花崗石鋸切過程聲發射信號特征的實驗
2015-02-21 08:37:55張美琴高振吳海融李遠黃國欽
華僑大學學報(自然科學版) 2015年6期
關鍵詞:信號
張美琴, 高振, 吳海融, 李遠, 黃國欽
(1. 廈門理工學院 機械與汽車工程學院, 福建 廈門 361021;2. 華僑大學 制造工程研究院, 福建 廈門 361021)
花崗石鋸切過程聲發射信號特征的實驗
張美琴1, 高振2, 吳海融2, 李遠2, 黃國欽2
(1. 廈門理工學院 機械與汽車工程學院, 福建 廈門 361021;2. 華僑大學 制造工程研究院, 福建 廈門 361021)
采用不同鋸切參數對G603,G657,G654三種花崗石進行鋸切實驗,監測鋸切過程工件上聲發射信號和鋸機主軸功率消耗,并以聲發射均方值(AERMS)為特征值對實驗結果進行分析.結果表明:鋸切過程中,AERMS隨著鋸切深度和進給速度的增大而增大,隨著鋸片線速度的增大而減小;與鋸切功率具有良好的線性正相關對應關系;不同花崗石鋸切時,AERMS隨鋸切參數的變化趨勢一致,但幅值存在明顯差異,花崗石的抗壓強度越高,AERMS值越大.
花崗石; 鋸切; 聲發射; 鋸切功率; 抗壓強度.
金剛石圓鋸片鋸切是石材行業主導加工方式之一.受巖石的高硬度、非均質、解離面及缺陷豐富等天然屬性影響,如何控制鋸切過程和正確判斷巖石可加工性一直都是業界的難題.盡管以往學者已對上述問題展開大量工作并取得一定研究成果,但主要依賴于鋸切力和功率這兩個過程量[1-2].聲發射(acoustic emission,AE)是材料或構件在受力過程中產生變形或裂紋時,以彈性波形式釋放出應變能的現象,一直以來都是研究巖石破碎失效過程的一個重要手段[3].鋸切過程是巖石在大量磨粒磨削作用下,不斷破碎失效的過程,必然會伴有豐富的聲發射信號.因此,國內外學者很早就嘗試將AE技術應用于巖石鋸切過程的研究.馬春孝等[4]通過單顆磨粒劃擦巖石,發現聲發射幅值波形和力波形的變化趨勢有較好的一致性.王成勇[5]研究了單顆金剛石磨粒劃擦巖石的AE信號特征,發現磨粒刻劃不同巖相組織時,聲發射均分根值(AERMS)差異較大,與巖石可加工性存在某種對應關系.Meding[6]指出圓鋸片鋸切巖石時,鋸切加工性越差,AERMS值越大,但沒有指出其與常用于評判巖石可加工性力學指標的關聯性.在加工過程監控上,胡映寧等[7]將AE應用于鋸切混凝土監測研究,但在花崗石鋸切監控上卻鮮有報道.隨著花崗石超薄件、機床結構件等高附加值產品應用的日益增多,采用AE技術監控鋸切過程倍受業界關注.本文通過對3種花崗石進行變參數鋸切,研究鋸切過程AERMS隨鋸切參數的變化規律,初步分析其與鋸切功率及巖石材料屬性的對應關系.
1 實驗方法
1.1 條件及方案
鋸切測試系統原理,如圖1所示.鋸切實驗在QHD-500型高速大切深數控橋式鋸切平臺(最高轉速為5 000 r·min-1)上進行,冷卻液采用自來水.所用金剛石圓鋸片的技術參數:直徑為500 mm,鈷基胎體,磨粒粒度為US 40/50目,體積分數為30%,結塊尺寸(長×高×寬)40 mm×5.0 mm×3.8 mm.鋸切參數組合,如表1所示.表1中:vs為線速度;vf為進給速度;ap為單次切深.每種實驗參數重復進行5次后取平均值,以提高實驗數據的可靠性.為了保證鋸片節塊工作狀態一致,每次鋸切行程后都用耐火磚對鋸片進行修整,具體放置的位置,如圖1所示.

圖1 鋸切測試系統原理圖
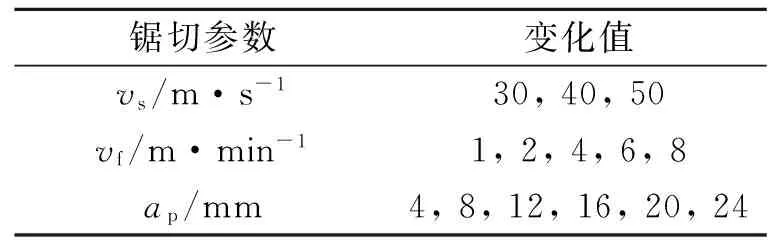
表1 鋸切實驗參數
采用DEWE-2010型信號采集分析儀采集主軸電機功率信號,監控加工中鋸切弧區功率消耗,采樣頻率為1 kHz.將ISR50-AA15型聲發射信號傳感器(美國物理聲學公司)固定在工件側邊(圖1),采用PCI-2型聲發射信號測試分析儀(美國物理聲學公司)對信號進行實時采集和分析.由于巖石的固有頻率一般在0~200 kHz之間,故設聲發射信號采樣頻率為1 MHz.實驗中選用的3種花巖石的主要礦物成分及機械性能指標,如表2所示.表2中:w石英,w正長石,w斜長石分別為石英、正長石、斜長石的體積分數;ρ為密度;HS為肖氏硬度;σbb為抗彎強度;σbc為抗壓強度.

表2 花崗巖主要礦物成分及機械性能指標
1.2 聲發射信號處理
根據聲發射信號在時間上的持續性,可分為突發型和連續型[3].由于鋸切過程是眾多磨粒相互交替連續不斷地對工件進行微觀切削,以達到宏觀上的材料去除,期間有大量的聲發射事件同時發生,在時間上不可分辨.因此,采用連續型聲發射信號分法進行分析,即以聲發射信號均方根值(AERMS,通常也稱聲發射有效值)衡量鋸切過程聲發射信號特征的變化.聲發射信號的AERMS表達式為
式(1)中:uAE為采集的聲發射電壓值,dτ為采樣時間.
一金剛石圓鋸片切入切出工件完整過程中,其鋸切功率(P)、聲發射信號電壓值(uAE)和AERMS,如圖2所示.由圖2可知:在鋸片切入、平穩鋸切和切出工件3個階段中,AERMS和功率信號都隨之呈現顯著規律性變化;鋸片進入A-B鋸切階段,由于鋸片與工件接觸弧長不變,處于穩定鋸切階段[2],因此,AERMS和功率信號也都進入相對穩定階段.為了便于研究,文中取平穩鋸切階段的uAE和功率信號進行分析,即圖上的A-B區間信號.
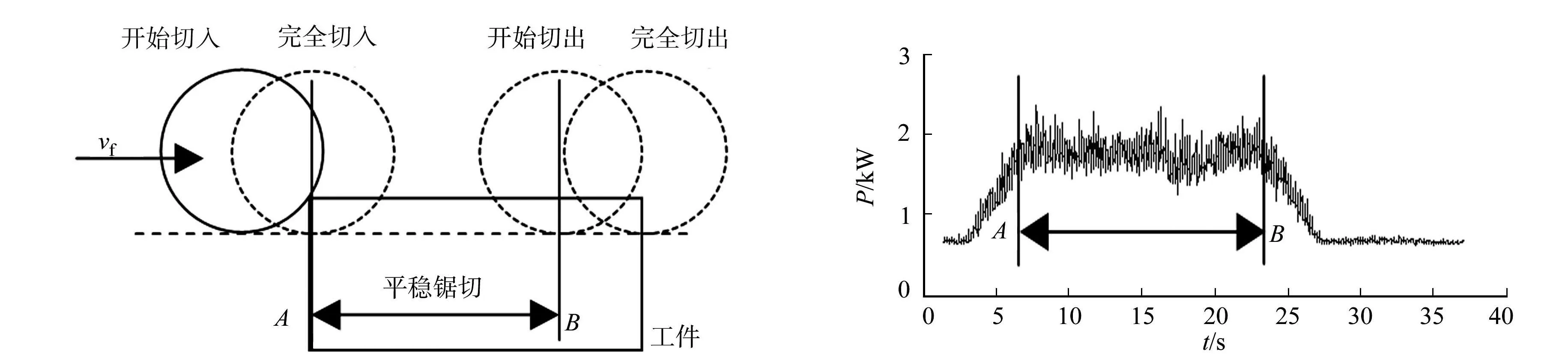
(a) 鋸切過程鋸片與工件相對位置示意 (b) 鋸切功率信號圖

(c) 時域波形圖 (d) 聲發射信號有效值
2 實驗結果及分析
2.1 AERMS隨鋸切參數的變化
鋸切平穩過程中,AERMS隨鋸切工藝參數的變化趨勢,如圖3所示.圖3中:ap為鋸切深度;vf為進給速度;vs為鋸切線速度.由圖3可知:隨著鋸切深度增大,AERMS明顯隨之增大;AERMS隨著進給速度的增大而增大;AERMS是隨著鋸切線速度增大呈緩慢減小的趨勢.
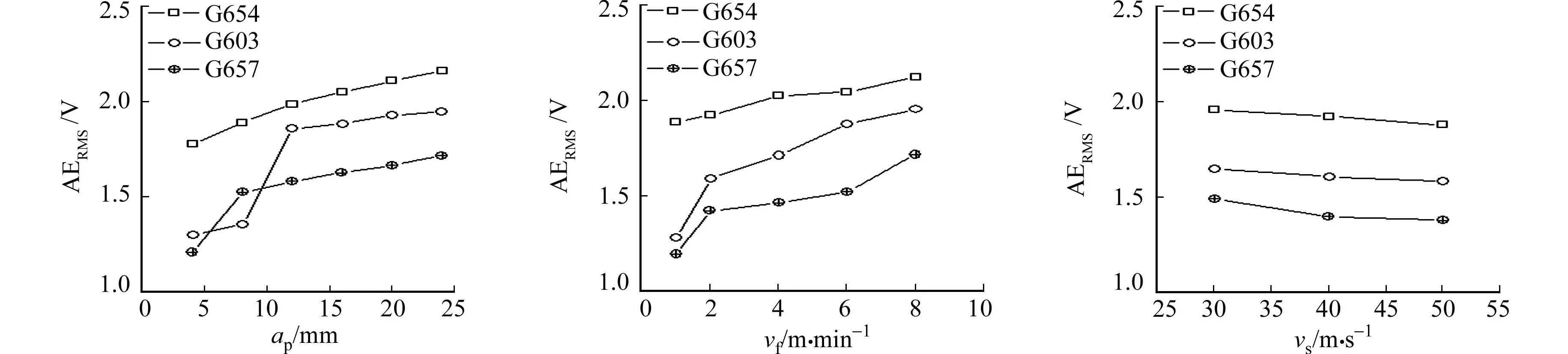
(a)鋸切深度 (b) 進給速度 (c)線速度
鋸片與工件之間的干涉運動是去除工件材料的前提.單顆磨粒進出鋸切弧區的切削深度變化,如圖4所示.圖4中:從弧區底部A點逐漸增大至頂部B點.通常用單顆磨粒最大切削深度hmax衡量在鋸切參數(線速度vs、進給速度vf和鋸切深度ap)的控制下,單顆磨粒對工件的刻劃程度,表達式[1]為
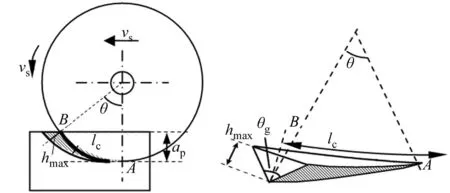
圖4 鋸切弧區內單顆磨粒切削深度示意
式(2)中:θ為弧區接觸角;θg是磨粒刃角的一半,取θg=60°;Ds為鋸片直徑;Ca為鋸片節塊表面單位面積內動態參與切削的有效磨粒數.
文獻[4-5]表明,在單顆磨粒劃擦方式下,增大磨削深度(即增大hmax)時,AERMS隨之增大.線速度固定時,單位時間進入鋸切弧區磨粒數不變.由式(2)可知:增大鋸切深度和進給速度時,hmax增大,AERMS也隨之增大.從聲發射定義方面也容易理解,材料釋放的聲發射能量與材料應變率及體積均成正比關系[8].線速度固定時,材料應變率變化不大,但是,進給速度和鋸切深度增大均會導致單位時間材料去除體積直接增加,因此,AERMS隨之增大.
相比上述而言,線速度的影響更為復雜.從壓痕理論看,鋸切過程磨粒對工作材料的作用實際上可視為一個移動的壓縮行為.當進給速度和鋸切深度固定、單位時間內材料去除體積不變、提高線速度時,磨粒移動速度加快,材料應變率增大,理論上聲發射能量增強,AERMS應該增大.但實際上,由于鋸切過程花崗石主要以脆性去除方式去除,如圖5所示.從單顆磨粒去除材料角度看,提高線速度時,hmax變小(式3),花崗石材料傾向微脆性去除趨勢,即大塊體積破碎減小[1,9].單軸抗壓實驗表明[10],與金屬等材料不同,受巖石天然屬性及其組織構成影響,花崗石內部存在大量解離面、空隙等缺陷,壓縮的前期(彈、塑變形過程)聲發射事件很少,存在靜默期,聲發射主要集中在花崗石脆性碎裂瞬間釋放.因此,隨著hmax減小,聲發射事件及強度變小,AERMS減小.文獻[8]指出hmax減小時,微細破碎增多,AE事件率增大但幅值減小,總體上AERMS減小.可見,線速度提高時,AERMS變化是材料應變率和hmax影響的綜合反映.從AERMS隨鋸切線速度增大而減小(圖3(c))的趨勢看,花崗石鋸切時,hmax的影響略占主導.

(a) G654(b) G603 (c) G657
2.2 AERMS與鋸切功率的對應關系
鋸切功率是鋸切弧區內磨粒滑擦耕犁、去除工件、巖屑摩擦等因素復雜作用的綜合反映,是目前業界用于監控鋸切過程難易程度、鋸片磨損程度的關鍵指標.AERMS隨鋸切功率(P)的變化趨勢,如圖6所示.由圖6可知:AERMS與鋸切功率兩者間具有很好的線性正相關,這與Tawakoli等[11]在磨削金屬上的研究結果一致,即AERMS也可充分反映鋸切過程的能量消耗.因此,實際生產中也可以采用監測鋸切過程聲發射信號對鋸切過程進行控制.
2.3 AERMS受材料特性的影響
AERMS與花崗石抗壓強度(σbc)的關系,如圖7所示.由圖3,6,7可知:鋸切不同花崗石時,AERMS表現出來的變化規律基本一致,但數值上存在明顯的差異,總體上是G654>G603>G657,與這3種花崗石的抗壓強度排序一致(表2).
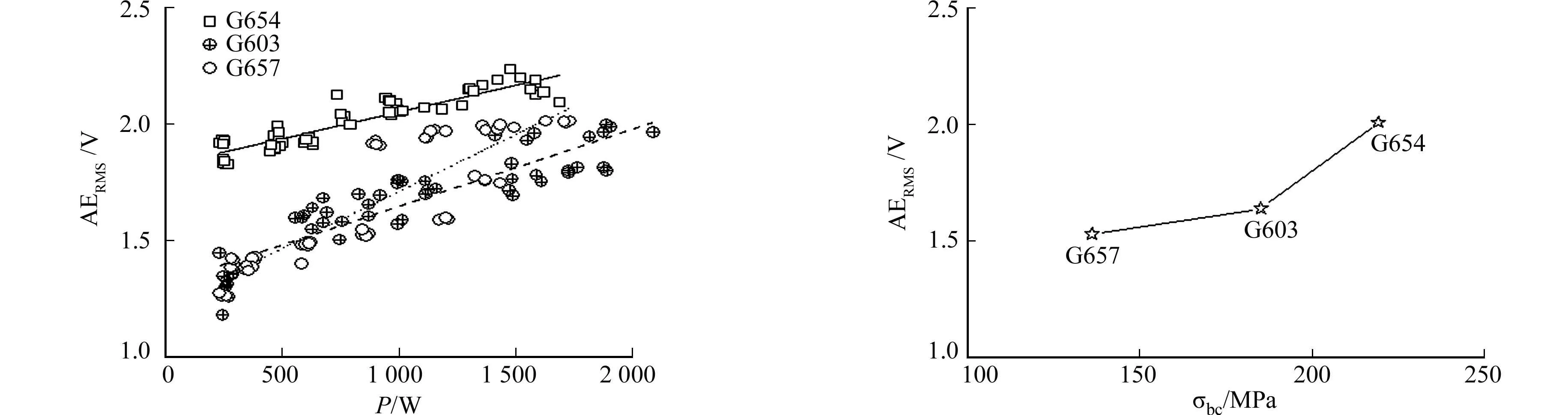
圖6 AERMS與鋸切功率的關系 圖7 AERMS與花崗石抗壓強度的關系
花崗石是由火山爆發的熔巖在受到相當的壓力的熔融狀態下,隆起至地殼表層并慢慢冷卻凝固結晶后形成的一種火成巖(構造巖),其巖相主要由石英、長石、云母及少量膠結物構成,呈粒狀或似斑狀結構,其中石英和長石是主要硬質相.G603,G654和G657中所含石英和長石巖相總量比例相差不大,主要差異體現在結晶粒度上:G654(細粒) 對巖石斷裂過程中聲發射的研究表明,在微裂紋生成區,AERMS幅值較低,主裂紋的失穩擴展時,AERMS達到最高值,且與巖石構造有很大的關系[12].壓縮研究表明,花崗石晶粒越細越均勻,巖石構造致密度就越高,綜合表現在其抗壓強度越大,壓縮失效瞬間的聲發射強度越強,總體上AERMS隨著抗壓強度的增大而增大[13].從試驗結果不難看出,鋸切過程同樣也存在這樣的規律,即花崗石抗壓強度越高,鋸切過程釋放的AERMS也越大.從鋸切過程看,弧區內眾多磨粒對巖石的劃擦過程,實際上是大量微裂紋生成和主裂紋失穩擴展同時并存,使材料以脆性方式去除(圖5).因而,AERMS總體反映了弧區界面上工件材料裂紋形成與擴展的數量與難易程度,其值越大,難度越大.從AERMS看,3種花崗石中,G657的可鋸性最好,G654最差,這也與業界常用抗壓強度判斷石材可鋸性的結果基本一致,即通常花崗石的抗壓強度越高,其加工難度越大.可見,實際生產中可采用聲發射進行花崗石可加工性的評判. 文中主要從時域上對鋸切過程AERMS隨鋸切參數的變化規律進行實驗研究,并分析其與鋸切功率和巖石抗壓強度的對應關系.后續工作將著重從頻域角度對AE信號進行進一步分析. [1] 李遠.花崗石超大切深鋸切機理與技術研究[D].泉州:華僑大學,2004:4-12. [2] 黃國欽,徐西鵬.基于鋸切弧區切向力分布的功率消耗模型[J].機械工程學報,2011,47(21):170-176. [3] 劉國華.聲發射信號處理關鍵技術研究[D].杭州:浙江大學,2008:20-28. [4] 馬孝春,張大倫.巖石切削中的聲發射研究[J].巖石力學與工程學報,1996(15):77-78. [5] 王成勇.單顆粒金剛石磨削花崗巖的聲發射信號特征[J].金剛石與磨料磨具工程,1996(3):2-7. [6] MEDING M.Analysis of acoustic emission from single grit scoring[J].Industrial Diamond Review,1995,6(2):20-22. [7] 胡映寧,許振力,胡珊珊,等.基于聲發射技術金剛石組合圓鋸片干切混凝土的切削狀態研究[J].金剛石與磨料磨具工程,2008(4):28-34. [8] 郭力.工程陶瓷高效深切磨削加工中聲發射的實驗研究[J].湖南文理學院學報(自然科學版),2008,20(2):78-84. [9] KONSTANTY J.Theoretical analysis of stone sawing with diamonds[J].Journal of Materials Processing Technology,2002,123(1):146-154. [10] LOCKNER D.The role of acoustic emission in the study of rock fracture[J].International Journal of Rock Mechanics and Mining Sciences and Geomechanics Abstracts,1993,3(7):883-899. [11] TAWAKOLI T.Developments in grinding process monitoring and evaluation of results[J].International Journal of Mechatronics and Manufacturing Systems,2008,1(4):307-320. [12] HASHIDA T, THAKAHASHI H. Significance of AE crack monitoring in fracture toughness envaluation and non-linear rock fracture mechanics[J].International Journal of Rock Mechanics and Mining Sciences and Geomechanics Abstracts,1993,30(1):47-60. [13] MANTHEI G.Characterization of acoustic emission sources in a rock salt specimen under triaxial compression[J].Bulletin of the Seismological Society of America,2005,95(5):1674-1700. (責任編輯: 黃曉楠 英文審校: 楊建紅) Experiment on the Characteristic of Acoustic Emission in Circular Sawing of Granite ZHANG Meiqin1, GAO Zhen2, WU Hairong2, LI Yuan2, HUANG Guoqin2 (1. School of Mechanical and Automotive, Xiamen University of Technology, Xiamen 361021, China; 2. Institution of Manufacture Engineering, Huaqiao University, Xiamen 361021, China) Using different parameters, sawing experiments were carried out on three kinds of granites (G603, G654, G657), and acoustic emission (AE) and spindle power consumption were monitored during sawing processes. The experimental results were analyzed with the mean square value of AE (AERMS). The results show that AERMSincreases with the increase of sawing depth and feeding speed, but decreases with the sawing speed, and has a good linear positive correlation relationship with sawing power. In sawing of different granites, AERMStendencies with different sawing parameters are the same but thers is obvious difference in amplitude. And the higher the compressive strength of granite is, the larger the value of AMRMS becomes. granite; sawing; acoustic emission; sawing power; compressive strength 1000-5013(2015)06-0615-05 10.11830/ISSN.1000-5013.2015.06.0615 2015-07-19 黃國欽(1981-),男,副教授,博士,主要從事硬脆材料高效加工及超硬材料工具制備技術的研究.E-mail:smarthgq@hqu.edu.cn. 國家科技支撐計劃項目(2012BAF13B04); 國家自然科學基金資助項目(51175194); 福建省教育廳A類科技項目(JA13019); 福建省廈門市科技計劃指導性項目(3502Z20077003) TG 580.6; TG 74 A3 結束語
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
