基于Arduino的雙耳玻璃杯自動貼耳裝置設計*
2015-03-02 06:25:32任仁凱舒方強
機電工程 2015年6期
關鍵詞:按鈕
任仁凱,彭 晨 ,舒方強
(南京師范大學電氣與自動化工程學院,江蘇南京210042)
0 引 言
近年來,雙耳玻璃杯作為常用的沖茶器具,憑借其方便靈活的設計以及較高的觀賞性和趣味性,受到茶客的廣泛歡迎。看似小巧,然而其制作工藝卻頗為復雜。
根據文獻[1-2]所述,研究者一直致力于實現普通玻璃杯制作的自動化,所設計的玻璃杯制作流程大體分為三道工序:①截料工序,將玻璃管料截成成品玻璃杯高度兩倍的玻璃管料段;②成底工序,把截好的玻璃管料段加熱切割燒結形成兩個杯底坯料;③打磨工序,對毛坯杯的杯底和杯口進行打磨。而制作雙耳玻璃杯則需要再加一道工序:貼耳工序,在玻璃杯兩側安裝用于手持的耳狀構件。顯然,貼耳工序是一個重要環節。在傳統家庭作坊式生產中,雙耳玻璃杯貼耳工序是純手工操作,工作環境較為惡劣,生產效率低,且成品質量參差不齊。而大型制造廠的生產機器則價格昂貴,且需要專業技術人員操控,無法大面積推廣,嚴重限制了本行業的發展。
該設計將從工藝流程、機械結構和過程控制三方面展開,研制的操作裝置能夠自動完成雙耳玻璃杯的貼耳工序,使得產品的生產時間大大縮短,從而方便操作,節約人力,減少成本。
1 工藝流程設計
雙耳玻璃杯的貼耳工序可具體細分為四道工序:①固定工序,固定待貼耳的玻璃杯和耳狀構件;②灼燒工序,點火并對玻璃杯和耳狀構件的貼合點進行灼燒直至熔化;③粘結工序,玻璃杯和耳狀構件接觸并粘結;④取回工序,取下制作好的雙耳玻璃杯。
前三道工序分別對應雙耳玻璃杯自動貼耳裝置的3 個位置,且有如下一些設計要點:①起始位置,啟動或緊急停止都要復位到起始位置再開始運行;②灼燒位置,點火器點火并灼燒貼合點一定時間直至部件熔化,且灼燒時間t 可調節;③粘結位置,玻璃杯和耳狀構件接觸后需迅速回拉一段微小距離再粘結,且回拉距離s 可調節。這些對操作裝置的具體設計提出了要求。
2 機械結構設計
雙耳玻璃杯自動貼耳裝置主要包括主控機構,點火機構,夾持機構,移動機構和檢測機構5 部分[3-4]。其主視圖和俯視圖如圖1 所示。
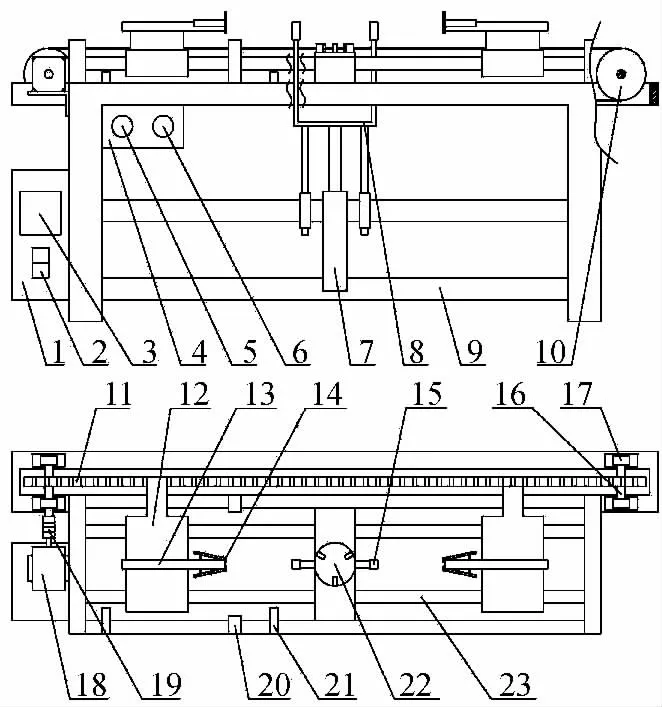
圖1 操作裝置主視圖和俯視圖
主控機構由主控箱和控制盒組成。主控箱內有控制電路,外殼嵌有運行/調參開關和液晶顯示屏,開關采用2 路6 腳2 檔船型開關,顯示屏用于調參時的數據顯示。控制盒嵌有啟動/加按鈕和停止/減按鈕,對應不同工作模式進行控制,簡單有效。
點火機構由點火器、支撐架和電動推桿組成。點火器左右各1 個,可以點燃煤氣和氧氣的混合燃氣,用于對玻璃杯和耳狀構件的灼燒。電動推桿通過支撐架與2 個點火器相連,可帶動點火器在一定行程內升降,從而不妨礙后續運行。
夾持機構主要是三爪卡盤,能夠有效固定住待貼耳的玻璃杯。
移動機構主要由步進電機,傳動機構、抓取機構和導軌四部分組成。步進電機使用57 步進電機,扭矩大,精度高,為整個裝置提供動力。傳動機構采用鏈傳動,結構簡單,平均傳動比準確,傳動效率高;而且,鏈條在步進電機停止運行的情況下可以輕松轉動,便于后續調參模式的設計。鏈條安裝在左、右2 個鏈輪上,鏈輪通過鏈輪軸安裝在軸承座之間,其中一邊的鏈輪軸通過彈性聯軸器與步進電機相連。傳動機構保證了動力的平衡穩定輸出。抓取機構由滑座、固定桿和彈簧夾鉗組成。滑座左右各1 個,安裝在平行的2 根導軌上,其中一側滑塊與鏈條上半邊相連,另一側滑塊與鏈條下半邊相連,從而實現左、右對稱同步滑動。彈簧夾鉗通過固定桿安裝在滑塊上,具有特制卡槽,可以夾住耳狀構件。整個移動機構實現了步進電機帶動抓取機構在導軌上對稱同步前進和后退。
檢測機構由限位開關和光電開關組成。限位開關有2 個,安裝在一側導軌的首尾。光電開關采用對射式,包括發射部分和接收部分,分別安裝在導軌的兩側。外側的限位開關處是起始位置,光電開關處是灼燒位置,內側的限位開關處是粘結位置,當滑塊移動到相應位置就會觸發開關,返回信號,進行相應操作。通過調整開關的位置,即可控制滑塊移動的范圍。
3 過程控制設計
本研究在機械結構設計基礎上,對雙耳玻璃杯自動貼耳裝置進行電路設計和程序編寫,開發了運行和調參兩種工作模式。
3.1 控制電路
雙耳玻璃杯自動貼耳裝置的主控箱內有控制電路,主要包括主控模塊、電源模塊、驅動模塊和檢測/調參模塊四部分。
主控模塊采用的是Arduino Nano 核心板[5-7],體積小巧,價格便宜。Arduino 基于AVR 平臺,編程簡單,Nano 核心板使用5 V DC 供電,時鐘頻率16 MHz,低電平復位,具有2 KB 內存,32 KB 閃存,1 KB EEPROM,14 個數字I/O 口,8 個模擬I/O 口,完全能滿足該裝置的控制要求。
該裝置采用220 V AC 供電,需要轉換成各元器件所需電壓。電源模塊先使用150 W 24 V 開關電源將市電降壓、整流、濾波后變成24 V DC 穩壓電源,再通過LM2596-5. 0 穩壓芯片提供5 V 電源,最后通過LM1117-3.3穩壓芯片提供3.3 V 電源。
其電路原理圖如圖2 所示。
該裝置的驅動模塊包括電動推桿、電磁閥和步進電機3 部分的驅動,其電路原理圖如圖3 所示。
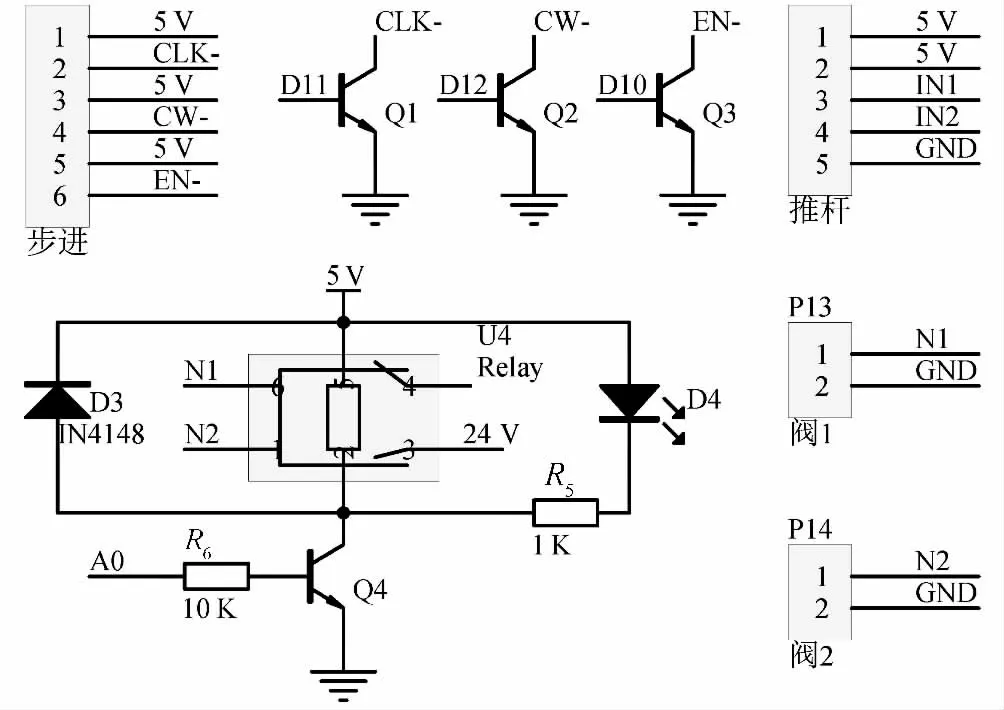
圖3 驅動模塊電路原理圖
電動推桿內部是直流電機,由AQMH3615 驅動器[8]驅動,使用24 V DC 供電,采用半橋驅動芯片和110 A 大功率MOS 管,以及門電路驅動邏輯控制,高效而可靠。通過IN1 和IN2 兩路信號控制電機正反轉和剎車,從而實現電動推桿的升降。
電磁閥采用2 W 24 V 常閉電磁閥,小巧方便,響應速度快。通過A0 信號控制繼電器,實現電磁閥的開閉,從而控制混合燃氣的通斷。
步進電機由TB6560 驅動器[9-11]驅動,使用24 V DC 供電,穩定可靠,抗干擾性強。其細分數有4 種,最大16 細分;驅動電流范圍為0.3 A~3 A,共有14 檔;具有自動半流、低壓關斷、過流保護和過熱停車功能。步進電機驅動器連接圖如圖4 所示,驅動器與控制器采用共陽極連接,由脈沖、方向、使能3 路信號控制,通過高速光耦進行隔離,起到保護作用。
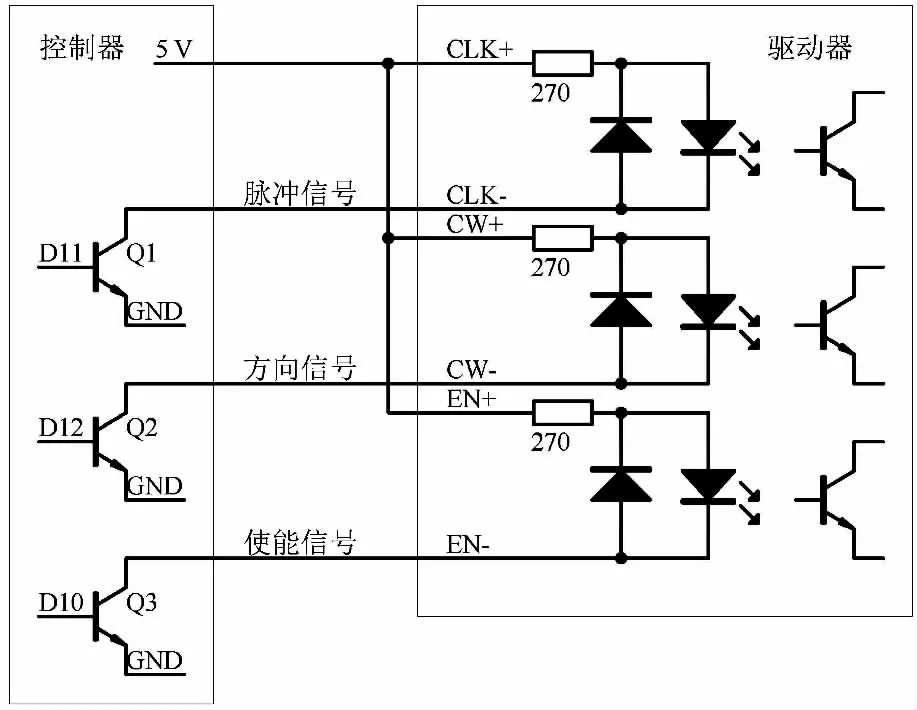
圖4 步進電機驅動器連接圖
裝置有運行和調參兩種工作模式。檢測/調參模塊對應不同工作模式分別起不同作用,其電路原理圖如圖5 所示。當開關置于運行檔,限位、光電開關用于檢測滑塊位置,啟動按鈕控制運行,停止按鈕控制復位。當開關置于調參檔,限位、光電開關用于檢測調參參數,加、減按鈕控制數據的增加和減少,LCD 顯示相關參數。LCD 采用5110 液晶屏模塊,串行SPI 接口,性價比高,簡單易用。
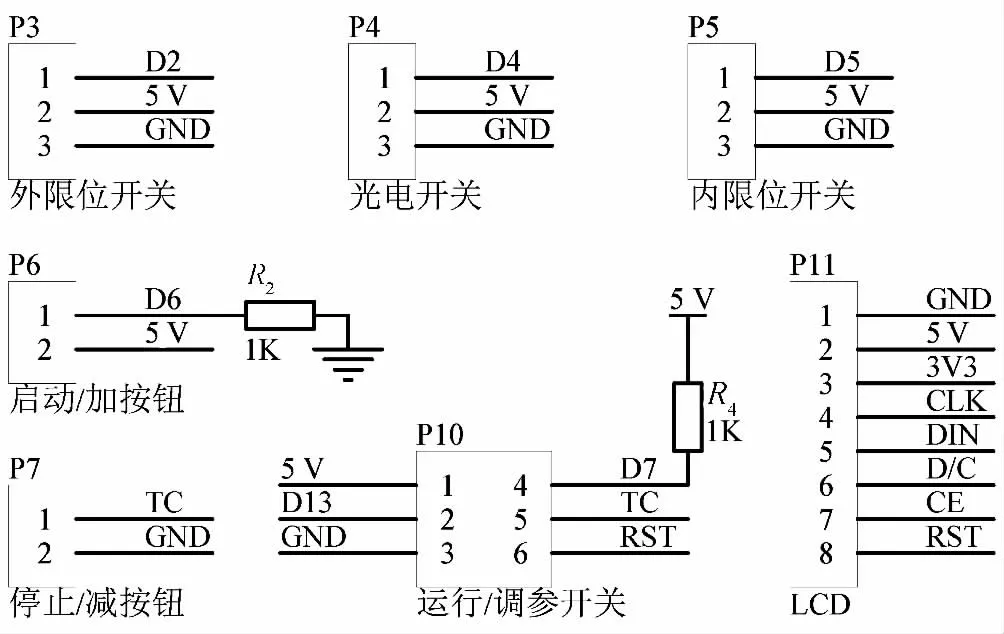
圖5 檢測/調參模塊電路原理圖
3.2 運行模式
雙耳玻璃杯自動貼耳裝置運行前,將待加工的玻璃杯放置在三爪卡盤上固定好,將耳狀構件放置在兩邊彈簧夾鉗中夾緊。開關置于運行檔,之后運行算法如下:
S1:啟動;
S2:復位,步進電機反轉,抓取機構后退;
S3:若外限位開關閉合,步進電機正轉,抓取機構前進;
S4:若光電開關閉合,步進電機停轉,抓取機構停止,電動推桿啟動,點火器上升,點火并持續灼燒時間t;
S5:電動推桿啟動,點火器下降,步進電機正轉,抓取機構前進;
S6:若內限位開關閉合,步進電機停轉后反轉,抓取機構停止并后退回拉距離s;
S7:停止。
最后,取下制作好的雙耳玻璃杯。如果發生意外情況,按動停止按鈕,就可緊急停車,裝置復位,避免造成事故。
3.3 調參模式
由于雙耳玻璃杯類型不同,實際操作時灼燒時間t和回拉距離s 也會不同,需要根據實際情況對操作裝置進行調參。為了簡化裝置,本研究在利用已有元件基礎上,增加LCD,開發了調參模式。開關置于調參檔,具體操作如下:
(1)移動滑塊至灼燒位置,光電開關閉合,進入灼燒時間t 的調整,分別按加按鈕和減按鈕,調整時間t的長短;
(2)移動滑塊至粘結位置,內限位開關閉合,進入回拉距離s 的調整,分別按加按鈕和減按鈕,調整距離s 的大小。
此外,本研究使用Arduino 的EEPROM 功能,調參后將數據存入EEPROM,可以防止斷電后數據丟失。
4 實驗及結果分析
本研究根據設計,加工完成了雙耳玻璃杯自動貼耳裝置,其主控箱如圖6 所示。外殼嵌有液晶顯示屏和運行/調參開關,內部有主控電路板,電動推桿驅動器和步進電機驅動器。

圖6 主控箱圖
實驗測試時,設置灼燒時間t 為5 s,回拉距離s 為3 mm,測得完成1 個雙耳玻璃杯貼耳工序平均需要約20 s,且一個工人可同時操作2 臺裝置。而傳統的純手工操作,一個工人完成1 個雙耳玻璃杯貼耳工序平均需要約30 s。相比較,生產效率增加了2 倍,大大節約了人力。
5 結束語
本研究研制的雙耳玻璃杯自動貼耳裝置有運行和調參兩種工作模式,能夠自動完成貼耳工序,可根據雙耳玻璃杯不同類型進行參數調整。實驗測試得到,自動完成雙耳玻璃杯貼耳工序的平均時間約為20 s,生產效率增加了2 倍。投入實際生產中,可有效改善工作環境,提高生產效率,節約人力,從而降低生產成本,便于大規模生產和家庭作坊式經營。
[1]郝身峙. 一種用玻璃管制作單層玻璃杯的方法:中國,200810141438.6[P].2011-08-03.
[2]邱靖濤. 一種單層玻璃杯及其杯體的制作方法:中國,201410118492.4[P].2014-07-16.
[3]王嘯東,潘健. 玻璃制品自動切口機:中國,201320217601.9[P].2013-11-13.
[4]崔芳平. 一種玻璃杯自動封底機:中國,201310403557.5[P].2014-01-01.
[5]Arduino Nano,ARDUINO[EB/OL]. [2015-01-28]. http://arduino.cc/en/Main/ArduinoBoardNano.
[6]AUSILIO A D. Arduino:A low-cost multipurpose lab equipment[J].Behavior Research Methods,2012,44(2):305-313.
[7]蔡睿妍.Arduino 的原理及應用[J].電子設計工程,2012,20(16):155-157.
[8]AQMH3615NS 直流有刷電機H 橋,成都愛控電子科技有限公司[EB/OL].[2013-06-03]. http://www. akelc. com/DCMotorHBridge/show_34.html.
[9]王黨利,寧生科,馬寶吉.基于TB6560 的步進電機驅動電路設計[J].單片機與嵌入式系統應用,2010(1):41-43.
[10]劉 霜,李興根. 新型三相步進電機細分驅動器設計[J].輕工機械,2013,31(4):60-63.
[11]李愛竹,徐柳娟.基于EPM240T100 和TB6560 的步進電機控制系統[J].機電工程,2014,21(5):671-67.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
商業評論(2014年9期)2015-02-28 04:32:41
中學語文(2013年35期)2013-11-14 03:29:12
移動一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00