曲軸動平衡加工工藝優(yōu)化方法
2015-04-25 09:56:34曾媛媛
制造業(yè)自動化 2015年22期
楊 浩,曾媛媛
YANG Hao1, ZENG Yuan-yuan2
(1.上汽通用五菱發(fā)動機制造部,柳州 545000;2.廣西科技大學(xué),廣西 545000)
0 引言
曲軸是發(fā)動機的重要高速旋轉(zhuǎn)部件,隨著發(fā)動機功率的提高以及轉(zhuǎn)速高速化的應(yīng)用和發(fā)展,發(fā)動機曲軸的轉(zhuǎn)速也不斷提高,有的甚至可以達到10000轉(zhuǎn)/min轉(zhuǎn)以上。但曲軸毛坯特別是鍛鋼曲軸的毛坯余量不均勻,在機械加工過程中也不可避免會因為毛坯材質(zhì)不均勻、加工誤差等導(dǎo)致曲軸幾何軸線和質(zhì)量軸線不重合,產(chǎn)生動不平衡量,使發(fā)動機工作時產(chǎn)生振動和振動力,引起發(fā)動機噪聲大、軸承發(fā)熱和整車振動大。因此,曲軸的平衡精度對發(fā)動機的振動、運行平穩(wěn)性及壽命都有很大的影響。同時,曲軸的初始動平衡量過大也會給加工造成諸多不便,導(dǎo)致平衡機平衡單個工件時間過長,從而影響加工效率,甚至?xí)霈F(xiàn)無法平衡造成曲軸報廢的現(xiàn)象。
1 動平衡原理
1.1 不平衡量的分類
1)靜不平衡量Uc
2)力偶不平衡量Um

圖2 力偶不平衡量Um
3)準(zhǔn)靜不平衡量Uq
4)動不平衡量Ud
這種情況下的動不平衡可以看作是派生的,它是由一個或多個靜不平衡量Uc與力偶不平衡量Um組合而成。第1種情況與第2種情況是這種動不平衡的特殊情況。
由于曲軸結(jié)構(gòu)的特殊性,都會有一定的初始不平衡量,且為動不平衡量。
1.2 曲軸動平衡機測量原理
任何物體在勻速旋轉(zhuǎn)時,體內(nèi)任一質(zhì)點都將產(chǎn)生離心力,無數(shù)個離心力組成一個慣性力系作用在軸承上,形成轉(zhuǎn)子對軸承的動壓力,如果鉆子的質(zhì)量對轉(zhuǎn)軸對稱分布,則動壓力為零,即轉(zhuǎn)子不平衡量為零;否則將產(chǎn)生動壓力,即轉(zhuǎn)子有不平衡量。
假設(shè)圖3為一個質(zhì)量均勻分布的盤形轉(zhuǎn)子,本身是平衡的,如果在角度ф半徑r的位置存在一個重量為u的不平衡量,那么一旦該轉(zhuǎn)子以轉(zhuǎn)速Ω旋轉(zhuǎn)起來后,這個重量產(chǎn)生離心力對回轉(zhuǎn)中心的支承點造成一個動壓力。動平衡機的測量原理就是通過檢測轉(zhuǎn)子支承點所承受的動壓力,求出轉(zhuǎn)子的不平衡量,在這個例子中就是U=u×r,單位克毫米或克厘米,角度ф。
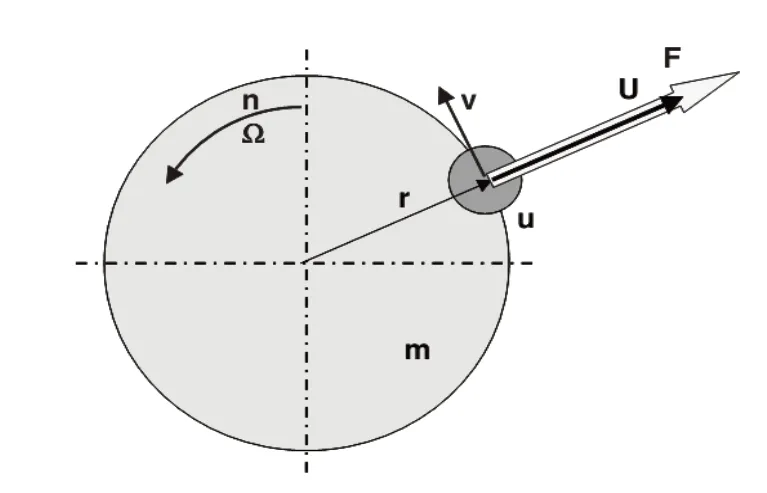
圖3 離心力示意圖
圖4 顯示了曲軸平衡機的測量原理,轉(zhuǎn)子在支承擺架上回轉(zhuǎn),其不平衡量產(chǎn)生離心力,通過支承點傳到擺架上,傳感器采集到信號后進行處理,發(fā)送給測量模塊。
測量模塊將測得的信號換算為不平衡量,顯示在屏幕上。同時按照輸入的鉆削工藝參數(shù)進行解算,將需要去除的不平衡量優(yōu)化分解到各個校正平面(曲軸的平衡塊),由PLC控制校正工位的動作。
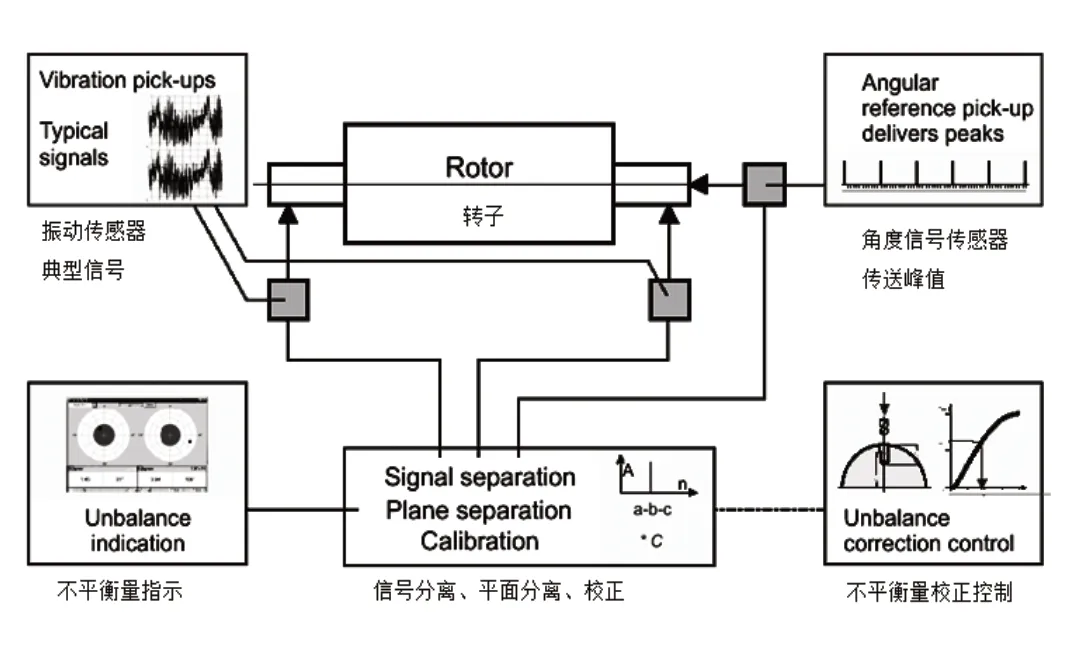
圖4 曲軸動平衡機測量原理
2 動平衡工藝優(yōu)化方法
2.1 調(diào)整動不平衡量的方法
1)加重
在已知該校正面上的不平衡量的反方向加一質(zhì)量,使這附加質(zhì)量產(chǎn)生的不平衡量與原不平衡量抵消。加重可采用補焊、噴鍍、膠接、鉚接、螺紋聯(lián)接等方法。
2)去重
在已知該校正面上的不平衡量的相同方向上去掉一定質(zhì)量,使這去掉的質(zhì)量產(chǎn)生的不平衡量就是原來的不平衡量。去重方法可采用鉆、磨、銑、銼和激光打孔等方法。
3)調(diào)整校正質(zhì)量
在回轉(zhuǎn)體預(yù)先設(shè)計好的各種結(jié)構(gòu)中,調(diào)整校正質(zhì)量的大小和方位,達到去重和加重的同樣目的。例如:調(diào)整平衡槽內(nèi)平衡塊數(shù)和角度分布;調(diào)整兩偏心塊的相對角度位置;擰入或擰出螺釘改變校正質(zhì)量半徑等。
由于曲軸的結(jié)構(gòu)特殊性以及在發(fā)動機機體里的空間限制,一般采用去重的方法校正曲軸動不平衡量。
2.2 曲軸中心孔與動平衡量的關(guān)系
從不平衡原理得知不平衡量的產(chǎn)生是由于質(zhì)量軸線和幾何軸線不重合所致。曲軸加工工藝的特殊性是首先要加工曲軸兩端中心孔,然后再以兩端中心孔作為基準(zhǔn)加工曲軸。鉆完中心孔后曲軸的幾何軸線已基本確定,而質(zhì)量軸線會根據(jù)曲軸毛坯的批次、模號以及曲軸加工工藝的變化而變化。對于一條曲軸生產(chǎn)線,在曲軸加工工藝確定、各機床加工狀態(tài)穩(wěn)定的情況下,曲軸的質(zhì)量軸線也會相對穩(wěn)定,這時只要找到質(zhì)量軸線和幾何軸線的相對位置關(guān)系,通過調(diào)整曲軸中心孔位置來調(diào)整幾何軸線,使質(zhì)量軸線和幾何軸線相對接近,降低曲軸的初始動不平衡量。
2.3 曲軸動平衡工藝優(yōu)化實例
某曲軸生產(chǎn)線的加工工藝布局為鉆中心孔工位四臺,動平衡工位一臺,中心孔位置度的要求為0.5mm。針對這條曲軸生產(chǎn)線的工藝布局,初步的優(yōu)化思路為:
1)收集曲軸初始不平衡量數(shù)據(jù),并通過Q-DAS軟件分析數(shù)據(jù);從圖5中看出,平均初始不平衡量X方向為376g.mm,Y方向為-260g.mm,初始不平衡量較大。理論上把初始不平衡量控制在200g.mm以內(nèi),可確保95%的曲軸一次校正合格。數(shù)據(jù)分布為部分數(shù)據(jù)相對集中,原因是單臺鉆中心孔機床加工出的數(shù)據(jù)穩(wěn)定,但每臺之間的數(shù)據(jù)相差較大,故需要將四臺機床的初始不平衡量調(diào)整一致。
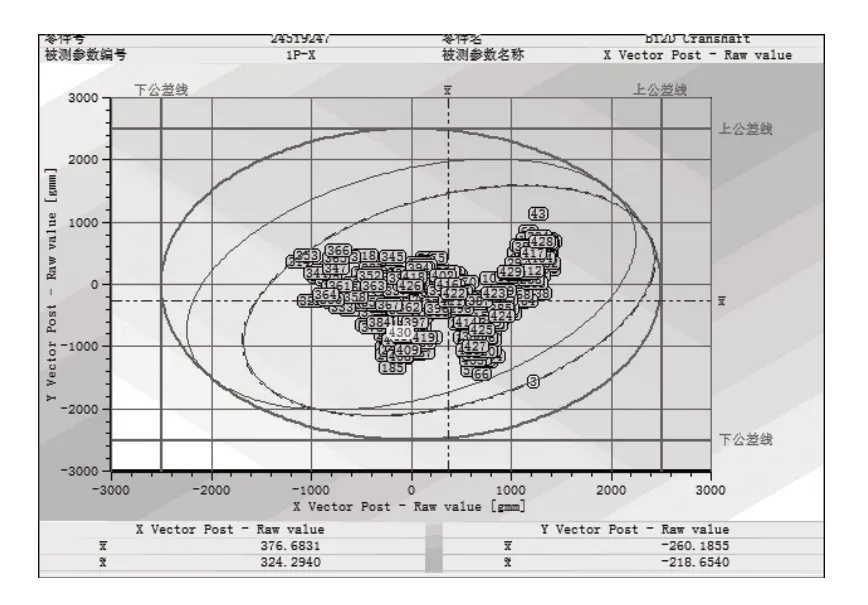
圖5 優(yōu)化前的初始不平衡量分布
2)將四臺鉆中心孔工位的中心孔位置度調(diào)整為一致即把四臺機床的初始不平衡量調(diào)整一致,確保所有曲軸的幾何軸線一致;
3)收集曲軸的初始不平衡量,通過分析找到幾何軸線與質(zhì)量軸線的對應(yīng)關(guān)系;
4)通過調(diào)整中心孔位置,使質(zhì)量軸線和幾何軸線相對接近,降低曲軸的初始動不平衡量,調(diào)整后的初始不平衡量如圖6所示,平均不平衡量在150g.mm,改善效果較明顯,平均鉆孔數(shù)減少了30%左右,動平衡機工作節(jié)拍減少了3.3S左右。
3 結(jié)束語
1)通過對曲軸動平衡機原理進行研究,找出影響初始不平衡量的可能原因;
2)運用Q-DAS數(shù)據(jù)分析軟件分析實際曲軸線的運行狀態(tài),并制定優(yōu)化方案;

圖6 優(yōu)化后的初始不平衡量分布
3)通過優(yōu)化曲軸中心孔位置,使質(zhì)量軸線和幾何軸線相對接近,降低曲軸的初始動不平衡量,提高動平衡加工效率;
4)雖然通過工藝優(yōu)化可在一定程度上提高動平衡加工效率,但曲軸毛坯質(zhì)量不均勻也是影響曲軸初始不平衡量的一大影響,還需要進一步的分析研究。
[1] 李曉敏.1.2L汽油機曲軸動平衡在加工工藝中的研究[D].青島理工大學(xué),2011.
[2] 周仁睦.機械轉(zhuǎn)子動平衡——原理、方法和標(biāo)準(zhǔn).[M]化學(xué)工業(yè)出版社,1992.
[3] 曲貴龍.曲軸動平衡的方法和應(yīng)用[J].重型汽車,2004.(04):17-19.
[4] 汪凌華.現(xiàn)場動平衡方法的原理及其應(yīng)用[J].銅業(yè)工程,2007.(04).
[5] 許于濤,仲繼明,王海峰.曲軸定心與動平衡技術(shù)的探討[J].汽車技術(shù),2006(05).
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
汽車觀察(2016年3期)2016-02-28 13:16:26