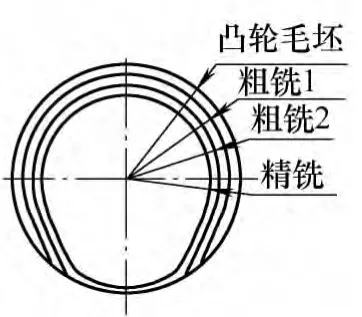
圖6

圖7
2.刀具Y 值的選取
如圖7 所示,在粗銑及精銑凸輪過程中,都有一段刀具不動,通過主軸旋轉進行圓弧面銑削的加工過程,這就需要注意刀具Y 值的選取,即在主軸進行旋轉銑削前刀具位置的確定。通過對實際粗精銑凸輪工件的觀察檢測,Y 值大,凸輪輪廓表面截面呈凹弧形狀,中間低兩邊高;Y 值小,凸輪輪廓表面截面呈凸起形狀,中間高兩邊低(見圖8),而且如果Y 值過小,刀具在主軸旋轉銑削圓弧面時會發生干涉現象,引起刀具及銑削主軸的損壞。

圖8
正確Y 值的大小與刀具半徑、凸輪寬度、切削深度、刀片厚度及刀片后角等都有關系,這里大概有個公式:Y=(凸輪寬度/刀具半徑) × [(切削深度+刀片厚度)/刀片后角]。而在實際加工中,可以先選取Y=刀具半徑/2 -3 進行試切削,根據凸輪表面輪廓形狀再調整Y 值,最多試切削3 次就可以得到正確的Y 值。需要注意的是,如果凸輪寬度大于刀具半徑的3/4,那么不論怎么調整Y 值都得不到平整的凸輪表面,這時需要考慮換刀具了,或者在此凸輪寬度上對凸輪進行多次銑削。
3.“鏡像”的選擇
在實際加工凸輪軸的過程中,由于裝夾方向的不同、凸輪倒角的需要或者刀具在機床里的干涉等問題,凸輪軸在裝夾到車銑加工中心上后,凸輪升程起始點的方向會不同,這就涉及到“MILLCAM”指令中“鏡像”的選擇(見圖9)。

圖9
4.油泵凸輪凹腹曲線的加工
為了滿足嚴格的排放要求以及改善柴油機燃燒質量,凸輪軸噴油泵凸輪設計時一般都帶有一段凹腹曲線,但車銑加工中心“MILLCAM”指令配合端面銑刀實際上是加工不出來這段凹腹曲線的,當程序走到凹腹曲線時會主軸會有一個和切削方向相反的小轉動,將導致刀具后角碰撞到工件上,引起刀具及銑削主軸的損壞。所以在加工帶有凹腹曲線的油泵凸輪時,要使用畫圖軟件先將這段凹腹曲線的兩端用直線連接,按直線來反算出這段的凸輪升程,用算出的凸輪升程代替原來程序里的這段,這樣就能用“MILLCAM”指令完成油泵凸輪的加工,加工出的凸輪原來凹腹曲線部分將被直線代替。如果用直線代替的凹腹曲線的曲率半徑R >150 mm,則磨削留量比原來不會超過0.2 mm,就不用再進行加工;如果R <150 mm,則需要用圓弧插補程序對凹腹曲線部分在凸輪寬度方向上進行多次銑削。
二、數控凸輪軸磨床磨削凸輪
KOPP SN320 數控凸輪磨床(見圖10)采用的是西門子840D 數控系統,用數控凸輪軸磨床磨削凸輪,不需要制造靠模,它是一種數字運算和邏輯運算的過程,可以隨時加工各種不同的凸輪輪廓曲線,縮短新產品開發和研制過程,降低新產品開發費用。這里簡單介紹一些在磨凸輪的過程中遇到問題的解決方法。

圖10
1.砂輪直徑的選取
凸輪軸噴油泵凸輪設計時都帶有一段凹腹曲線,所以選取磨削凸輪的砂輪時,砂輪直徑要比油泵凸輪凹腹曲線曲率半徑小才能完成凸輪的磨削,并且通過對多種凸輪進行檢測的結果顯示,選取的砂輪半徑要比凸輪凹腹曲線曲率半徑至少小15%才能保證磨削凸輪的精度。
2.“撥盤”誤差的消除
數控凸輪磨床通過“撥盤”驅動凸輪軸轉動來進行磨削(見圖11),而“撥盤”另一個重要的作用是把數控凸輪磨床的基準零點傳遞到凸輪軸的法蘭定位孔上,最終保證凸輪與法蘭定位孔間的相位角度符合圖樣要求,但是這種基準的傳遞總是有誤差的,消除這個誤差的方法是每次對磨削的新凸輪軸進行檢測,通過檢測結果計算得到“撥盤”誤差的大小,將其在程序中消除。

圖11
3.“鏡像”的選擇
和車銑加工中心相同,凸輪軸在裝夾到數控凸輪磨床上,凸輪升程起始點的方向會不同,這涉及到數控凸輪磨床在編程中“鏡像”的選擇(見圖12)。
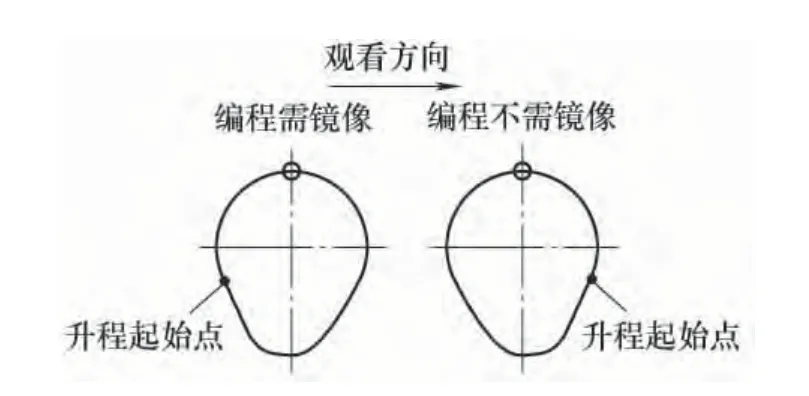
圖12
三、結語
本文概述的是應用車銑加工中心銑凸輪和數控凸輪磨床磨凸輪過程中遇到的一些問題的解決方法。隨著科技的進步,鐵路機車向高速、重載、經濟和低污染方向發展以及出口機車的不斷增加,凸輪曲線越來越復雜,曲線更新速度也越來越快,將會應用更多更先進的數控設備來加工凸輪軸,在加工過程中也一定不會一帆風順,只要踏實地工作,認真地鉆研,就一定會解決加工中遇到的所有問題。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
