細長軸雙刀車削加工讓刀量誤差優化的研究與應用
2015-04-25 01:45:14張正義劉芳
機床與液壓 2015年9期
關鍵詞:變形
張正義,劉芳
(1. 西華大學機械工程與自動化學院,四川成都610039;2. 中原工學院機電學院,河南鄭州450007)
0 前言
在車削加工中,細長軸(長度與直徑的比值大于20 的軸)由于長徑比大,在切削過程中極易產生振動、彎曲變形等不利因素,傳統的加工方法很難滿足對零件加工精度的要求,所以尋找提高細長軸加工精度的突破口就尤為重要。自誤差補償技術自提出以來廣泛用于數控機床加工精度的提高,包括機床熱變形誤差補償、運動誤差補償以及刀具切削力變形誤差補償[1-2]。文獻[3]分析了車削細長軸時非線性振動對其加工精度的影響,對實際生產中細長軸的加工有指導作用。文獻[4]通過運用神經網絡建立跟刀架車削細長軸的尺寸誤差預測模型,研究了不同切削用量對加工精度的影響。文獻[5]通過用進刀量補償法減少細長軸的加工誤差,提高了細長軸的加工精度。文獻[6]通過對細長軸車削用量優化與加工變形誤差補償技術的研究,有效解決了細長軸類零件的加工變形問題。
以上方法對細長軸的車削加工精度的提高都有一定的幫助,但是在加工精度要求很高的情況下還存在缺陷。本文作者通過建立細長軸雙刀車削模型,推導出刀具加工點理論讓刀量公式,然后進行仿真優化,并將優化的公式作為補償函數進行細長軸的車削實驗,與沒有補償函數的細長軸車削加工對比,結果表明,采用優化后的刀具加工點讓刀量公式作為補償函數能顯著提高細長軸的加工精度。
1 刀具加工點退讓量理論分析
細長軸的車削加工通常采用一夾一頂的裝夾方式,將三角卡盤一段簡化為固定端并限制全部自由度,彈性頂尖一端簡化為鉸支端,建立xoz 平面細長軸雙刀車削徑向力受力車削模型,如圖1 所示。

圖1 細長軸雙刀車削受力模型
圖1 為細長軸雙刀車削在xoz 平面的受力分析模型,F1、F2為主切削力,假設兩把刀具的背吃刀量相等,那么F1=F2。兩把刀具之間的橫向距離Δx 相對于l 來說很小,所以把主切削力F1、F2等效為力偶MF,力偶MF位于主切削力F1、F2中點位置。
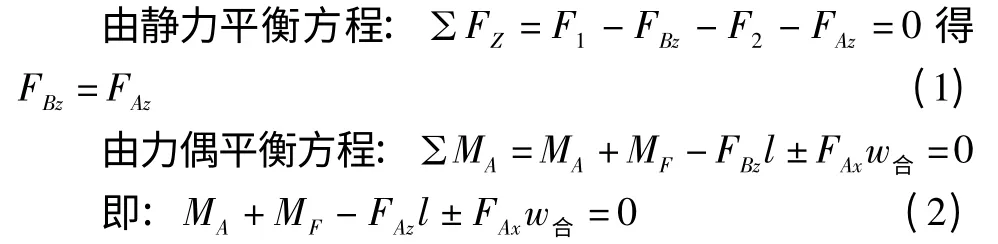
其中±與w合同號,MF=ΔxF1
由此可知,式(2)中MA、FAz為未知量,要求解必須補充一個變形方程。利用奇異函數法寫出細長軸的撓曲線方程,奇異函數定義:若x <a,則量<x-a >=0;若x >a,則<x-a >= (x-a)。
根據邊界條件:x =0,w =0,w' =0 以及x =l,w=0 求解上式,得到細長軸的撓曲線方程。
假如只研究因刀具徑向力產生的彎曲變形,分離出刀具的進給力,則FAxw合因子為0,對式(3)進行一次、二次積分,并由邊界條件得:
令x=a+Δx,則b=l-x,MF=F徑Δx
由此可得細長軸車削時刀具在加工點的理論讓刀量方程:

2 刀具加工點退讓量仿真分析及優化
運用有限元法對細長軸雙刀車削進行靜力學分析,在仿真分析之前,考慮到細長軸實際切削過程中各因素的相互影響,為便于研究,在仿真過程中做如下假設:(1)刀具不產生任何磨損或變形;(2)切削過程中徑向力恒定不變; (3)仿真過程中切削力為背吃刀量為1 mm 時的值。
圖2 為細長軸有限元的網格模型,細長軸雙刀車削模型是以梁理論為基礎建立的簡支梁模型,文中仿真分析考慮實際情況選用Beam188 單元,該元素是基于Timoshenko 梁理論建立的。仿真結果的準確性和網格劃分的精細程度相關,網格劃分得越精細,仿真結果越準確,考慮到實驗數據的計算和處理,仿真模擬將細長軸有限元模型在x 軸方向上離散劃分為100 份,對應的節點數為100 個。圖3 為細長軸雙刀車削有限元仿真分析模型。
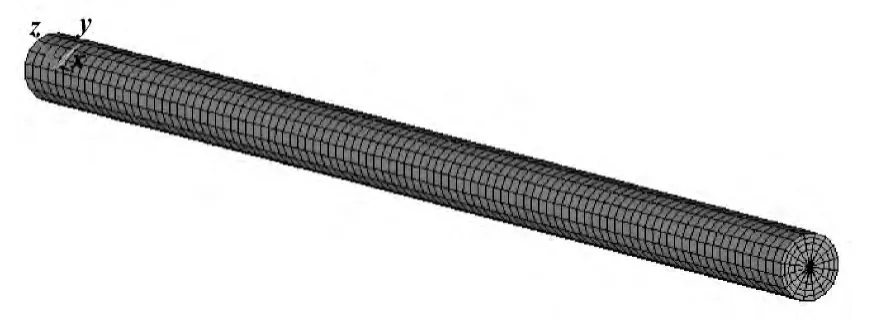
圖2 細長軸有限元網格模型
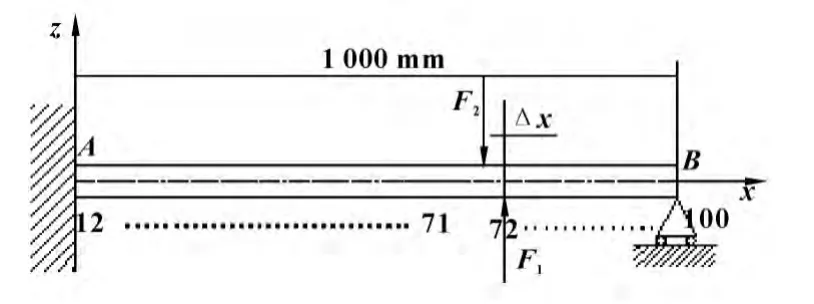
圖3 雙刀車削有限元仿真模型

表1 仿真模型參數
刀具徑向力為實驗所得,根據仿真要求,定義仿真分析類型為靜力分析,依據上文簡化的模型,設置在1 號節點處施加全約束,在2 號節點處施加y、z 方向的位移約束。載荷設置為分布載荷,每一步為10 個節點,圖4 為細長軸雙刀車削彎曲變形圖。

圖4 雙刀車削加工零件變形圖
在后處理中,利用查看節點位移命令,顯示出每一步刀具所在點的z 方向上位移作為刀具加工點的讓刀量,經過整理數據如圖5 所示。
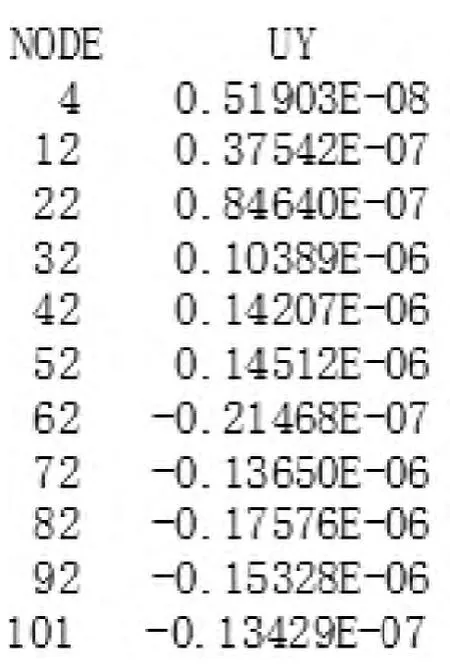
圖5 節點數據
由于細長軸在加工過程中產生了彎曲變形,導致了刀具理論加工點的位置發生了變化,造成了工件加工尺寸誤差,如果預測出刀具加工點的讓刀量,便可以知道工件的尺寸誤差,提前在誤差點進行防范。讓刀量的預測對細長軸的加工有著重要的指導作用,而且也為數控編程實施刀具補償提供了運動軌跡。由刀具分力與背吃刀量近似成正比的關系[7],引入修正系數k,得到細長軸在刀具加工點的讓刀量預測公式為:

其中k 為引入的切削徑向力修正系數。
將l=1 000 mm,d =50 mm,F =78 N,E =2.1×1011Pa,Δx=10 mm,I=代入式(4),得出細長軸雙刀車削刀具加工點實際讓刀量預測公式:

利用Matlab 軟件對式(5)進行求解,分別繪制出了修正系數k 取1,1.1,1.2 時的曲線,把細長軸軸向坐標(節點按所在位置進行轉化)設置為橫坐標(x 軸),把刀具加工點的退讓量作為縱坐標(y軸),坐標原點為卡盤固定端,繪制曲線如圖6 所示。
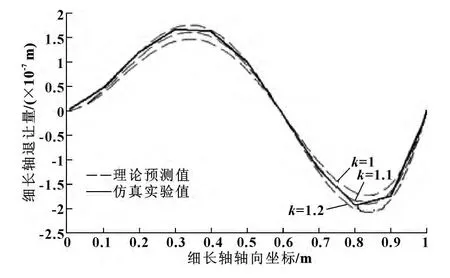
圖6 節點退讓量曲線
由圖6 可以看出,當修正值k =1.1 時,預測值和仿真值相差最小,繪制的曲線最相近,所以建議k的初修正值為1.1。
3 實驗驗證
為驗證在實際生產過程中讓刀量預測公式在數控補償系統中的加工效果,文中進行了實驗切削,實驗機床選用NZ-S1500/1000 雙刀塔車床。實驗工件材料選用45 鋼,長L=1 000 mm,直徑d =50 mm,已經完成粗加工;實驗刀具選用硬質合金可轉位車刀,車刀幾何角度:主偏角Kr=90°,前角γ0=15°,刃傾角λs=5°,后角α0=60°;實驗切削參數:切削速度150 m/min,進給速度0.6 mm/min,背吃刀量ap1=1 mm,ap2=1 mm。
實驗分為兩組,一組為不采用讓刀量預測公式直接車削加工,另一組采用讓刀量預測公式進行車削加工。實驗結束后用千分尺分別測量十組不同位置的直徑,結果見表2。

表2 實驗數據
利用Excel 軟件,以細長軸直徑為縱坐標,以軸的軸向坐標為橫坐標,設置細長軸卡盤固定端為坐標原點,繪制出加工細長軸直徑-軸橫向位置坐標的曲線圖,如圖7 所示。
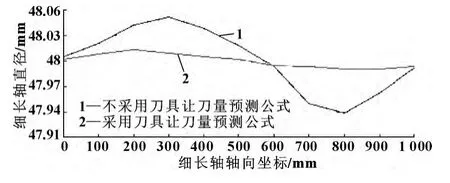
圖7 細長軸直徑-軸橫向位置坐標的曲線圖
由圖7 可以看出:雖然由實驗數據得出的曲線和仿真曲線存有一定差異,但曲線的總體趨勢基本一致;采用刀具讓刀量預測公式作為補償函數車削細長軸的直徑誤差明顯低于不采用刀具讓刀量預測公式作為補償函數車削細長軸的直徑誤差,并且最大誤差值減小0. 053 mm。由此證明了采用刀具讓刀量預測公式作為補償函數可明顯提高細長軸加工精度,并為數控車削細長軸提供了補償方程。
4 結束語
通過對細長軸雙刀車削的靜力學仿真分析,得出刀具在加工點的退讓量數據,利用Matlab 對預測的理論分析曲線進行優化,并和仿真曲線進行對比,得出徑向力修正系數k 的取值為1.1。通過數控實驗驗證,采用刀具讓刀量預測公式作為補償函數車削細長軸可大幅度提高細長軸的加工精度,并且該研究在其他細長軸類零件的車削加工過程中具有指導意義。
[1]李玉玲,李志峰,魏偉鋒.車削加工細長軸的理論誤差分析[J].煤礦機械,2008,29(10):108-109.
[2]劉龍田.用進刀量補償法減小細長軸車削加工誤差[J].電子設計與工程,2012,20(21):100-102.
[3]王小翠,李蔚,侯志敏.細長軸車削用量優化與加工變形誤差補償技術的研究[J].制造技術與機床,2007(10):85-88.
[4]韓榮第,崔伯第.基于神經網絡的細長軸車削加工尺寸誤差預測研究[J].工具技術,2002,42(5):9-11.
[5]許文韜,岳鵬程,宋有為.普通車床的對稱式雙刀車削[J].機械工程師,2007(9):135-136.
[6]江平.細長軸車削加工過程的有限元仿真分析[D].成都:西華大學,2012.
[7]BALLO I.Non-linear Effects of Vibration of a Continuous Transverse Cracked Slender Shaft[J].Journal of Sound and Vibration,1998,217(2):321-333.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36