環形軌自動化制孔系統孔位修正方法
2015-01-08 06:03:10畢運波涂國嬌沈立恒李汝鵬
浙江大學學報(工學版) 2015年10期
畢運波,涂國嬌,方 偉,沈立恒,李汝鵬
(1.浙江大學機械工程學系,浙江杭州310027;2.浙江大學土木工程學系,浙江杭州310027)
環形軌自動化制孔系統孔位修正方法
畢運波1,涂國嬌1,方 偉2,沈立恒2,李汝鵬2
(1.浙江大學機械工程學系,浙江杭州310027;2.浙江大學土木工程學系,浙江杭州310027)
為了滿足大型飛機機身段壁板對接面區域的高質量制孔要求,提出基于六軸聯動環形軌自動化制孔系統的孔位修正方法.該方法采用激光位移傳感器以非接觸測量的方式測量并求解得到基準孔的法矢,結合視覺測量系統獲取的基準孔孔位誤差,通過插值Coons曲面方法計算待加工孔的孔位誤差向量,并補償至理論坐標,實現孔位修正.利用筒狀飛機機身壁板模型對該方法進行驗證.結果表明,與雙線性插補方法相比,該方法綜合考慮了壁板外形表面曲率變化因素,孔位修正精度較高,保證了機身段壁板對接區域制孔的幾何精度要求.
環形軌自動化制孔系統;激光位移傳感器;法矢;Coons曲面;孔位修正
在飛機裝配過程中,飛機結構件之間的連接通常以機械連接為主,而連接孔加工和裝配質量對于提高連接精度、保證飛機使用壽命及安全性有重要影響.據統計可知,70%的飛機機體疲勞失效事故起因于結構連接部位,其中80%的疲勞裂紋往往發生于連接孔處[1].為了提高飛機裝配質量和效率,可以采用自動化制孔設備改善連接孔的加工精度和質量.環形軌自動化制孔系統作為一種重要的自動化制孔設備,主要用于實現機身段壁板對接面區域制孔.由于壁板對接面區域待加工孔的理論孔位與實際孔位之間存在偏差,導致末端執行器難以實現精確定位.產品制造幾何誤差、溫度變化引起的熱變形誤差及自重導致的變形誤差等因素都可以導致孔位偏差.為了保證實際孔間距和排距的均勻分布,有必要對理論孔位置進行修正.在對孔位修正技術的研究中,Zhu等[2]通過基于制孔區域的基準孔誤差向量構建雙線性誤差平面,實現了對制孔區域的孔位進行線性插值補償.機身段壁板對接區域主要由二次曲面及三次曲面構成,且孔位誤差與壁板的曲率有關,故雙線性插值補償方法存在一定的局限性.
為了準確表達機身段壁板對接面處的二次曲面和三次曲面,本文在構建孔位誤差補償模型過程中引入了曲面法矢信息.在法矢計算的相關研究中,薛漢杰等[3]采用三點接觸式位移傳感器實現法向調整,但由于接觸式位移傳感器精度較低,法向調整精度較難保證.秦現生等[4]利用機翼表面上待鉆鉚點附近三點的坐標表征鉆鉚區域的空間姿態.為了防止由于某一點誤差較大而影響法矢的計算精度,目前較普遍的方法是根據待鉆鉚點附近四點的坐標表征該點的法矢.張來喜等[5]提出的四點擬合球面算法,以球面近似代表制孔點區域曲面,并用制孔點在球面上的法向量近似代表制孔點的曲面法矢,但對于與球面曲率相差較大的曲面,法矢計算較復雜且精度較低.鄒冀華等[6]通過4個安裝高度一致的激光位移傳感器調整法向,雖然實現了高精度的法向調整,但對激光位移傳感器的裝配工藝要求提出了更高的要求.
針對以上問題,本文提出一種面向六軸聯動環形軌自動化制孔系統的孔位修正方法.該方法利用激光位移傳感器測距獲得基準孔周圍區域的四點坐標,并計算得到基準孔法矢;結合視覺測量系統測得的基準孔位偏差,構建孔位誤差補償模型,并利用該補償模型修正孔位理論坐標,從而提高制孔精度,保證制孔質量.
1 環形軌自動化制孔設備
環形軌自動化制孔系統可以在程序驅動下實現六軸聯動的數字控制、加工孔深控制、壓腳壓力自動氣動調節、加工表面法向測量、孔位修正等功能.憑借導軌上的真空吸盤,可以吸附于飛機壁板進行制孔,且制孔效率高、質量好,使用較方便和靈活[7].如圖1所示,該系統主要由末端執行器、環形軌道、保持架、下部托架等部件組成.
環形軌末端執行器即環形軌制孔設備,可以實現在弧形段區間內5自由度的自動化制孔.如圖2所示,該設備由X向托板、A軸轉臺、Y向托板、B軸轉臺、Z1軸托板、Z2軸托板及壓腳、激光位移傳感器(法向檢測單元)、視覺測量系統等組成[8].
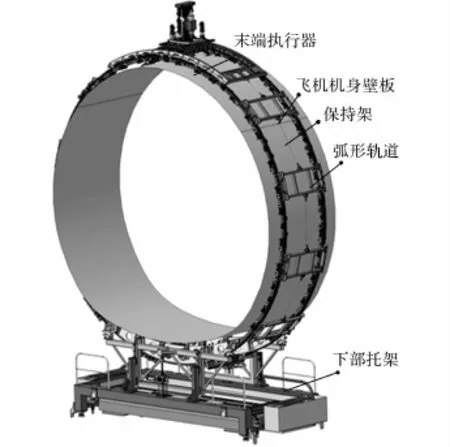
圖1 環形軌自動化制孔系統Fig.1 Flexible track automatic drilling system
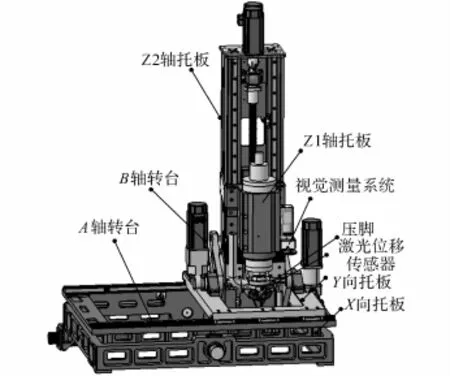
圖2 環形軌末端執行器Fig.2 End-effector of flexible track automatic drilling system
2 孔位修正原理
在環形軌自動化制孔系統中,首先視覺測量系統可以測量得到在視覺系統坐標系下的基準孔坐標QT.考慮到視覺坐標系通常與飛機坐標系不重合,將QT轉化為在飛機坐標系下的基準孔實際坐標Qt,并將Qt與離線編程系統輸出的基準孔理論坐標Q't比較,從而得到4個基準孔誤差向量ΔPi(i=1,2,3,4).末端執行器上的4個激光位移傳感器可以測得每個基準孔周圍的4點坐標(xi,yi,zi),由此可以求解出各基準孔法矢ni.結合ΔPi和ni(i=1,2,3,4)擬合Coons曲面構建誤差曲面函數ΔQ(u,ω),利用待加工孔坐標計算出孔位誤差ΔQ*,并補償到該孔的理論坐標Q上進行孔位修正,得到新的理論坐標Q*,計算過程如圖3所示.
3 孔位修正方法
3.1 法矢計算
法向檢測單元是制孔孔位法向修正的重要部件,由位于壓腳前端的4個激光位移傳感器A1、A2、A3和A4組成,激光位移傳感器能夠以非接觸測量的方式精確測得與被測物體之間的距離.標定后的法向檢測單元可以確定激光位移傳感器的位置坐標以及激光發射的方向向量[9].可以確定飛機壁板上激光投影點Q1、Q2、Q3和Q4的坐標(xi,yi,zi)(i=1,2,3,4).投影點連線的中點分別為M1、M2、M3和M4,如圖4所示為待加工孔法矢的計算示意圖.
由幾何學基礎可知,M1、M2、M3和M4的坐標為兩端點坐標之和的1/2,結合三角形中位線定理可知,M1M2∥Q1Q3∥M3M4和M1M4∥Q2Q4∥M2M3.根據平行四邊形判定原理,可以推得M1、M2、M3和M4位于同一平面且組成平行四邊形.平面M1M2M3M4的單位法矢n可以由平行四邊形任意相鄰邊的向量積計算得到:
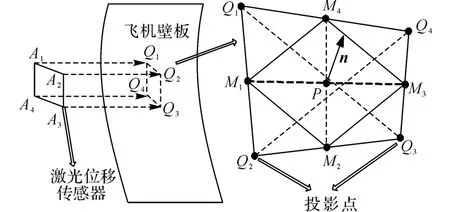
圖4 法矢計算示意圖Fig.4 Calculation of normal vectors


同理,可以分別得到B、C、D三點的切矢分別為τ2、τ3、τ4.
切矢的模長影響曲線段的豐滿程度,如圖6所示.圖中,t為圖中實線首末端點切矢的模長,2t、10t、20t分別為其他3條曲線首末端點的切矢模長.由圖6可得,當端點坐標相同時,切矢模長越大,曲線越豐滿.為了得到理想的曲線段,一般切矢模長不應超過弦長的3倍[11],在實際應用中以擬合曲線最接近實際曲線的切矢模長為理想的切矢模長.
3.2 基準孔位誤差計算
由視覺測量系統可得視覺系統坐標系下飛機壁板上4個基準孔的坐標.通過建立視覺系統坐標系和飛機坐標系之間的轉換關系,得到在飛機坐標系下基準孔的實際坐標Qt[7].將Qt與離線編程中基準孔的理論坐標Q't之間的偏差ΔP作為孔位誤差[10],計算方法如下所示:

由式(2)可得飛機壁板上基準孔的孔位誤差,可以表示為:ΔPi=(Δxi,Δyi,Δzi)(i=1,2,3,4).
3.3 孔位誤差曲面擬合和修正
3.3.1 切矢計算 采用構造雙線性Coons曲面的方法擬合誤差曲面函數.首先以Ferguson曲線擬合制孔區域垂直于航向的2條理想邊界曲線,然后以直線擬合航向的2條理想邊界曲線.
擬合Ferguson曲線需要知道各端點的切矢,如圖5所示為切矢計算示意圖.分別以A、B、C、D表示各基準孔,P1、P2、P3和P4表示各基準孔坐標(xi,yi,zi)(i=1,2,3,4).由3.1節所述的法矢計算方法可得各基準孔的法矢分別為:n1、n2、n3和n4.設向量AB→和n1構造的平面為α,np為平面α的法向量,則A點的單位切矢為
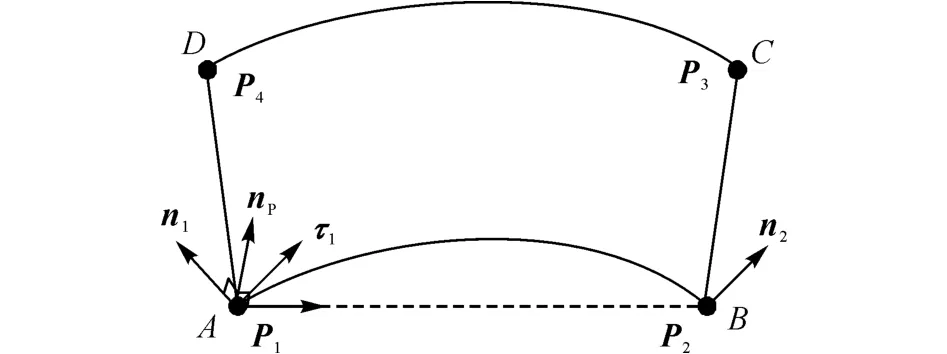
圖5 切矢計算示意圖Fig.5 Calculation of tangential vectors
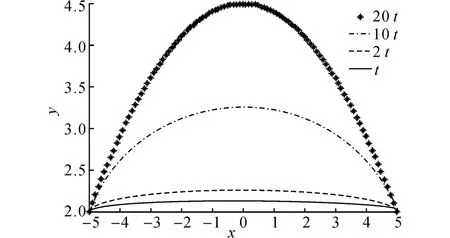
圖6 切矢模長對曲線段豐滿程度的影響Fig.6 Effects of tangent vectors length have on curves
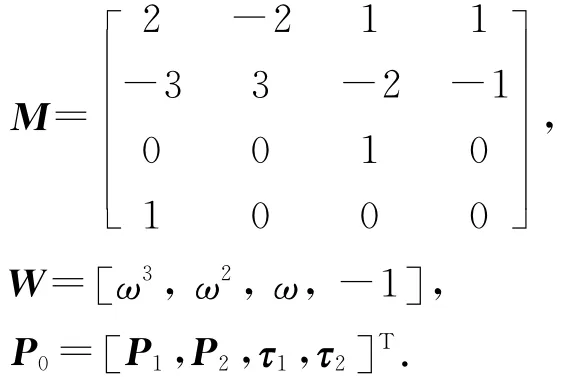
3.3.2 Ferguson曲線擬合 Ferguson首先在飛機設計中應用了參數三次曲線[12-13],曲線段的表達式為

切矢為

式中:ω∈[0,1.0];a0、a1、a2、a3為待定矢量,給定曲線的首末端點P1、P2及切矢τ1、τ2,可以擬合曲線如下所示:

式中:
同理,擬合P3、P4之間的曲線有

式中:

擬合后AB曲線方程為

CD曲線方程為

3.3.3 曲線嚴格上凸條件 根據凸曲線定理可知,曲線嚴格上凸的充分條件為曲線的Hessian矩陣嚴格負定[14].根據3.3.2節可得,Ferguson曲線方程f=f(x,y,z),Hessian矩陣為

設N=?2f,若對于任何向量U=[u1,u2,u3]T都有UTNU<0,則稱該Hessian矩陣負定,該條件可以用于驗證并調整曲線切矢.
3.3.4 Coons曲面構造 由于環形軌自動化制孔系統的加工對象多為圖7所示的飛機機身段壁板對接面區域,該類壁板沿飛機航向機身對接段區域的曲率變化較小,故P1P4、P2P3可以近似擬合成直線,表達式如下所示:
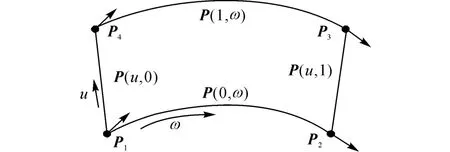
圖7 曲線擬合示意圖Fig.7 Interpolating curves of fuselage panel
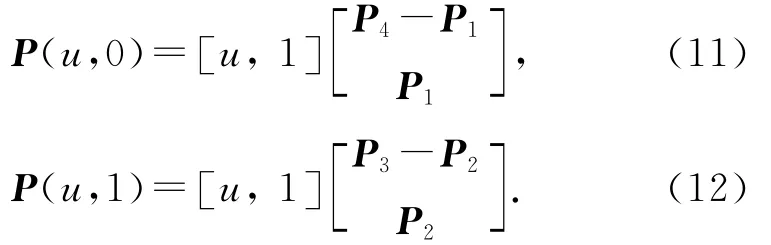
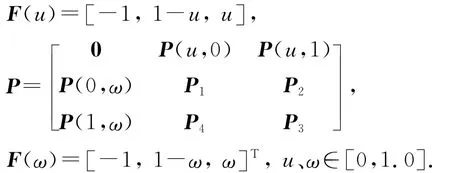
插值雙線性Coons曲面[15]為

式中:
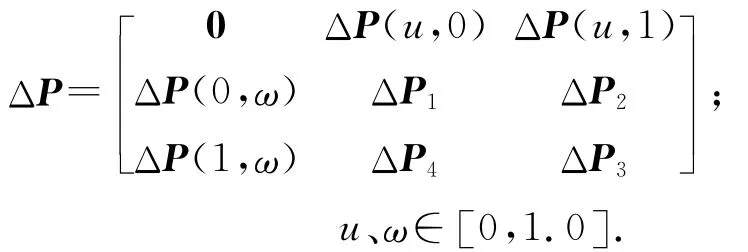
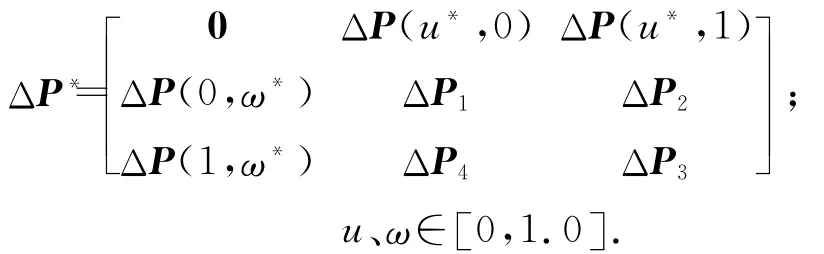
3.3.5 孔位修正 如圖8所示,ΔP1、ΔP2、ΔP3、ΔP4為各基準孔的實際位置與理論位置的偏差向量.
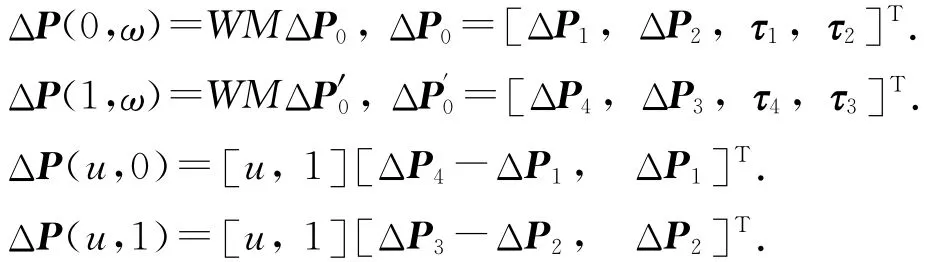
根據3.3.4節所述的方法,可以擬合得到如下所示的制孔區域誤差曲面函數:

式中:
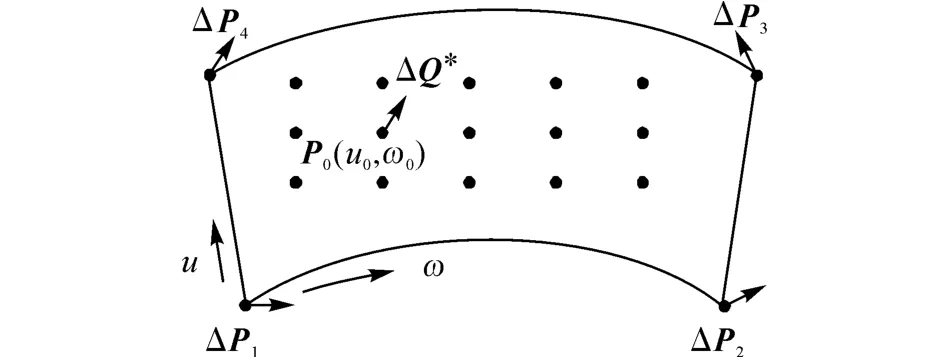
圖8 孔位修正圖Fig.8 Hole position correction
其中,
將制孔點坐標投影到圖8所示的u、ω方向,可得該制孔點在u、ω方向的坐標u*、ω*,并將u*、ω*代入式(15),可得待加工區域任一點P0的誤差向量:

式中:
將ΔQ*補償至待加工孔的理論坐標上即可實現孔位修正.
4 算例及試驗
4.1 法矢求取算例
為了驗證上述法矢計算方法的正確性與合理性,以下式所示的橢圓曲面為例進行說明:

式中:a=3000,b=2000.M(420.791,1980.228,-53.445)為曲面上待加工孔位坐標,且M點處的曲面外法矢的理論值nthe=[0.094,0.996,0].如圖9所示,記各位移傳感器的安裝平面為β,傳感器探頭位置A1、A2、A3、A4構成中心為A0的87 mm×92 mm的矩形,A0點和待加工點M均處于末端執行器的軸線上,實際檢測過程中點M位置由控制系統讀出.傳感器以直線A0M的方向對曲面進行檢測.其中A0M=91.367,可得A0坐標為(441.081,2069.314,-53.445),且4個位移傳感器的檢測值為A1M1=95.328,A2M2=80.689,A3M3=88.259,A4M4=102.085;求得在M點處的曲面外法矢為ncal=[-0.094,-0.996,0],nthe與測量所得的外法矢ncal夾角的余弦值如下式所示:nthencal/(|nthe‖ncal|)≈1.該式表明,nthe與ncal的夾角近似為0,即兩者近似平行,證明該法矢求取算法具有較高的精度.
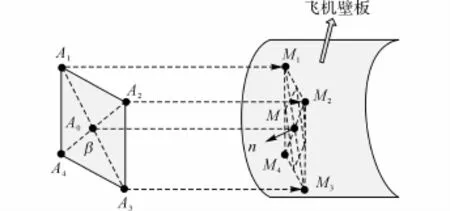
圖9 法矢求取示意圖Fig.9 Calculation of normal vector
4.2 孔位修正算例
為了驗證上述孔位修正算法的正確性與合理性,以下式所示的圓筒形飛機壁板為例進行驗證.

具體步驟如下.
1)如圖10所示,取壁板上夾角∠AOB=60°的區域為研究對象.其中A、B、C和D為該制孔區域的基準孔,孔位坐標及法矢如表1所示.AD和BC均為直線且相互平行,圖中點為1~16均勻分布于制孔區域的孔位,即孔間距和排距分布均勻.

圖10 孔位示意圖Fig.10 Positions of all holes
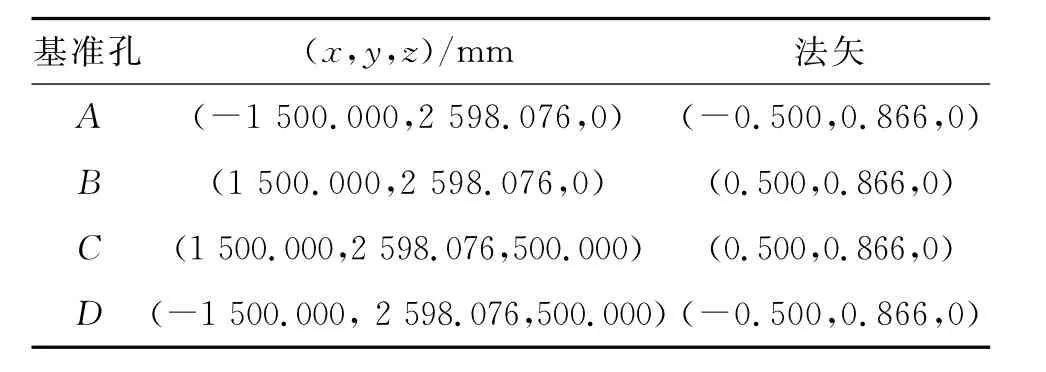
表1 基準孔位的理論坐標及法矢Tab.1 Nominalcoordinatesandnormalvectorsofreference holes
2)假設由于安裝誤差及制孔誤差等因素的影響導致基準孔A、B、C、D偏移至如圖10所示A*、B*、C*和D*的位置.基準孔的偏差如表2所示,為了保證待加工孔的間距和排距分布均勻,1~16孔偏移后的理想坐標值如表3所示.
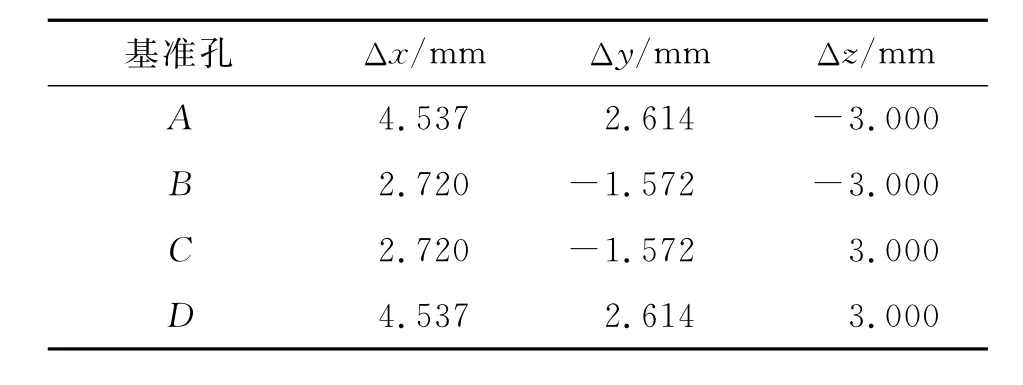
表2 4個基準孔偏差Tab.2 Erroroffourreferenceholes
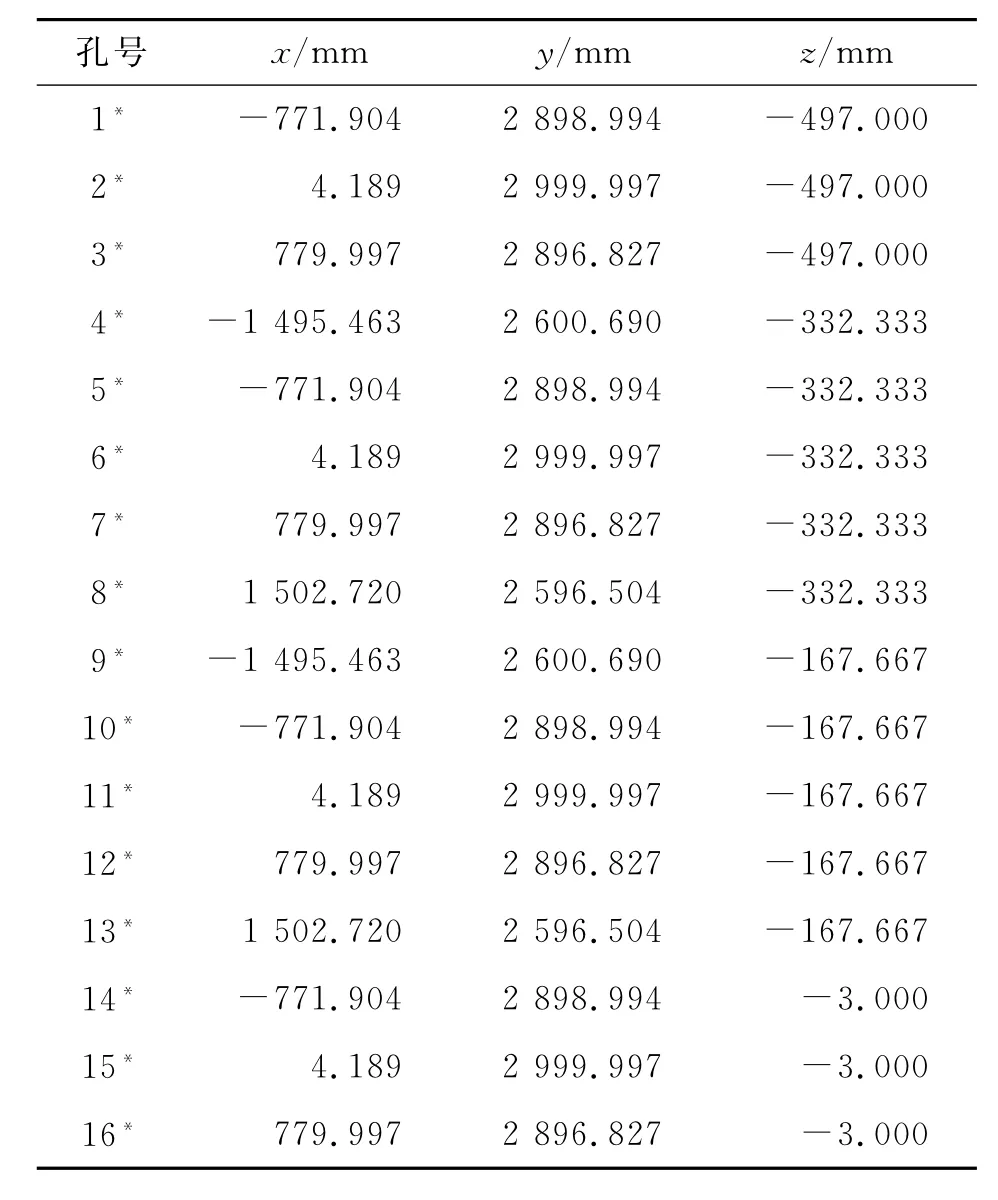
表3 偏移后各孔坐標Tab.3 Coordinatesof16holesaftertransformation
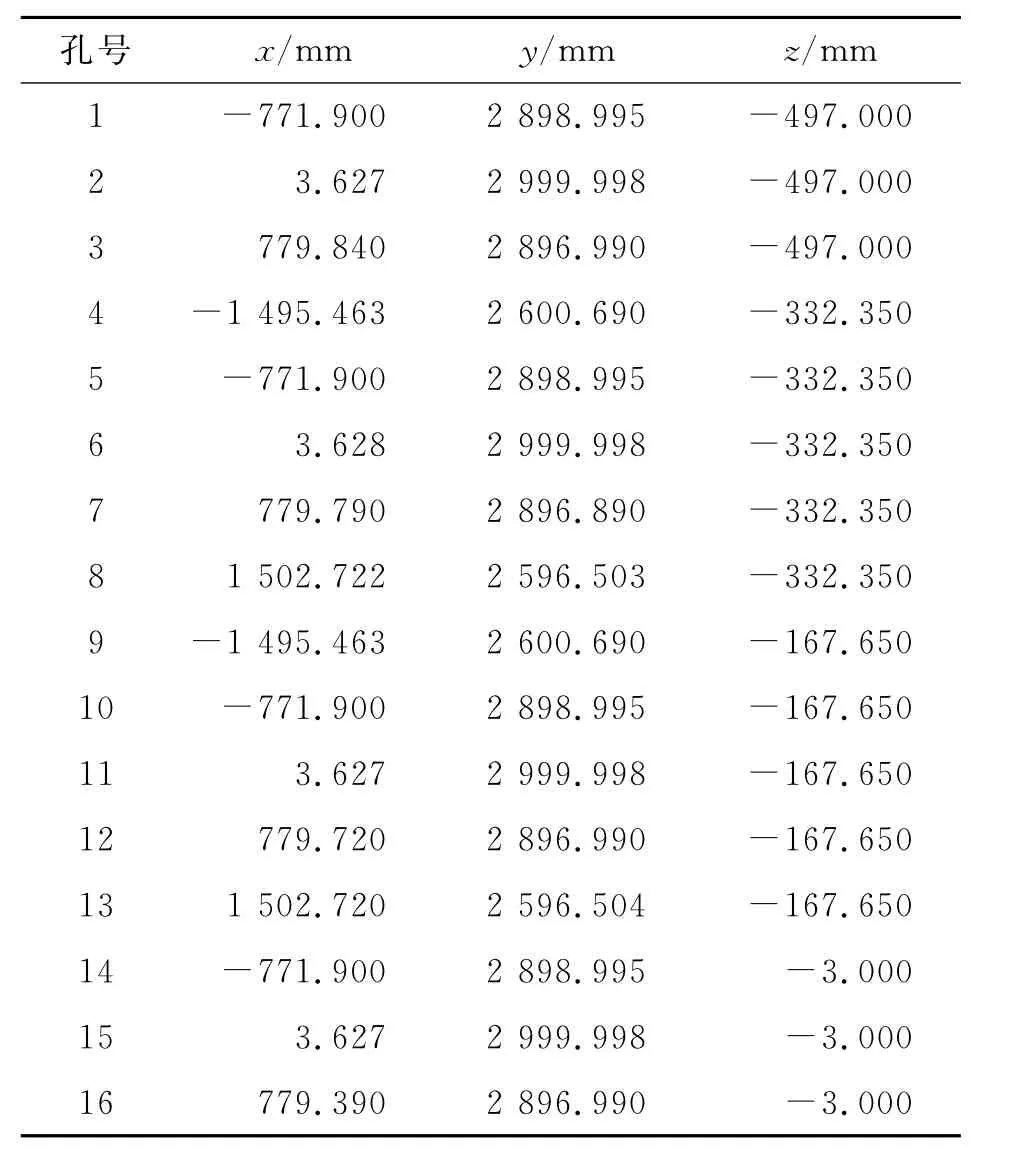
表4 孔位修正法插補后各孔坐標Tab.4 Coordinatesof16holesaftererrorinterpolating withmethodofpositioncorrection
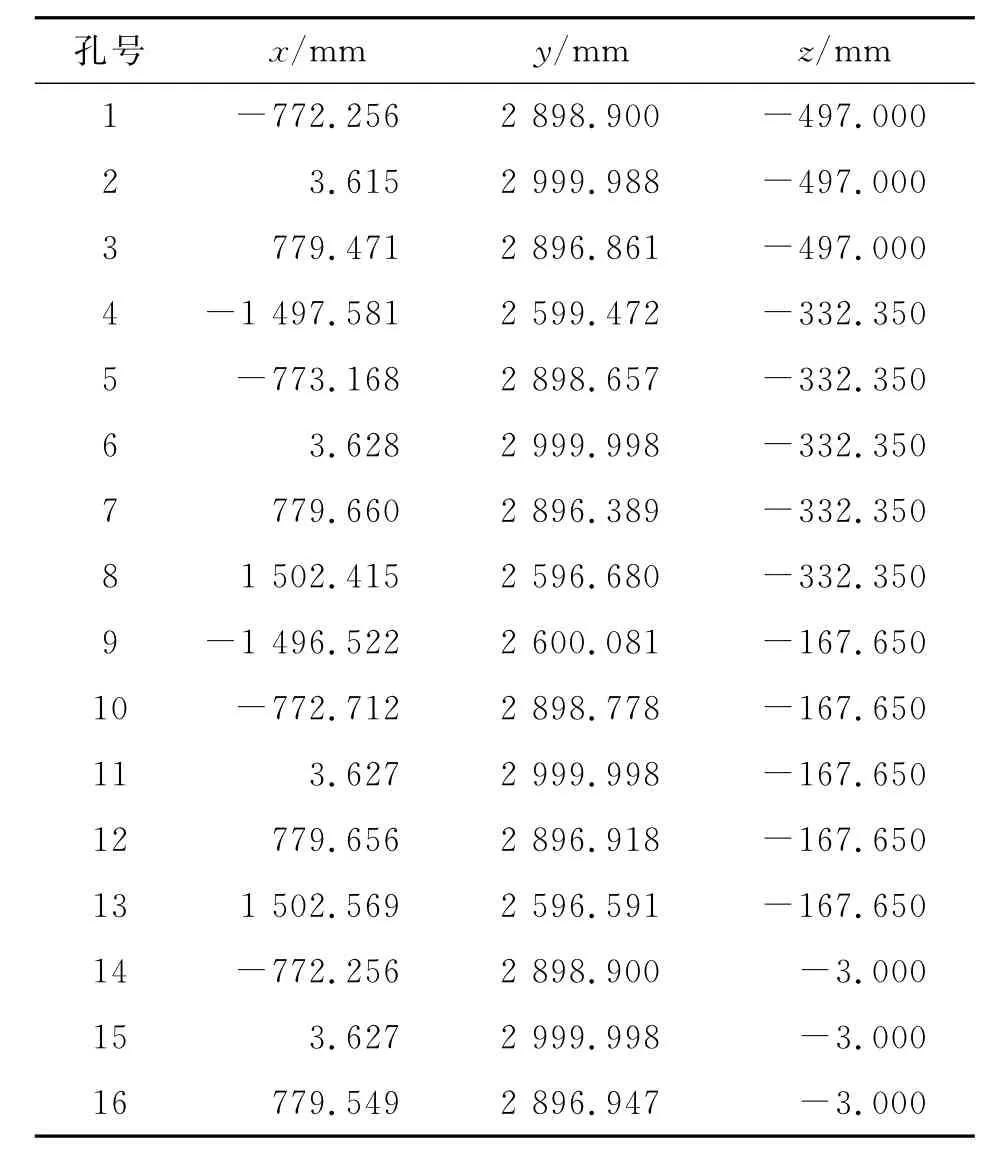
表5 雙線性插補法修正后的各孔坐標Tab.5 Coordinatesof16holesaftererrorinterpolating withdoublelinearpositioncorrectionmethod
3)分別利用雙線性插補和本文所述的孔位修正方法對待加工區域內的16個孔位進行孔位修正,并將修正后的坐標投影到壁板上.如表4和5所示分別為采用上述2種方法進行孔位修正后的各孔在壁板上的投影坐標.將投影點的坐標與表3中1~16孔的坐標比較得到的誤差曲線分布如圖11所示.圖中,ΔE1為未修正時各孔的位置偏差,ΔE2為利用本文所述孔位修正方法插補后各孔的位置偏差,ΔE3為利用雙線性插補方法進行孔位修正后各孔的位置偏差.
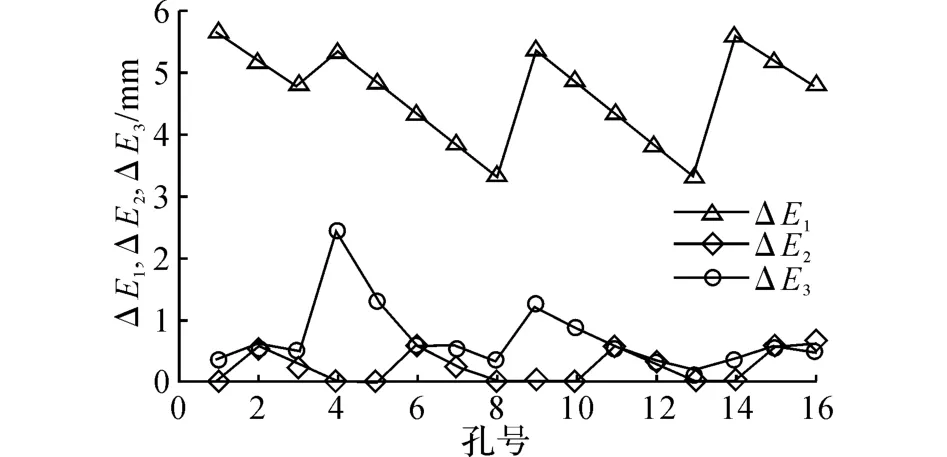
圖11 各孔定位精度比較圖Fig.11 Comparison of position errors of16 holes
在不進行補償的情況下,與各孔的理論值相比,最大孔位偏差可達5.586 mm,而最小孔位偏差有3.302 mm;當采用雙線性插補方法進行補償后,最大孔位偏差減小至2.442 mm,而最小孔位偏差為0.175 mm;當采用本文方法進行誤差補償后,最大孔位偏差進一步減小,僅為0.628 mm,而最小孔位偏差只有0.005 mm,孔位精度得到明顯提高.比較以上結果可知,本文所述的孔位修正方法可以明顯地改善孔位間的相對位置精度,且孔位修正效果優于線性插補,滿足機身段對接區域壁板制孔的幾何精度要求.
5 結 論
(1)本文提出新的曲面法矢計算方法,能夠快速、有效地獲取壁板加工表面法矢信息.
(2)基于壁板加工表面法矢和孔位視覺測量數據,構建新的孔位誤差曲面補償模型,能夠有效地修正孔位理論坐標,保證制孔精度.
(3)算例結果表明,本文提出的孔位修正方法綜合考慮了壁板外形表面的曲率變化,孔位修正的效果優于線性插補方法.
(
):
[1]許國康.自動鉆鉚技術及其在數字化裝配中的應用[J].航空制造技術,2005(6):45-49.
XU Guo-kang.Automatic riveting technology and the apply in digital assembly[J].Aeronautical Manufacturing Technology,2005(6):45-49.
[2]ZHU W,QU W.An off-line programming system for robotic drilling in aerospace manufacturing[J].International Journal of Advanced Manufacturing Technology,2013,68(9-12):2535-2545.
[3]薛漢杰,張敬佩.蒙皮類部件鉆孔法向的測量和調整[J].航空制造技術,2010(23):60-62.
XUE Han-jie,ZHANG Jing-pei.Normal measurement and adjustment for skin drilling[J].Aeronautical Manufacturing Technology,2010(23):60-62.
[4]秦現生,汪文旦,樓阿莉,等.大型壁板數控制孔的三點快速調平算法[J].航空學報,2007,28(6):1455-1460.
QIN Xian-sheng,WANG Wen-dan,LOU A-li,et al.Three-point bracket regulation algorithm for drilling and riveting of aerofoil[J].Acta Aeronautica et Astronautica Sinica,2007,28(6):1455-1460.
[5]張來喜,王興松.曲面柔性制孔機器人末端執行器及其法向姿態調整的一種新算法[J].東南大學學報:英文版,2012,28(1):29-34.
ZHANG Lai-xi,WANG Xing-song.A novel algorithm of normal attitude regulation for the designed end-effector of a flexible drilling robot[J].Journal of Southeast University:English Edition,2012,28(1):29-34.
[6]鄒冀華,周萬勇,韓先國.飛機裝配中基于3-RPS的并聯機構法向調整算法[J].中國機械工程,2011,22(5):557-560.
ZOU Ji-hua,ZHOU Wan-yong,HAN Xian-guo.Normal adjusting algorithm of a 3-RPS parallel mechanism in airplane assembly[J].China Mechanical Engineering,2011,22(5):557-560.
[7]BI Yun-bo,JIANG Yi-hang,LI Yong-chao,et al.A new flexible track automatic drilling system[J].Mechanics and Materials,2013,433-435:2178-2183.
[8]江一行.環形軌自動化制孔系統開發及其運動學方程解析[D].杭州:浙江大學,2014.
JIANG Yi-hang.Development andkinematics equation analysis of flexible track automatic drilling system[D].Hangzhou:Zhejiang University,2014.
[9]畢運波,李永超,顧金偉,等.機器人自動化制孔系統[J].浙江大學學報:工學版,2014,48(8):1427-1433.BI Yun-bo,LI Yong-chao,GU Jin-wei,et al.Robotic automatic drilling system[J].Journal of Zhejiang University:Engineering Science,2014,48(8):1427-1433.
[10]TIAN Wei,ZHOU Wei-xue,ZHOU Wei,et al.Autonormalization algorithm for robotic precision drilling system in aircraft component assembly[J].Chinese Journal of Aeronautics,2013,26(2):495-500.
[11]FAUX I D,PRAT M J.Computational geometry for design and manufacture[M].Chichester:Ellis Horwood Ltd,1979.
[12]FERGUSON J C.Multivariable curve interpolation,report No.D2-22504[R].Seattle:The Boeing Company,1963.
[13]FERGUSON J C.Multivariable curve interpolation [J].Journal of the ACM,1964,11(2):221-228.
[14]BOYD S,VANDENBERGHE L.Convex optimization [M].England:Cambridge University Press,1906.
[15]朱心雄.自由曲線曲面造型技術[M].北京:科學出版社,2000.
Correcting method of hole position for flexible track automatic drilling system
BI Yun-bo1,TU Guo-jiao1,FANG Wei2,SHEN Li-heng2,LI Ru-peng2
(1.Department of Mechanical Engineering,Zhejiang University,Hangzhou 310027,China;2.Department of Civil Engineering,Zhejiang University,Hangzhou 310027,China)
A method of hole position correction for a flexible track automatic drilling system with six axes was proposed in order to meet the high drilling accuracy requirement of aerospace fuselage join assembly.The method was presented by measuring and computing the normal vector of the reference holes through four non-contact laser displacement sensors.The error of reference holes can be obtained based on the vision measurement system.A position correction method using error data of reference holes was developed by interpolating the Coons surface.Then the position correction can be realized by adding error to the nominal coordinates of the holes.The method was tested on a cylinder model.Results indicate that the method accounting for the changing curvature of the panel shape has higher accuracy of hole position correction and can effectively meet the geometric accuracy requirement of aircraft panels compared with the double linear interpolating method.
flexible track automatic drilling system;laser displacement sensor;normal vector;Coons surface;hole position correction
TH12
A
1008-973X(2015)10-1863-07
2014-09-05.浙江大學學報(工學版)網址:www.journals.zju.edu.cn/eng
國家自然科學基金資助項目(51275463).
畢運波(1979—),男,副教授,從事飛機數字化裝配技術的研究.ORCID:0000-0002-6270-3030.E-mail:zjubyb@zju.edu.cn
