基于Moldflow軟件的注塑件澆注系統優化
2015-05-30 04:41:24代洪慶
科技創新與應用 2015年34期
關鍵詞:成型工藝


摘 要:以Moldflow軟件為平臺,模擬了某注塑件的注塑成型過程。根據模擬結果,分析了造成充填不平衡的原因,優化了模具的澆注系統。為模具設計人員設計依據。
關鍵詞:注塑;澆注系統;成型工藝
隨著塑料工業的快速發展,塑料產品的種類越來越多,結構也越來越復雜。注塑成型是塑料加工的主要方法之一。注塑成型是一個很復雜的過程,塑件成型材料不同、工藝參數不同、塑件結構不同都會影響塑件的成型質量[1]。在實際生產過程中,設計人員通常根據傳統經驗來選擇注塑成型工藝參數,這種方法需要反復不斷的試模,既浪費了材料,增加設計成本,又增長了生產周期[2]。文章以某遙控器下殼為例,利用moldflow軟件,預測了注塑成型過程中產生的質量缺陷,通過調整工藝參數和澆注系統。得到較好的成型工藝方案。
1 塑件的結構工藝性分析
本例的產品為某遙控器的下殼。利用UG三維設計軟件對該塑件進行實體造型。塑件的總體尺寸為162mm,寬度44.7mm,高度22mm。塑件外表面要求光亮,沒有縮痕,無瑕疵。遙控器下殼為非對稱結構,其壁厚為1.5mm,只是在遙控器電池殼底部有一個高4mm寬2mm的凸臺。塑件的材料為ABS,本例選擇GE plastics公司 cycoloy c2950。該材料推薦的工藝參數如表1所示。為了提高產品的生產率,模具采用一模兩件。其有限元模型如圖1所示。
2 充填分析
利用三維設計軟件將遙控器的外殼模型以igs格式導出,再將文件導入到moldflow軟件中。塑件的模型采用雙層面網格類型,全局網格邊長設為2.3mm。經修改網格后,模型網格的統計信息如表2所示。
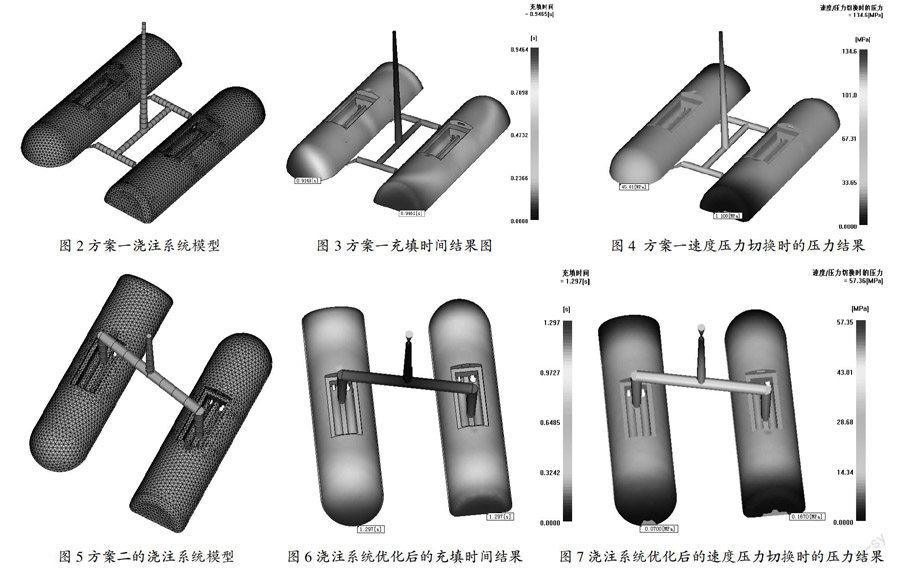
塑件澆注系統的位置、形式和尺寸對塑件的成型性能和成型質量有很大的影響,本例針對此塑件的澆注系統設計了兩種方案。方案一如圖2所示,澆注系統的主流道長為80mm,始端直徑為3.5mm,椎體角度為3°,分流道的直徑為6mm,澆口為4個潛伏式澆口,位于遙控器內側壁處。
方案一的注射工藝具體設置如下:模具溫度、熔體溫度設置為系統推薦的溫度。注塑時間為0.9s,采用充填體積的99%來控制速度壓力切換點。保壓壓力設為充填壓力的80%,保壓時間為10s。設置完成后交計算機模擬計算。
計算機模擬完成后,從塑件的充填時間結果圖上看,如圖3所示。遙控器外殼的頭部和尾部為塑件的填充末端,塑件的充填時間為0.94649s,塑件在最后填充的時間為0.9149s和0.9461s,可以看出方案一產品最后充滿的注射時間相差0.0312s,填充較不平衡。速度壓力切換時壓力為134.6MPa,熔體充型末端的壓力分別為1.1MPa,45.81MPa。壓力差達到了44.71MPa,兩者之間的壓力差距較大,這樣會導致遙控器尾部出現過保壓現象,如圖4所示。另外,方案一的剪切速率為80988s-1。超出材料的最大剪切速率為40000s-1。由于剪切速率的大大超過了材料推薦的剪切速率,將導致塑料熔體在充型時發生降解。
通過方案一的充填分析結果可知,當遙控器尾部填充完成后,遙控器的頭部還有部分區域沒有填充完全,這就導致遙控器尾部壓力升高。并且其注射壓力達到了134.6MPa,使塑料熔體在流道的剪切速率增大,容易引起塑料熔體降解。針對上述存在的成型缺陷,方案二的澆注系統做了如下調整:(1)調整澆口位置和數量,使塑料熔體盡可能同時到達塑件的填充末端。(2)主流道的長度改為60mm,分流道的直徑增大到7mm。澆口改為點澆口,澆口位于電池盒中間的凸起部分,其末端直徑增大到1.5mm,始端直徑為2mm。(3)注射時間調整到1.2s。如圖5所示。
方案二的填充分析結果顯示塑件的注射時間為1.297s,其末端的填充時間相同。如圖6所示。在速度壓力切換型腔末端壓力差也降為0.097MPa,最高注射壓力為57.35MPa,如圖7所示。剪切速率降為32503s-1,如圖8所示。經過澆注系統的優化后,不僅使材料的剪切速率降低,防止塑件在填充過程中出現降解,而且使塑料熔體達到填充平衡。
3 結束語
文章以遙控器下殼作為分析研究對象,利用moldflow軟件分析出方案一的澆注系統存在充填不平衡、塑料熔體在填充時出現降解等缺陷。通過調整澆注系統的設計,達到消除缺陷的目的。
參考文獻
[1]王高潮.模具CAD——UGNX應用[M].北京:機械工業出版社,2007.
[2]陸金更,王金燦,吳新燦,等.基于UG與Moldflow的手機外殼注塑模具設計[J].機械工程師,2014,5:118-119.
作者簡介:代洪慶,工作單位:黑龍江八一農墾大學工程學院。
猜你喜歡
科技與創新(2017年7期)2017-05-13 11:30:40
中國民族民間醫藥·上半月(2016年9期)2017-05-11 00:14:18
科技資訊(2016年36期)2017-04-21 01:46:44
課程教育研究·學法教法研究(2016年34期)2017-03-31 04:01:04
山東工業技術(2017年5期)2017-03-16 15:57:08
中國民族民間醫藥·上半月(2017年2期)2017-03-09 17:42:17
科技與創新(2016年21期)2017-02-14 10:49:48
科技經濟市場(2016年5期)2017-02-05 23:30:06
中國醫藥導報(2016年28期)2017-01-06 19:20:09
中小企業管理與科技·中旬刊(2016年8期)2016-08-03 14:57:53