鋁鎂合金填充式攪拌摩擦點焊接頭的顯微組織及力學性能
2014-12-11 10:38:04王聯鳳喬鳳斌朱小剛郭立杰
機械工程材料 2014年2期
關鍵詞:工藝
王聯鳳,喬鳳斌,俞 忠,朱小剛,郭立杰
(上海航天設備制造總廠,上海200245)
0 引 言
目前,鋁合金的應用越來越廣泛,但鋁合金的連接問題一直沒有得到很好的解決,制約了其進一步的發展。電阻點焊是目前使用最廣泛的鋁合金焊接技術,但也存在著熱變形大、接頭強度低、虛焊等問題[1]。
1999年德國GKSS提出了填充式攪拌摩擦點焊(FSPW)技術[2],它是基于攪拌摩擦焊技術發展而來的一種新型點狀固相連接技術[3]。攪拌摩擦焊(FSW)是一種較成熟的新型固態焊接方法,已被越來越多地用于航天、航空、軌道交通等行業里,但在焊接結束時會留下明顯退出孔(匙孔)問題則是其不盡完美的工藝缺點。Uematsuet等[1]指出退出孔易造成焊點腐蝕等問題。而FSPW 具有和攪拌摩擦焊一樣的高質高強接頭、變形小、能耗低等優點,并能通過回填技術來消除退出孔。FSPW 有A、B兩種工藝,兩種工藝的原理基本相同,但是運動次序有所差別。A 型是先將攪拌套壓入待焊件,攪拌針抬起,當攪拌套壓入待焊件下板一定深度時,抽起攪拌套,壓入攪拌針,直到焊接完成。B型則是先將攪拌針壓入待焊件,攪拌套抬起,當攪拌針壓入待焊件下板一定深度時,抽起攪拌針,壓入攪拌套,直到焊接完成。兩種工藝獲得的焊點外觀近似,但內部結合面不同。FSPW 連接機理是通過攪拌工具的高溫摩擦熱和材料塑性流動相互作用的結果。接頭形成的冶金連接產生在攪拌工具插入旋轉、攪拌粉碎形成的一個圓環狀攪拌區域與材料塑性流動發生重結晶的區域。FSPW 的基本原理如圖1所示[2],主要分為四個階段。
FSPW 適用于輕金屬合金材料及其與異種材料(如鋁和銅、鋁和鋼等)的連接,可用于汽車、航空航天、船舶、軌道交通、家電及廚房用具等領域,具有廣闊的應用前景。
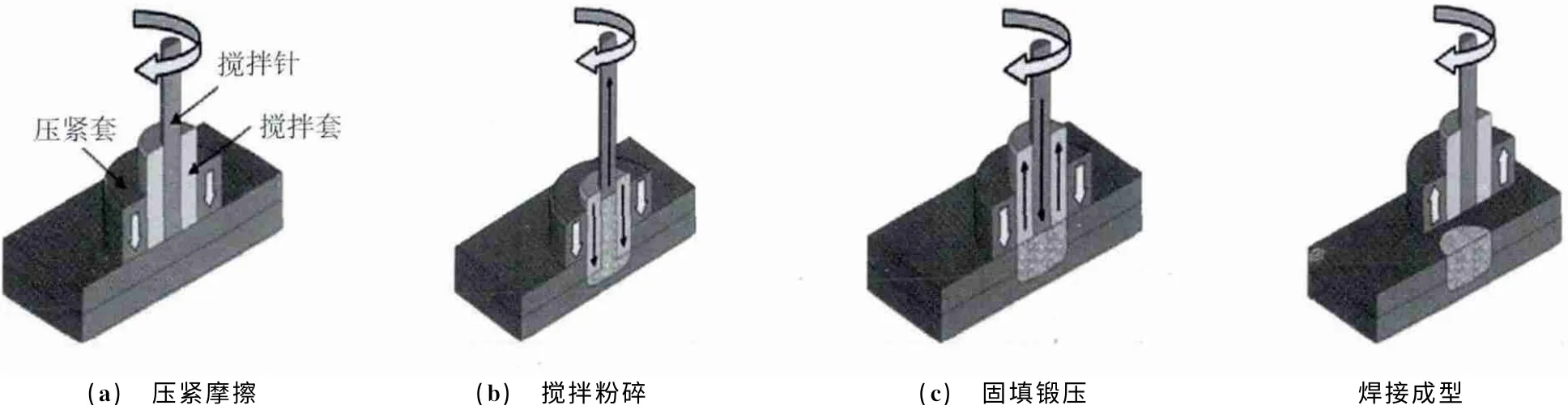
圖1 FSPW 焊接過程示意Fig.1 Schematic illustration of FSPW process
目前,國內外學者對攪拌摩擦焊、匙孔攪拌摩擦點焊(FSSW)等技術進行了系統的研究,但針對FSPW 焊接工藝和接頭性能的研究[3-8]尚少見,為此,作者采用FSPW 技術對鋁鎂合金進行了焊接,系統研究了不同工藝參數下FSPW 接頭的顯微組織與力學性能。
1 試樣制備與試驗方法
試驗材料為2 mm 的鋁鎂系5A06 鋁合金,其化學成分如表1所示;待焊試樣長150mm、寬40mm,采用搭接焊接方式。

表1 5A06鋁合金的主要化學成分(質量分數)Tab.1 Chemical composition of 5A06aluminium alloy(mass) %
焊接設備采用上海航天設備制造總廠研發的機器人FSSW-SK-003 型攪拌摩擦點焊機,配用FSSW-SK-GJ001型點焊攪拌工具,工具包含攪拌針、攪拌套、壓緊套三個部件,如圖2所示。
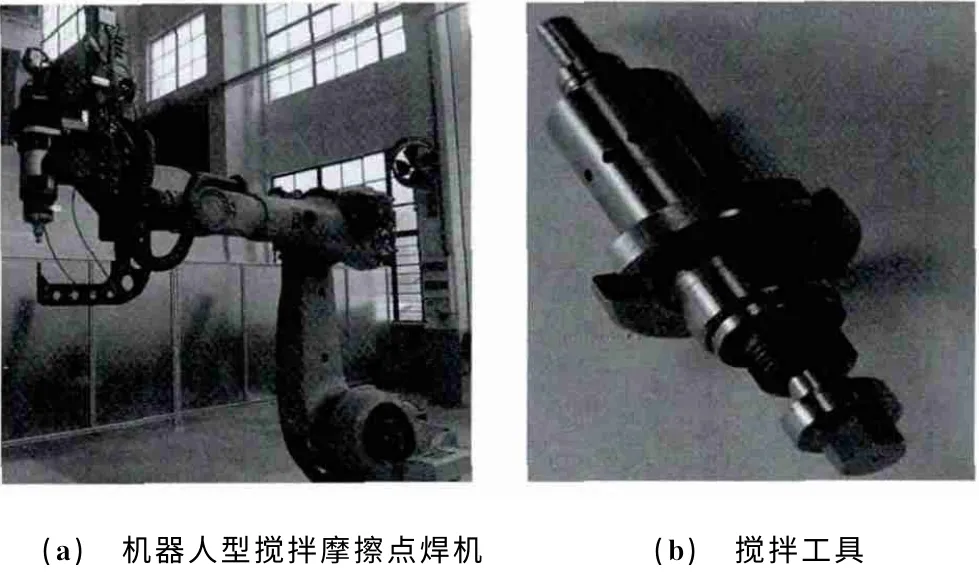
圖2 FSPW 設備及攪拌工具Fig.2 Equipment and stirring tool of FSPW:(a)friction stir spot welding robot equipment and(b)stirring tool
焊接參數:壓入攪拌深度(L)0.2mm,焊接旋轉速度(n)600~2 800r·min-1,焊接時間(t)0.5~7.5s,制備了6組條件下的接頭,接頭試樣尺寸如圖3所示。焊前對鋁合金板表面用丙酮擦拭,去除油污等表面雜質。焊接完成之后,沿垂直于焊縫的方向切割制備金相試樣,采用AXIO OBSERVER D1m 型和DISCOVERY V20型蔡司體視顯微鏡對點焊接頭顯微組織進行觀察。剪切拉伸試樣和十字拉伸試樣分別按照Q/RJ 337-2012《變形鋁及鋁合金填充式攪拌摩擦點焊通用技術條件》和Q/RJ 338-2012《變形鋁及鋁合金填充式攪拌摩擦點焊工藝規范》進行加工制取。拉伸試驗在CMT-5305型萬能試驗機上進行,試驗機的位移速度調至5mm·min-1。為了檢測焊點內部是否存在大的孔洞等缺陷,采用X 射線無損檢測方法對點焊接頭進行質量評估。
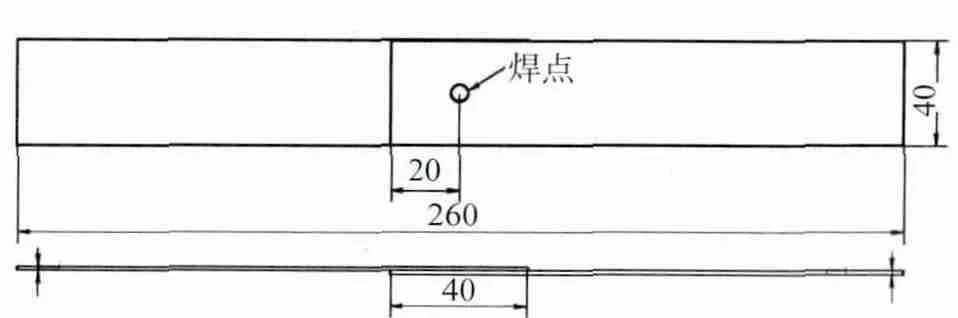
圖3 FSPW 接頭試樣尺寸Fig.3 Specimen size of FSPW joint
2 試驗結果與討論
2.1 接頭形貌和顯微組織
從點焊接頭X 射線檢測結果可知,在優化后的焊接工藝參數下:壓入攪拌深度0.2mm、焊接旋轉速度2 000r·min-1、焊接時間3.5s,得到了致密、良好的點焊接頭。
從圖4可以看出,接頭焊點表面平整、光滑。從圖5可見,接頭主要分為以下幾個區域:焊核區A、熱機影響區B、熱影響區C、壓力影響區D及母材區E。
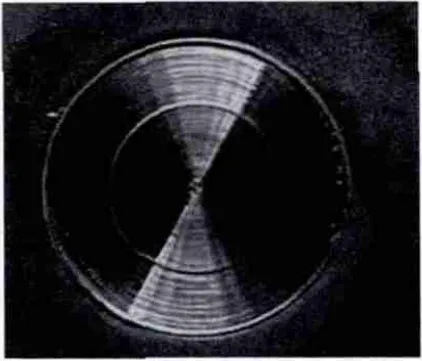
圖4 FSPW 接頭的宏觀形貌Fig.4 Macrograph of the FSPW joint
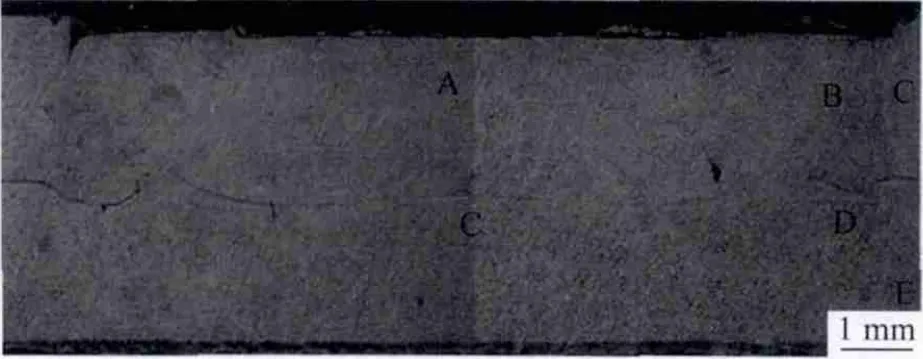
圖5 FSPW 接頭橫截面微觀形貌Fig.5 Micro-morphology of the FSPW joint on cross section
從圖6可見,在焊接過程中,由于攪拌針、攪拌套間相對運動及與工件之間摩擦產生的熱、力耦合的共同作用,使焊核區金屬溫度劇烈上升,整個區域發生了顯著的塑形變形,同時發生的動態再結晶形成了細小的等軸晶,并伴隨金屬間化合物β 相(Mg2Al3)從基體中析出,細晶強化作用保證了點焊接頭連接性能較好。焊核區向外緊接著是寬度較窄狹長的熱機影響區,攪拌套的上下運動促使該區晶粒發生變形,部分材料沿攪拌套旋轉向上方向呈流線分布,形成拉長傾斜彎曲的顯微組織;在熱作用下,有部分析出相溶解,部分晶粒和焊核區相似,發生動態再結晶。再往外的熱影響區為粗晶組織,但其晶粒尺寸仍小于母材區的,這一區域受到較大熱作用和較小的攪拌工具壓力作用,發生了晶粒長大,從基體中析出的金屬間化合物β相明顯比焊核區的少。壓力影響區在母材和熱影響區之間,主要在下板處,該區域和母材區組織形貌相似,該區域受到攪拌工具壓力的影響較大,熱作用較小。母材區在熱影響區和壓力影響區以外,晶粒最為粗大。
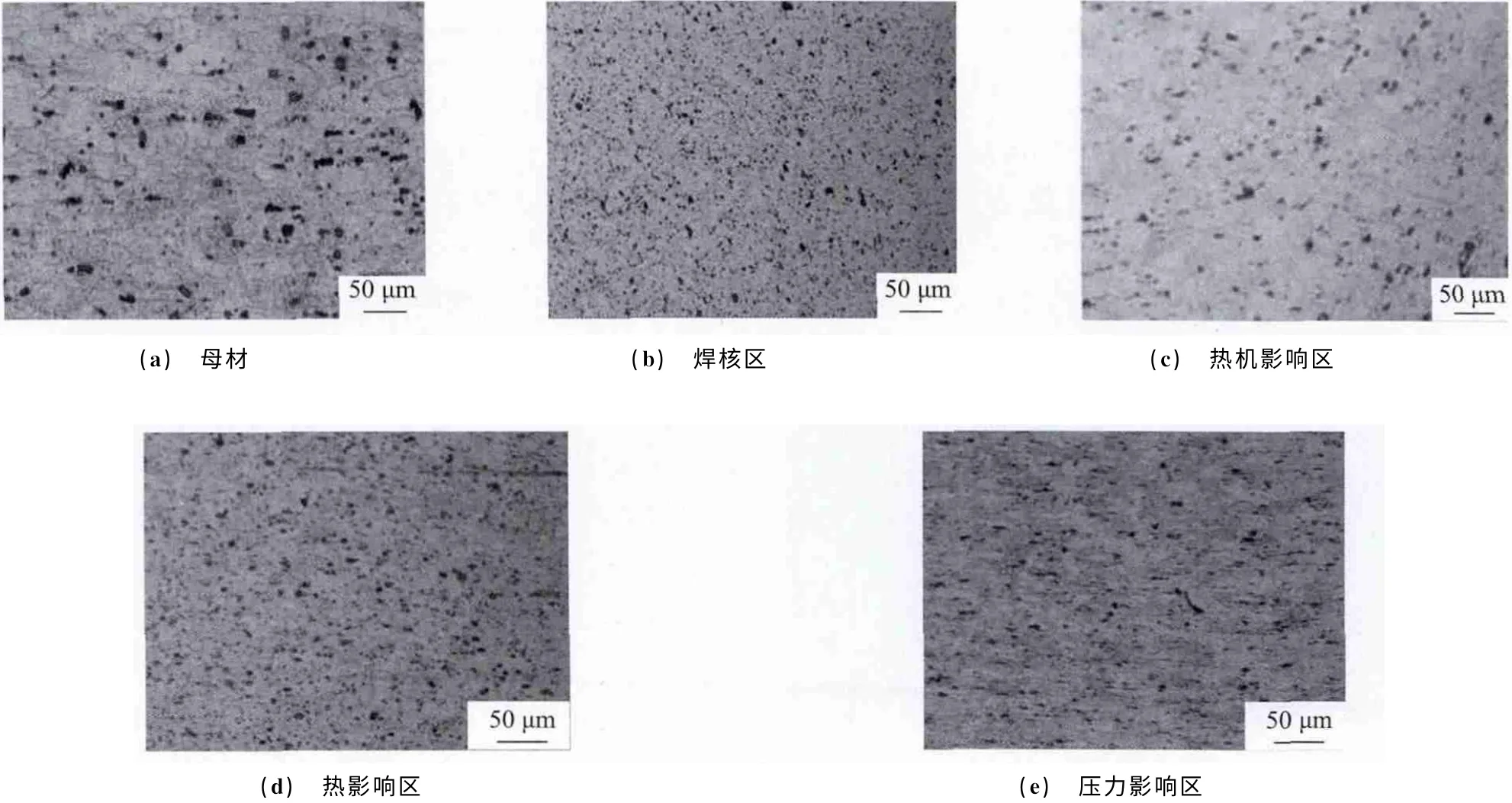
圖6 FSPW 接頭各區域的顯微組織Fig.6 Microstructure of different zones on the FSPW joint:(a)base material;(b)nugget zone;(c)thermo-mechanically affected zone;(d)heat affected zone and(e)pressure affected zone
2.2 接頭的拉伸性能
從圖7可知,當旋轉速度為2 000r·min-1、焊接時間為3.5s時,接頭的剪切拉伸載荷達到最大值8 194N,十字拉伸載荷達到最大值3 565N。因此,在旋轉速度為2 000r·min-1時研究了焊接時間對接頭性能的影響;而在焊接時間為3.5s條件下,研究了焊接旋轉速度對接頭性能的影響。
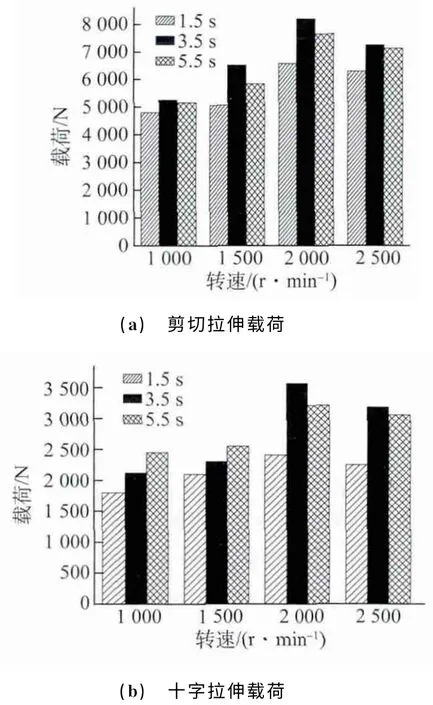
圖7 不同工藝參數下接頭的拉伸載荷Fig.7 Tensile load of joints at processing parameters
從圖8可以看出,當壓入攪拌深度為0.2mm、焊接時間為3.5s時,隨著攪拌工具焊接旋轉速度的增大,焊接接頭的剪切拉伸載荷和十字拉伸載荷均先增大后減小,并都在2 000r·min-1時達到最大。
從圖9可以看出,當壓入攪拌深度為0.2mm、旋轉速度為2 000r·min-1時,隨著焊接時間的延長,焊接接頭的剪切拉伸載荷和十字拉伸載荷均先增大后減小,在3.5s 時接頭的剪切拉伸性能和十字拉伸性能最佳。焊接開始時,由于焊接熱量輸入較小,無法使點焊接頭材料達到塑性流動狀態,隨著焊接時間延長,點焊接頭的抗剪切拉伸性能和抗十字形拉伸性能增強較快;焊接時間繼續延長,焊接熱量輸入進一步增加,雖然點焊接頭材料流動性充分,但試驗發現接頭因粘連產生回填不全等缺陷,所以點焊接頭的剪切拉伸性能和十字拉伸性能下降,但趨勢較緩。
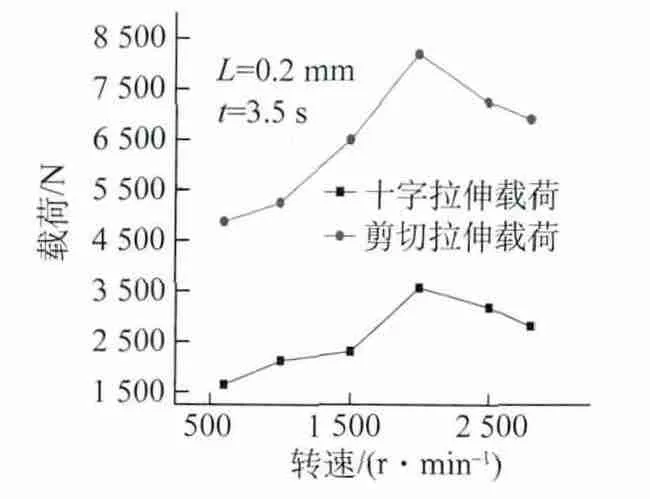
圖8 焊接旋轉速度與接頭拉伸載荷的關系Fig.8 Relationship between rotational speed and tensile load of joint
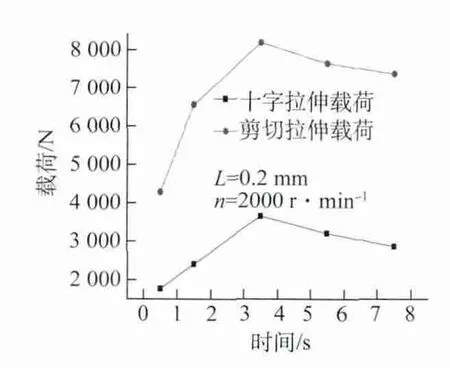
圖9 焊接時間與接頭拉伸載荷的關系Fig.9 Relationship between welding time and tensile load of joint
3 結 論
(1)5A06鋁合金的FSPW 接頭可以分為焊核區、熱機影響區、熱影響區、壓力影響區和母材區五部分;其顯微組織主要為α固溶體,并有金屬間化合物β相等在基體上分布。
(2)在優化焊接試驗參數下得到了致密、良好的點焊接頭。
(3)隨著焊接時間的延長和焊接旋轉速度的增大,點焊接頭的剪切拉伸性能和十字拉伸性能均呈先增后降的變化趨勢;當焊接旋轉速度為2 000r·min-1,焊接時間為3.5s時,點焊接頭的性能最佳,最大剪切拉伸載荷可達8 194N,最大十字拉伸載荷可達3 565N。
[1]UEMATSU Y,TOKAJI K,TOZAKI Y,et al.Effect of refilling probe hole no tensile failure and fatigue behavior of friction stir welded joints in Al-Mg-Si alloy[J].International Journal of Fatigue,2008,30:1956-1966.
[2]ROSENDO T,PARRA B,TIER M A D,et al.Mechanical and microstructural investigation of friction spot welded AA6181-T4aluminium alloy[J].Materials and Design,2011,32:1094-1100.
[3]SAKANO R,MURAKAMI K,YAMASHITA K,et al.Development of spot FSW robot system for automobile body members[C]//Third International Symposium on Friction Stir Welding.Kobe:[s.n.],2001:645-650.
[4]AWANG M,MUCINO V H.Energy generation during friction stir spot welding(FSSW)of Al 6061-T6plates[J].Ma-terials and Manufacturing Processes,2010,25(1/3):167-174.
[5]UEMATSU Y,TOKAJI K.Comparison of fatigue behavior between resistance spot and friction stir spot welded aliuminium alloy sheets[J].Sci Technol Weld Join,2009,14:62-71.
[6]林三寶,趙彬.LF6鋁合金攪拌摩擦點焊[J].焊接,2007(3):28-30.
[7]劉克文,邢麗,柯黎明.LY12 鋁合金摩擦點焊工藝及力學性能[J].焊接學報,2007,28(9):21-24.
[8]秦紅珊,楊新歧.攪拌摩擦點焊技術及在汽車工業應用前景[J].汽車技術,2006(1):1-4.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52