淺談宏程序在孔系加工中的應(yīng)用
2015-01-07 14:49:27陸升起
卷宗 2015年12期
陸升起

摘 要:本文簡(jiǎn)單的介紹了宏程序的概念,以及宏程序中的各種符號(hào)和式子的含義。通過(guò)對(duì)孔系的加工實(shí)例來(lái)顯示出宏程序的優(yōu)點(diǎn)。
關(guān)鍵詞:宏程序;變量;孔系
隨著各種加工軟件的出現(xiàn),手工編程已經(jīng)慢慢的淡出人們的視線,但對(duì)于一些比較簡(jiǎn)單的加工圖形來(lái)說(shuō)我們?nèi)匀缓軜?lè)意選擇采用手工來(lái)編寫(xiě)程序。宏程序應(yīng)用靈活、形式自由、具有計(jì)算機(jī)高級(jí)語(yǔ)言的表達(dá)式、邏輯運(yùn)算及類(lèi)似的程序流程,實(shí)現(xiàn)了普通編程難以實(shí)現(xiàn)的功能。用戶宏功能是用戶提高數(shù)控機(jī)床性能的一種特殊功能,在相類(lèi)似工件的加工中巧用宏程序?qū)⑵鸬绞掳牍Ρ兜男Ч?duì)于大量相同加工、橢圓、拋物線、雙曲線的程序編寫(xiě),宏程序是最佳的選擇。
1 宏程序的概念
宏程序(Macroprogram)是指通過(guò)變量的計(jì)算和變量之間的邏輯運(yùn)算來(lái)加工的程序稱(chēng)之為宏程序,也是變量的組合。是一種可以靈活、方便運(yùn)用的程序,只要改其變量的值,即可以完成形狀類(lèi)似不同的加工和操作。宏程序可以簡(jiǎn)化程序的編制,提高工作效率。宏程序也可以像子程序一樣用一個(gè)簡(jiǎn)單的指令調(diào)用。宏程序可以分為A類(lèi)宏程序和B類(lèi)宏程序。其中B類(lèi)宏程序也是我們?cè)谏a(chǎn)加工中最常用到的宏程序類(lèi)型。
1.變量的表示方法
在常規(guī)的主程序和子程序中,經(jīng)常把一個(gè)具體的數(shù)值賦值給一個(gè)地址。
(1)變量的表示一般是用變量符號(hào)#+變量號(hào)。
宏程序最主要的組成部分是轉(zhuǎn)移和循環(huán)。其中轉(zhuǎn)移是指當(dāng)條件未達(dá)到加工要求程序會(huì)自動(dòng)跳轉(zhuǎn)到指定的程序段重新進(jìn)行加工,通常我們用GOTO來(lái)執(zhí)行跳轉(zhuǎn)指令。循環(huán)則是通過(guò)自己設(shè)置的特定格式的符號(hào)來(lái)完成的,例如N10 N20 N30 N40 N50……
2 根據(jù)圖紙圖形要求確定加工工藝
3 分析工藝過(guò)程
過(guò)程包括:
1.準(zhǔn)備材料;
2.確定需要加工的工件內(nèi)容;
3.對(duì)零件的圖紙進(jìn)行工藝分析;
4.選擇并制定加工工藝方案;
5.選擇適合的數(shù)控加工機(jī)床;
6.分析確定加工路線;
7.選擇合理的切削參數(shù);
8.編寫(xiě)加工程序,并進(jìn)行模擬仿真和修改;
9.開(kāi)始零件加工。
4 制定相關(guān)工藝卡如表1所示
5 編寫(xiě)加工程序
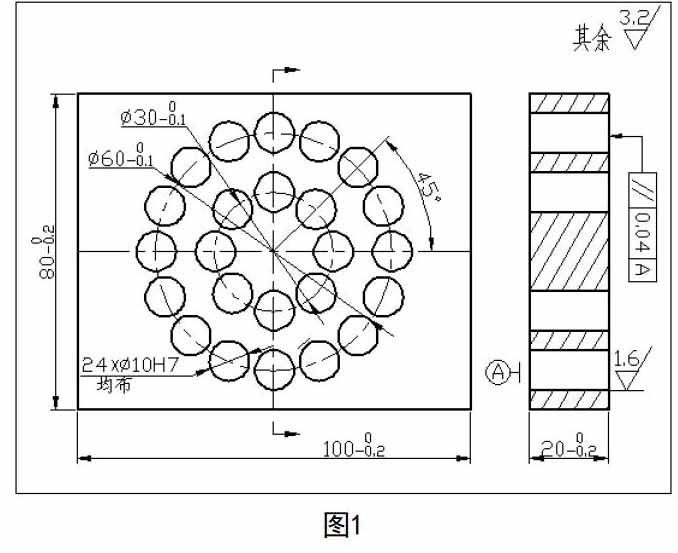
根據(jù)圖1的要求加工φ10的通孔。先用中心鉆鉆定位孔,目的是為了定心,防止麻花鉆在加工中發(fā)生傾斜。中心孔鉆好了之后,先用φ8.5的麻花鉆鉆預(yù)孔,再用φ9.8的麻花鉆擴(kuò)孔,最后用φ10的鉸刀精加工孔來(lái)達(dá)到圖紙的相關(guān)技術(shù)要求。
用φ8.5的麻花鉆鉆好預(yù)孔之后,需要更換鉆頭,我們可以選用φ9.8的麻花鉆再進(jìn)行擴(kuò)孔。換完鉆頭之后我們首先應(yīng)該要做的就是對(duì)刀,因?yàn)樵诩庸さ倪^(guò)程中工件沒(méi)有拆卸移動(dòng),所以X、Y 軸方向可以不用再進(jìn)行對(duì)刀,只需要測(cè)量設(shè)置Z坐標(biāo)軸就可以了。加工程序仍然可以選用上述鉆孔程序。最后再用φ10的鉸刀進(jìn)行鉸孔精加工,以此來(lái)達(dá)到孔的技術(shù)要求。
2.用鉸刀進(jìn)行精加工的程序如下:
當(dāng)然這個(gè)工件也可以用調(diào)用子程序的方法加工出來(lái),對(duì)于子程序的調(diào)用這個(gè)方法來(lái)說(shuō)它有一定的局限性。如圖1所表示的那樣,在φ30圓的一周鉆孔每45°鉆一個(gè)φ10的孔,一周需要鉆8個(gè)孔。如果用子程序調(diào)用的方法來(lái)加工,在主程序里面就要編寫(xiě)調(diào)用8次子程序才可以完成;在φ60圓的一周鉆孔每22.5°鉆一個(gè)孔,要調(diào)用16次子程序才可以完成,程序編寫(xiě)較為麻煩。然而不同的是,如果我們選擇編寫(xiě)宏程序加工的話,我們的編程量會(huì)大大減少,只需設(shè)置好程序變量就能編寫(xiě)出簡(jiǎn)單的程序。不需要花大量的時(shí)間和精力來(lái)編寫(xiě)主程序與子程序。這樣既提高了效率又避免了不必要的錯(cuò)誤。
參考文獻(xiàn)
1.徐國(guó)權(quán).《機(jī)床結(jié)構(gòu)編程與操作》 江蘇鹽城技師學(xué)院,2013.07
2.陳海舟《數(shù)控銑削加工宏程序及應(yīng)用實(shí)例》機(jī)械工業(yè)出版社,2011.01