基于雙PLC控制的智能鋪布機設計
2015-04-25 09:57:48文永雙王士軍楊澤源
制造業自動化 2015年22期
關鍵詞:指令
文永雙,王士軍,趙 達,楊澤源,程 琳
WEN Yong-shuang, WANG Shi-jun, ZHAO Da, YANG Ze-yuan, CHENG Lin
(山東理工大學 機械工程學院,淄博 255049)
0 引言
隨著中國制造業的高速發展,中國已成為全球服裝第一大出口國。目前中國銷售額在5百萬元以上規模的大中型服裝企業約有4萬多家,各類服裝企業總數估計達10多萬家,其中使用自動鋪布系統的企業僅占3%~4%,而且這些企業大多都是合資企業[1]。國外較發達的國家,服裝設備基本都是采用計算機控制的自動化設備。在服裝行業中,自動化、智能化、網絡化逐漸成為服裝工業的的發展趨勢[1]。目前,自動鋪布系統,自動化裁剪系統等裝備的缺乏已嚴重制約了國內中小服裝企業的發展,服裝企業在生產環節應不斷引進先進的生產工藝及裝備,以保證企業穩定持續地發展。
長期以來,中小型服裝企業通常采用人工鋪布方式,然后進行裁剪工作。人工鋪布存在工人勞動強度大、效率低、鋪層誤差大、均勻性差、易產生張力等諸多問題,嚴重影響裁片質量。
智能化鋪布方式不僅有利于確保服裝裁片質量、保證連續穩定生產,而且也可以解決鋪布效率低和用工難等問題[2]。因此,開發具有自主知識產權的、結構緊湊、鋪布效果好、工作穩定可靠的智能鋪布機,對于國內服裝企業的發展至關重要。針對鋪布機的行業現狀,本文設計了一款自動化程度較高的基于雙PLC控制的智能鋪布機。該鋪布機可以實現以下功能:
1)在一定范圍內,可任意設置切斷寬度、鋪布長度、鋪布速度、斷布速度,層數等;
2)對邊機構對布邊實時調整使側邊對齊;
3)自動展布功能,鋪布過程中避免布料發生褶皺;
4)具有多種鋪布模式可供選擇,觸摸屏實時顯示鋪布狀態;
5)具有故障監測功能,發生故障停機、報警并指出故障點;
6)具有加減速功能,鋪布機起步停止時具有加減速,使機器運行更平穩避免打滑。
1 智能鋪布機鋪布的工藝要求及流程
根據面料與服裝的特點,鋪布方式分為單向鋪布、雙向鋪布和雙向裁剪鋪布三種。
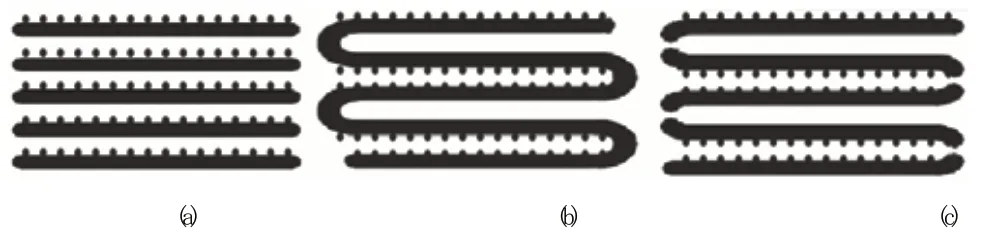
圖1 鋪布方式
1)單向鋪布,即一個面只朝同一個方向的鋪布方式,如圖1(a) 所示。工作流程如圖2所示。
2)雙向鋪布,此鋪料方式僅需要開始和結束時需將布裁齊,中間不需要裁斷。它將面料正反雙向展開,最后呈現出每層都是面與面之間相對的形態,鋪布機在行駛到所設長度及回原點的過程中,都要進行放布操作,不需要裁斷,如圖1(b)所示。
3)雙面裁剪鋪布,雙面裁剪鋪布是單向鋪布與雙向鋪布的結合,即在雙向鋪布的基礎上,將布料兩端截斷。如圖1(c)所示。
鋪料前要根據服裝的工藝要求確定出鋪料方式,同一版鋪層工序中應確保鋪布方式一致。再挑選出稍大于設定版面寬度的布料,留有一定余量防止因裁剪損耗導致面料缼材。

圖2 鋪布流程圖
鋪布工序要達到以下要求:
1)確定鋪布長度
鋪料前應根據裁片排版確定出所需布料的長度,實際鋪料長度應比所需布料長度多出10mm左右,防止因鋪布誤差、裁剪損耗導致布料長度不足造成浪費。
2)布面平整無張力
在鋪布過程中,每層鋪料都應該平整舒展開,盡可能的避免張力的產生,更不允許發生褶皺現象,若有折痕產生,應及時處理,以免裁剪后裁片發生缺料、余料、偏大或偏小及周邊不平滑等現象影響服裝質量。
3)三邊對齊
鋪層的兩端及一側邊要對齊,布匹生產中經常會出現幅寬不相等的情況,誤差一般不會超過1cm,所以不可能保證兩側邊都對齊,為保證裁片質量節省布料,必須保證側邊的一邊對齊和兩端對齊。
4)鋪布距離精確
精確的鋪布長度既可以節省布料又能保證裁片的質量。為確保裁片質量及節約布料,鋪布誤差限制在±3mm。前文中確定鋪布長度的時候已經留出10mm左右的余量,單面鋪布時,布料兩端都要裁斷,在布料裁斷過程中注意布料損耗不能超過余量的一半[3]。
2 智能鋪布機結構設計及原理分析
智能鋪布機主要由行走裝置、送布裝置、對邊裝置、斷布裝置、壓布裝置、提升裝置、展布裝置等組成(如圖3所示),各裝置在雙PLC及觸摸屏的控制下相互配合,完成各種鋪布工作。
工作原理:將布料放入搖籃的送布輥上,布頭部分展開鋪至斷布機構壓桿處,用手動模式將布頭剪齊,手動模式將鋪布機移動到原點位置等待鋪布。通過人機界面設定好自動鋪布所需的各項參數,按下自動按鈕開始自動鋪布。按啟動按鈕后鋪布機開始行走,與此同時送布機構開始送布,到達設定距離后鋪布機停止行走,送布裝置停止送布,斷布裝置將布切斷后斷布裝置提升,鋪布機往回行走至原點,如此往復循環直到達到設定的層數或布料用完鋪布機停止工作。為使整體結構緊湊,電氣控制部分分布于主體兩側。

圖3 自動鋪布機總體結構圖
斷布裝置要實現布料展平、壓緊放松、裁剪、提升等功能,因此該裝置非常關鍵。斷布機由步進電機提供動力,并通過同步帶進行傳動,故裁斷的長度可根據布料的寬度來設定,而不必每次都裁斷最大長度,這樣就大大提高了鋪布效率。
擺布機構使用了步進電機加滾珠絲杠的結構方式,若使用普通電機,則為及時調整布邊造成電機的頻繁啟動,這樣會縮短電機的壽命,而步進電機對布的動態響應更為迅速,能根據布邊的情況做出實時調整,從而提高了對邊精度。
3 雙PLC+觸摸屏控制系統的實現
3.1 雙PLC控制
PLC是通過運行其中的程序對輸入信息做出反應,然后再輸出信息,按要求對負載進行各種邏輯控制,其主要優點是可靠性高,抗干擾能力強,易學易用,程序修改方便,所以非常適合進行各種工業控制。
智能鋪布機的多軸運動控制系統中有4個軸的脈沖輸出來驅動伺服電機和步進電機,并且每個動作要求響應快、位置精度高,還要控制多個普通電機的各種邏輯動作。在控制系統中應用西門子S7-200系列雙PLC組成控制網絡的形式,可達到快速可靠的控制效果[4],控制網絡如圖4所示。
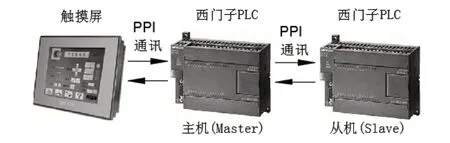
圖4 自動鋪布機的控制網絡
3.2 伺服系統控制
目前先進的運動控制器主要是以微機(PC)為基礎的數字化交流伺服系統、以高速的數字信號處理器(DSP)為核心的全數字化交流伺服系統和以PLC為核心的全數字化交流伺服系統[5]。以PLC為核心的伺服系統如圖5所示。

圖5 基于PLC的伺服控制系統
伺服系統主要由控制器、功率驅動器、伺服電動機和傳感器組成,傳感器包括位置、電壓、電流和速度傳感器。控制方式有多種控制模式,實際使用中可以選擇混合控制模式,也可以使用單一控制模式。自動鋪布機需要精確控制鋪布長度及斷布長度,所以選用位置控制模式下的脈沖+符號的控制方式。
3.3 電子齒輪的設計
伺服系統的電子齒輪實現了機械傳動中傳動比的電氣化,在設定范圍內可任意更改傳動比或幾種傳動比交替使用,電子齒輪使用靈活方便、傳動精度高,大大簡化了機械傳動系統,在性能機械傳動系統中應用廣泛。
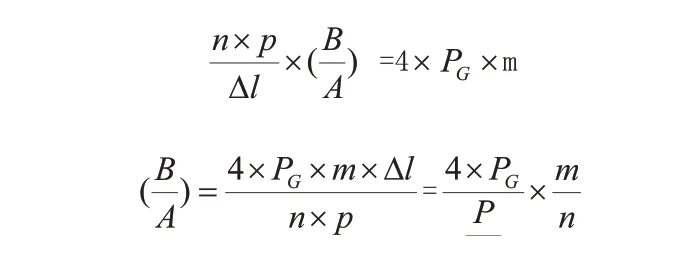
電子齒輪的實現方式主要有利用鎖相環的方式實現,基于硬件的的模擬式的電子齒輪、基于軟件實現的電子齒輪等[6]。ΔL(mm/P):指令單位,PG(P/rev):編碼器脈沖,P(mm/rev):滾珠絲杠節距,m/n:減速比,電子齒輪計算公式:
1)確認機械規格
確認出絲杠的節距、機械傳動系統的減速比等參數。鋪布機滾輪直徑為1 2 0 m m,滾輪周長L=πφ=377mm,所配同步帶輪齒數為30,行走電機所配同步帶輪齒數為18,減速比為5/3。
2)確定伺服電機編碼器的最大分辨率
ProNet-E系列全數字式交流伺服驅動器配合使用增量省線型式編碼器(2500P/R),對于脈沖信號實現四倍頻,即編碼器脈沖數為1萬每轉。
3)指令單位的確定
確定PLC的1指令單位。指令單位是指移動負載時,其位置數據所達到的最小單位。實際使用時,可以根據實際要求的控制精度來設定指令單位,綜合考慮,指令單位設定為1×10-5m。
4)計算末端控制軸轉一圈,工作臺的移動量
利用所確定的指令單位,計算末端控制軸轉一圈需要的指令單位的個數。滾輪周長為3 7 7 m m,指令單位為0.01mm,則負載旋轉一圈的移動量為 377mm/0.01mm=37700(指令單位)。
5)計算確定電子齒輪比(N/M)
根據電子齒數比計算公式計算電子齒數比(B/A)。假設電機轉m圈時,負載軸轉n圈,即電機到負載的減速比為m/n,則電子齒輪比可以根據電子齒輪計算公式得 :

計算結束后要對結果進行驗證,看電子齒輪比是否滿足以下條件:
6)設定驅動器參數
將計算所得出的電子齒輪比的分子、分母作為參數設定到伺服驅動器中。
3.4 人機界面設計
通過MCGS組態軟件完成鋪布機的各個交互界面的組態。界面設計完后將程序下載到觸摸屏,智能鋪布機由主界面(如圖6(a)所示)、手動界面、設置界面、報警界面(如圖6(b)所示)和幫助界面組成。
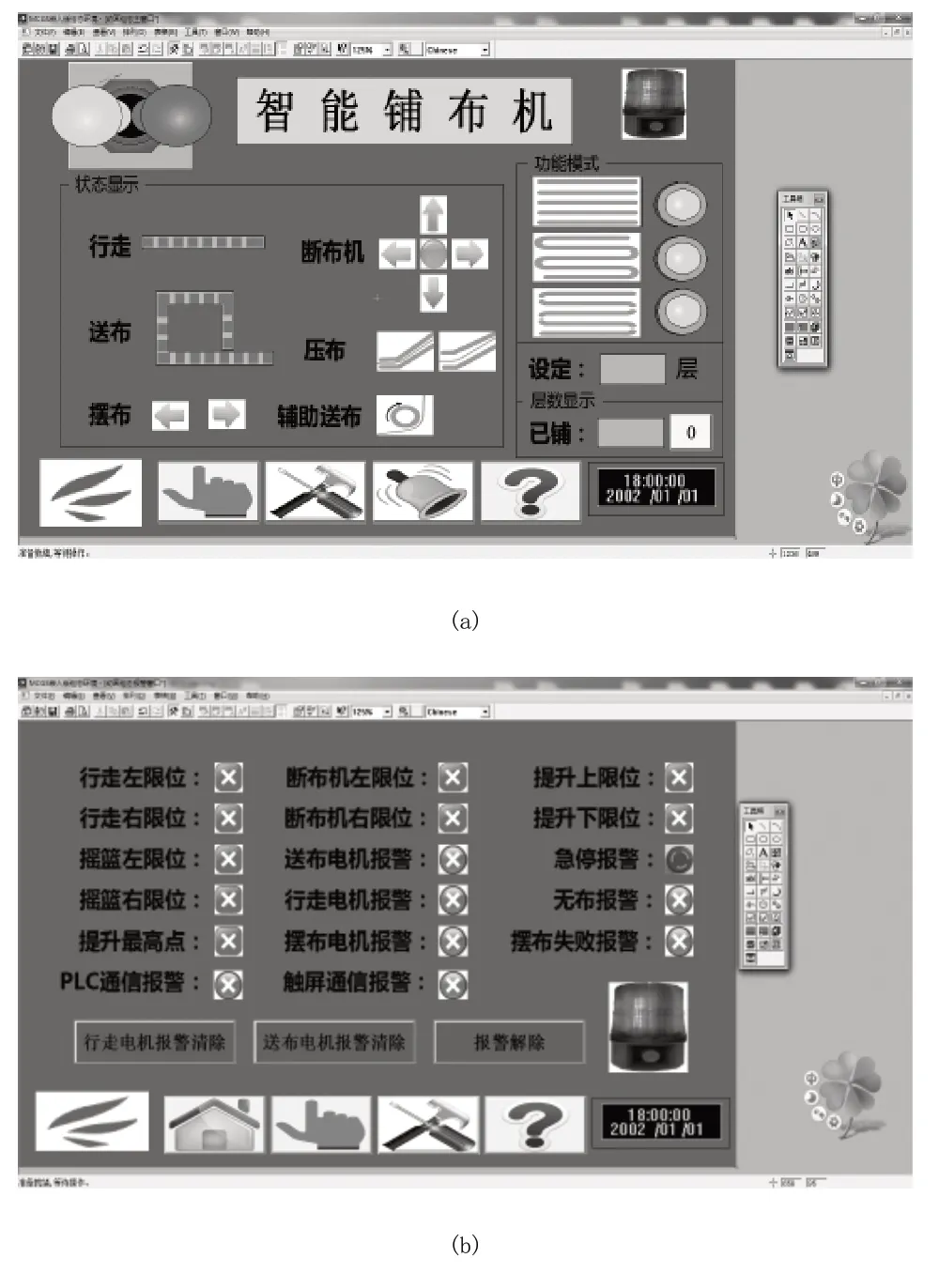
圖6 人機界面
主頁面具有自動手動切換開關、總報警燈、狀態指示燈、鋪布模式選擇按鈕、層數設定、已鋪層數顯示、已鋪層數清零按鈕,各界面切換按鈕,時間日期顯示。
手動界面用于手動操作各個鋪布動作,包括正反向行走、正反向鋪布、布的壓緊松開、斷布機構的提升下降、左右擺布、展布輥的啟動停止、斷布機的啟動停止及其前后行走。
設置界面可設置鋪布機的各項參數,包括鋪布層數、布料厚度、鋪布長度、鋪布速度、布料寬度等。
報警界面實現自動鋪布機各處報警顯示及報警復位按鈕。
4 智能鋪布機的測試
測試實驗中分別對不同長度、不同鋪布速度進行了多次測試,自動鋪布機鋪布速度設定為0.6m/s~1.4m/s,鋪布長度為2m~30m,測試結果如表1所示。
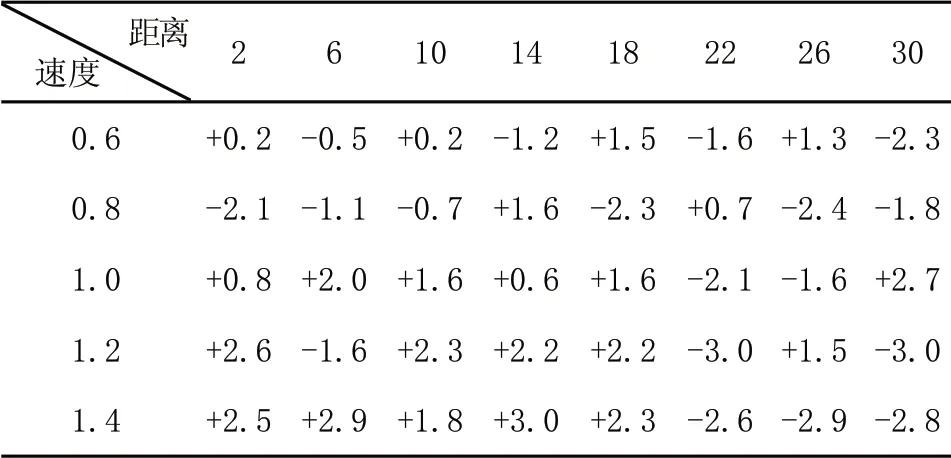
表1 實際檢測誤差(mm)
實際測試過程中,由于受到布料及鋪布案板長度的限制,僅對30m內的行程誤差進行了測量,由測量結果可看出,在30m距離范圍內行程誤差可以控制在±3mm之內,完全滿足高性能鋪布機控制的要求。
5 結束語
智能鋪布機作為一種新型的鋪布機械,具有效率高、可控性強、工作性能穩定、故障自診斷等優點,是一項集機電于一體化的高新設備。雙PLC控制技術引入到鋪布設備中,提高了系統的穩定性、可靠性。MCGS系統的應用使用戶界面更加友好。伺服系統使鋪布效率與鋪布精度有了很大提升。基于雙PLC控制的智能鋪布機設計推動了服裝生產中鋪布設備的智能化、網絡化的技術發展。
[1] 何賢安.自動鋪布系統在現代服裝業中的應用分析[J].廣西機械,2014,(1):35-36.
[2] 楊正軍.用好自動鋪布系統發揮裁剪車間的最佳效益[J].國際紡織導報,2011,(12):64-64,66.
[3] 冷紹玉.對拉布機了如指掌分三步走[J].中國制衣,2008,(2):84-86.
[4] 蔡錦達,黃樹根,尤黔林,周晶晶.雙PLC技術在多軸運動控制中的應用[J].電氣傳動,2012,42(5):42-45.
[5] 卞洪元.基于PLC控制的工業機器人系統的研究與實現[D].南京:東南大學,2005.
[6] Seoncheol K,Youngsik K.A fractional-NPLL frequency synthesizer design[A].Proceedings of the IEEE Southeast confere nce,Piscataway,NJ,USA:IEEE[C].2005:84-87.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27