二次開發(fā)技術(shù)在26 mm厚壓力容器管接頭焊接模擬的應(yīng)用
2015-01-16 03:46:34李云濤王玉龍李耀榮張振宇
電焊機(jī) 2015年7期
李云濤,王玉龍,李耀榮,張振宇
(1.天津理工大學(xué)材料科學(xué)與工程學(xué)院,天津300384;2.天津市光電顯示材料與器件重點(diǎn)實(shí)驗室,天津300384;3.天津?qū)毘蓹C(jī)械制造股份有限公司,天津300350)
二次開發(fā)技術(shù)在26 mm厚壓力容器管接頭焊接模擬的應(yīng)用
李云濤1,2,王玉龍1,2,李耀榮3,張振宇3
(1.天津理工大學(xué)材料科學(xué)與工程學(xué)院,天津300384;2.天津市光電顯示材料與器件重點(diǎn)實(shí)驗室,天津300384;3.天津?qū)毘蓹C(jī)械制造股份有限公司,天津300350)
壓力容器中筒體與接管的連接處即壓力容器的不連續(xù)區(qū)域,在焊接過程中將產(chǎn)生局部應(yīng)力,焊后存在一定的變形。利用Swing、Awt技術(shù)開發(fā)出用于壓力容器管接頭焊接過程參數(shù)化模擬程序,分別對材料屬性、熱源參數(shù)制定、建模過程、運(yùn)算過程及方法進(jìn)行了“宏”處理。旨在簡化模擬過程提高制定合理焊接工藝參數(shù)的效率,最終為減小焊接變形提高焊接質(zhì)量提供參考,進(jìn)而減少材料和資源的浪費(fèi)。
P335GH;焊接;有限元軟件;二次開發(fā)
0 前言
壓力容器是石油、輕工、機(jī)械等工業(yè)中廣泛使用的承壓設(shè)備,因而壓力容器的安全非常重要,如何從設(shè)計、技術(shù)等方面解決安全風(fēng)險變得尤為重要。在壓力容器設(shè)計方面,當(dāng)前世界各國均能嚴(yán)格按照規(guī)范化進(jìn)行。在技術(shù)方面,壓力容器的不連續(xù)區(qū)通常為壓力容器的高應(yīng)力區(qū),由于其幾何形狀的復(fù)雜性,給解析法的求解分析帶來了一定的困難。
近年來隨著計算機(jī)技術(shù)的高速發(fā)展,計算機(jī)技術(shù)作為一種手段正在滲透到材料加工的各個領(lǐng)域。鑒于此,本研究針對調(diào)節(jié)空氣/油壓力罐的壓力容器管接頭處進(jìn)行局部采樣施焊實(shí)驗,整合預(yù)用的焊接參數(shù)。采用二次開發(fā)技術(shù)對管接頭處焊接參數(shù)化模擬過程進(jìn)行整合,旨在為工業(yè)分析過程提供參考。
1 焊接試驗及參數(shù)
1.1 選材
壓力容器開孔處的應(yīng)力狀況十分復(fù)雜,接管與壓力容器處的焊縫尺寸將會造成此部分的結(jié)構(gòu)不連續(xù),從而也將形成局部的不連續(xù)應(yīng)力[1]。實(shí)例模型如圖1、圖2所示。
圖1 筒體與接管內(nèi)部焊接接頭形式

圖2 筒體與接管外部焊接接頭形式
試驗?zāi)覆呐铺枮镻355GH(歐標(biāo)),母材特性如圖3所示,厚度26mm,加工前預(yù)熱溫度大于等于100℃,焊接材料為大西洋焊材牌號為E5015,施焊前需進(jìn)行350℃/1 h烘干處理。
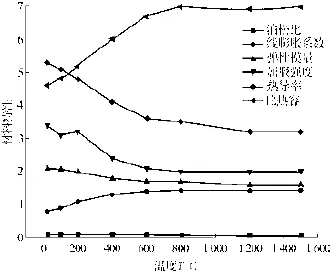
注:比熱容單位:102J/(kg·℃);熱導(dǎo)率單位:10W/(M·℃),線膨脹系數(shù)單位:10-5/℃,屈服強(qiáng)度單位:100MPa;彈性模量單位:100GMPa,密度7 850 kg/m3。圖3 母材特性參數(shù)
1.2 焊接工藝及焊接參數(shù)
根據(jù)壓力容器使用性能要求以及相關(guān)標(biāo)準(zhǔn)制定優(yōu)化出合格的焊接工藝參數(shù)并且實(shí)施焊接[2]。焊接工藝參數(shù)如表1所示,焊接相關(guān)參數(shù)如表2所示。

表1 焊接工藝參數(shù)
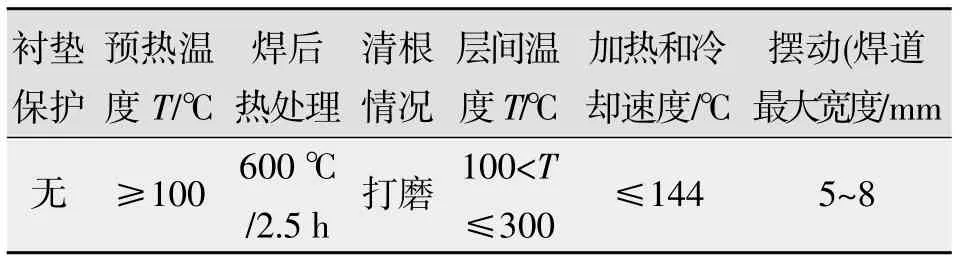
表2 焊接相關(guān)參數(shù)
2 有限元模型的建立
2.1 焊接接頭設(shè)計
針對壓力容器筒體與接管的連接,根據(jù)相應(yīng)標(biāo)準(zhǔn)進(jìn)行焊接接頭設(shè)計[3]。采用的焊接接頭形式為K型角接對接,接頭處開坡口。接頭設(shè)計如圖4所示。

圖4 筒體與接管連接處焊接接頭示意
2.2 焊接接頭熱源模型的確定
由于生死單元方法熱源模型能更有效地模擬焊縫形成和焊接熱載荷的輸入過程,且能簡單構(gòu)造焊接熱流密度函數(shù),更適用于本處接頭結(jié)構(gòu)的焊接過程模擬[4]。
因此本研究針對焊縫金屬熔化、焊接材料填充及實(shí)際的焊接過程,采用生死單元法熱源模型。在焊縫單元上加載均勻熱流的模式,使單位體積上的熱生成率趨于恒定值[5]。所依據(jù)公式為

式中U為電壓;I為電流;η為電弧效率;V為熱源作用體積。
3 焊接參數(shù)化模擬二次開發(fā)
3.1 焊接工藝參數(shù)應(yīng)用模塊
根據(jù)標(biāo)準(zhǔn)中規(guī)定的工藝參數(shù)區(qū)間進(jìn)行模擬前設(shè)定,使模擬過程更好地指導(dǎo)焊接實(shí)踐。因此程序中對熱源相關(guān)參數(shù)進(jìn)行了詳細(xì)分類,如圖5所示。此模塊對于不同的焊接工藝參數(shù)只需要對以上某一項或更多項目進(jìn)行更改設(shè)置,程序能夠即時地修改工藝參數(shù),而不必進(jìn)行循環(huán)重復(fù)初始操作[6]。

圖5 熱源相關(guān)參數(shù)設(shè)定
3.2 宏文件的創(chuàng)建
在程序運(yùn)行前將需要的參數(shù)以APDL語言的形式保存為“.mac”文件,利用預(yù)創(chuàng)建宏的便利性能夠減少參數(shù)化模擬過程中常用的幾個模塊的反復(fù)性,提高效率。另一種方式即宏文件的編譯可內(nèi)嵌于所設(shè)計的程序中,通過軟件指導(dǎo)過程生成特定的宏文件并存放于當(dāng)前工作目錄下,這樣將會方便下次的調(diào)用。若宏文件已存在,則本次的宏將覆蓋原有的同名同路徑文件,程序使用時在根目錄中前臺手動可直接調(diào)用,參數(shù)類型及參數(shù)值位于*CREATE與*END之間。
格式:*CREATE,NAME,EXT*END
NAME——文件名和路徑,若不指定路徑,將默認(rèn)為當(dāng)前的工作目錄;EXT——文件的擴(kuò)展名,用“.mac”,END為宏結(jié)束語。
3.3 宏文件的執(zhí)行
名為ABCD.mac的宏文件在搜索路徑中可以這樣執(zhí)行:*USE,ABCD。
管接頭宏文件已經(jīng)錄入在程序中,簡圖預(yù)覽功能旨在將欲用的宏文件模型展示給操作者,通過“確定”按鈕將會使用并執(zhí)行指定的宏文件。
3.4 宏文件的調(diào)用
壓力容器中常用母材的材料屬性如圖6所示,使用過程只需簡單選擇而減少了不必要的輸入。

圖6 定義材料屬性
對于分析的壓力容器局部結(jié)構(gòu)的建模進(jìn)行“宏”處理,如圖7所示。
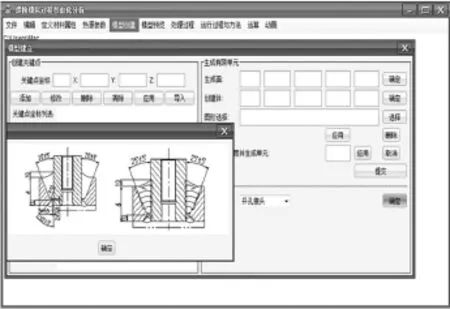
圖7 宏文件中模型預(yù)覽
3.5 宏文件的應(yīng)用
本設(shè)計的二維模型可以實(shí)時觀測接管金屬內(nèi)部與筒體金屬內(nèi)部隨焊接過程所產(chǎn)生的應(yīng)力變化情況。利用模型的創(chuàng)建模塊可以手動創(chuàng)建所需模型,也可利用已在程序中存儲的管接頭的圖形宏命令自動生成分析模型[7],如圖8所示。
3.6 模擬過程動畫截取
在此之前程序中應(yīng)對動畫的產(chǎn)生模式進(jìn)行設(shè)置,并制定焊接生死單元的運(yùn)算方法。如圖9所示,進(jìn)行自定義方法設(shè)置為分析運(yùn)算做準(zhǔn)備。圖10為第1步與第100步對應(yīng)的應(yīng)力分布[8]。

圖8 模型創(chuàng)建與預(yù)覽

圖9 定義運(yùn)算過程與方法

圖10 第1步與第100步焊接應(yīng)力分布
4 焊后殘余應(yīng)力的分布和變形
由圖11、圖12的分析結(jié)果可知:管接頭處施焊完畢時,焊縫區(qū)域是殘余應(yīng)力主要存在的區(qū)域且最大殘余應(yīng)力位于焊縫最底端,其值為197.90MPa。最大的變形量為0.013 387mm,這與實(shí)際施焊后管接頭處所測得的變形值接近[9]。
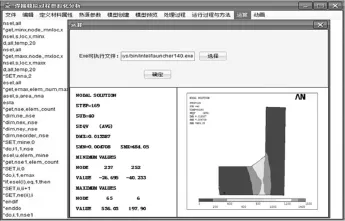
圖11 管接頭處焊后殘余應(yīng)力的分布情況

圖12 管接頭處焊后變形情況對比
對施焊后的試件進(jìn)行硬度測試以驗證工藝參數(shù)的可行性與局部的安全性。其中硬度試驗的目的是測量焊縫和熱影響區(qū)金屬的硬度,并可間接地判斷材料的焊接性。測試位置如圖13所示。
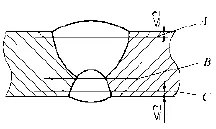
圖13 硬度實(shí)驗測試位置示意
測試線定為A、B、C三處,從左到右分別對母材區(qū)、熱影響區(qū)、焊縫區(qū)、熱影響區(qū)、母材區(qū)采用兩點(diǎn)取樣測試,硬度測試結(jié)果如表3所示[10]。

表3 硬度測試結(jié)果HV
Page 100
Application of the secondary development technology in welding simulation of pipe joints for pressure vesselw ith thickness of 26mm
LIYuntao1,2,WANG Yulong1,2,LIYaorong3,ZHANAG Zhenyu3
(1.School of Materials Science Engineering,Tianjin University of Technology,Tianjin 300384,China;2.Tianjin Key Laboratory for Photoelectric Materials Devices,Tianjin University of Technology,Tianjin 300384,China;3.Tianjin BaochengMachineryManufacturing Co.,Ltd.,Tianjin 300350,China)
The jointof shell and pipe in the pressure vessel,which is not contiguous area of the pressure vessel,and resulting in local stress in thewelding process,there is a certain deformation afterwelding.Swing,Awt technology to be used to develop a pressure vessel welding parametric simulation program,which is used formaterial properties,heat parameters set,modeling processes,the operational processes and methods do a"macro"handling.This is designed to simplify the simulation and improve the efficiency of formulating reasonable welding process parameters,ultimately provide reference for improving the quality of welding and welding distortion is reduced,thereby reducing the waste ofmaterials and resources.
P335GH;welding;finite element software;secondary development
TG457.5
A
1001-2303(2015)07-0088-05
10.7512/j.issn.1001-2303.2015.07.19
2014-08-24;
2015-01-14
天津市科技支撐計劃資助項目(14ZCDGGX00790)
李云濤(1971—),女,天津人,副教授,博士,主要從事焊接和表面處理的科研和教學(xué)工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
甘肅科技(2020年20期)2020-04-13 00:30:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:11:02
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
