航天用TC4鈦合金球形封頭成型工藝分析
2016-08-03 14:57:53劉釗張成崔愛斌趙斌
中小企業管理與科技·中旬刊 2016年8期
關鍵詞:成型工藝
劉釗+張成+崔愛斌+趙斌
摘 要:本文通過理論分析及試驗的方法確定了航天用高精度TC4球形封頭的成型工藝,該工藝過程主要包括沖壓成型及表面精加工兩部分。采用板材成型的方法,制定了特殊的沖壓工藝,解決了薄壁球形封頭成型過程中起皺及開裂問題,最終通過制定特有的數控車加工工藝對內外壁進行加工,保證了形狀尺寸及表面粗糙度。該工藝過程既可滿足航天用球形封頭重量、尺寸及表面質量的要求,又采用了薄壁板坯成型的方法,大大降低了加工成本。
關鍵詞:TC4鈦合金;薄壁球形封頭;成型工藝;數控車加工工藝
中圖分類號: TG379 文獻標識碼: A 文章編號: 1673-1069(2016)23-149-2
0 引言
TC4(Ti6Al4V)鈦合金以其較高的耐腐蝕性、較高的質量性能因子而被廣泛作為航空航天壓力容器的制造材料。球形封頭是航天壓力容器中的主要承壓部件,其加工精度要求較高,主要集中在壁厚均勻性及重量控制方面。為了達到航天用TC4球形封頭的要求。本文主要從成型及精加工兩方面進行分析,采用了特有的板材沖壓成型方法,及數控加工內外表面,確保了壁厚均勻性及重量要求。
1 TC4球形封頭沖壓成型過程
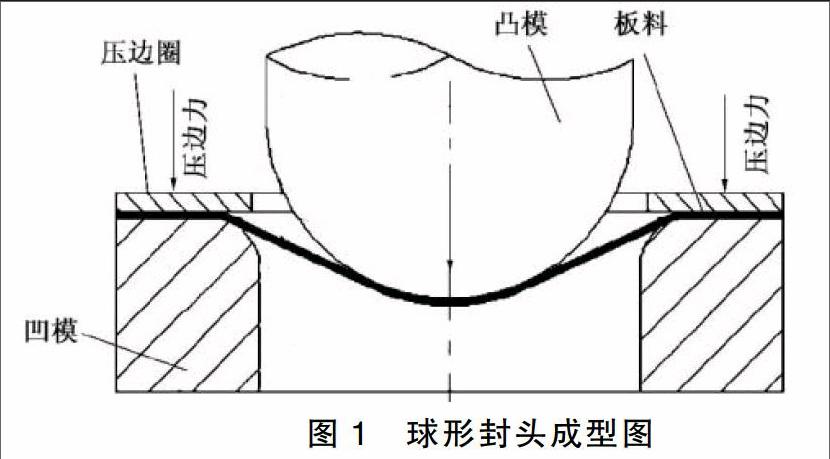
薄壁半球形零件屬于典型的沖壓件,在配套模具的作用下,由平面板料經過塑性變形而成,成型過程中主要問題表現為起皺和破裂兩個方面。成型過程如圖1所示,通過凸模的下壓過程,對板料施加壓力,在凹模的約束下,最終形成半球形封頭。
1.1 TC4球形封頭沖壓成型缺陷分析
TC4鈦合金是一種強度較高的α-β型兩相合金,該合金擁有優異的綜合性能,在航空和航天工業中獲得了最廣泛的應用。
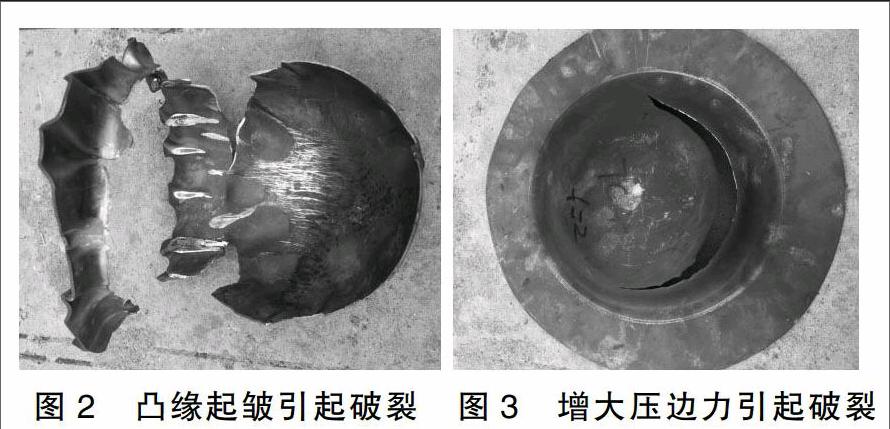
由于重量的高要求,封頭均為薄壁尺寸,所以成型過程易出現起皺與破裂問題。其中一部分板料未與凹凸模表面接觸,呈現無約束懸空狀態,易發生褶皺,稱為球面起皺;另一部分位于凹模表面的平面板料,也易發生褶皺,稱為凸緣起皺;隨著起皺的發生,會使球面部分板料所受的拉力增大,最終發生破裂(如圖2所示)。其中引起破裂的另一部分原因為較大的壓邊力,對于薄壁板材,增大壓邊力會減小凸緣起皺,但如果對壓邊力控制不當,則容易發生破裂(如圖3所示)。
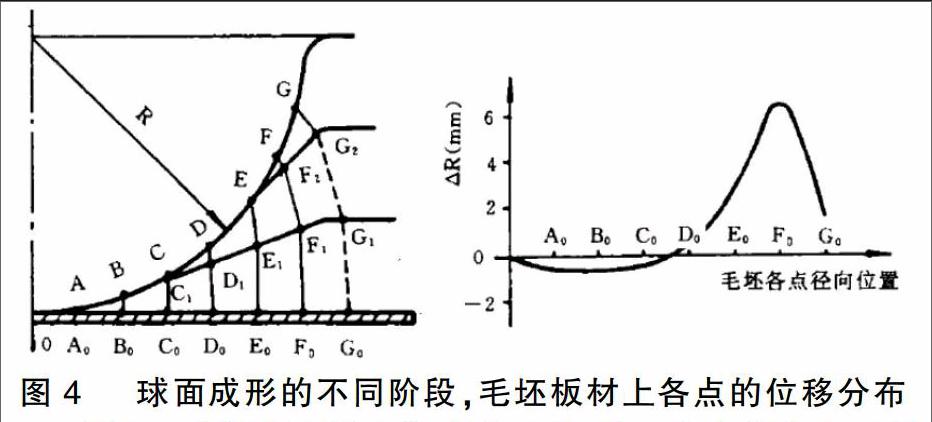
球形封頭沖壓成型過程一直伴隨著板材的塑性變形,通過監測成型過程球面不同點的位移,得到了球面形成過程的塑性變形情況,如圖4所示:
由圖4可得球形封頭的成形過程,球面各點均發生了塑性變形,其中從球頂(A點)至球冠(F點)的拉伸形變逐漸增大,球冠處到達最高點,所以對于沖壓成型的球形封頭,其球冠處的壁厚減薄量最大。
由于TC4鈦合金的高比強度,其球形封頭必須采用熱成型的方式,由圖4可得成型過程板坯必須具有一定的塑性。薄壁TC4鈦合金球形封頭,根據公式(1)可得,板材厚度越小,散熱越快,塑性降低的就會越快,成型過程易發生開裂現象。
t=α·K·D(1)
其中,t——加熱或散熱時間(min或s);α——加熱系數(min/mm或s/mm);D——工件的有效厚度(mm);K——裝爐條件修正系數,通常取1~1.5。
所以TC4鈦合金球形封頭的成型,其板坯必須具有一定的厚度,保證沖壓過程熱量散失不能過快。
1.2 TC4球形封頭沖壓成型工藝分析
通過對TC4球形封頭成型缺陷的分析,得到了板坯必須具有一定的厚度,這樣既能保證沖壓過程材料具有一定的塑性,又能防止凸緣起皺的發生。為了不增加加工成本,盡量選取較薄的板坯,采用上下夾板的方式增加其“厚度”,如圖5所示:
成型后的板坯進行沖壓,可看作厚壁板封頭沖壓成型過程。該過程由于厚板坯料在位于凹模凸緣處可抵抗較大的平行與板面的壓應力,不需要較大的壓邊力,即可防止凸緣起皺的發生。經過實踐分析,得到如圖6的工藝流程:
經過改進后的成型工藝進行沖壓,得到了合格的TC4球形封頭,尺寸合理,可以進行數控車加工。
2 TC4球形封頭車加工過程
成型后的TC4球形封頭,必須經過內外表面加工才能滿足航天用球形封頭的標準,一般航天用封頭粗糙度要求高于1.6,封頭的壁厚誤差在0.05mm范圍內。由于加工精度較高,必須對可能產生誤差的原因進行分析,制定合理的車加工工藝,確保誤差滿足要求。
加工過程中誤差產生的原因較多,主要有以下幾種:
①加工殘余應力的影響:經過熱沖壓成型的球形封頭,其塑性變化較大,隨著溫度的降低,會產生較大的內應力,加工過程中,隨著壁厚的減薄,應力會逐漸釋放,影響到成型后的尺寸精度。
②裝夾受力變形:球形封頭在車加工前,整體尺寸較薄,在加緊力的作用下,容易發生變形,直接導致加工基準發生變化,最終影響整體尺寸。
③加工振動變形:加工過程中,在切削力的作用下,由于工件壁厚較薄,容易產生振動而變形,進而影響工件的表面質量。
④刀具的影響:TC4鈦合金導熱性差,使用導熱性差的刀具,會使工件表面產生較大的切削熱,工件受熱后剛性較差,尺寸難于控制。
根據以上誤差產生的原因,采取相應的控制措施,確保工件的尺寸精度。
①成型后熱處理。
沖壓成型后的封頭,在去除內外夾板之前,進行消應力熱處理。熱處理溫度600℃~650℃,保溫1~4h,空冷。熱處理后可減小加工殘余應力。
②采取合適的工裝。
封頭車加工前,首先要確定基準,整個加工過程中,基準不能發生變化。可在封頭口部組焊一圓環作為封頭后期的加工基準(如圖7所示),車加工時直接夾持圓環,可減少因裝夾力對封頭尺寸的影響。
③車加工工藝。
TC4鈦合金的難加工性及壁厚尺寸的限制,要制定合理的車加工工藝才能達到航天用球形封頭的精度尺寸。通過理論與實踐分析,得到如圖8所示的車加工工藝流程:
④刀具選擇。
TC4鈦合金的高強度和高硬度特性,對加工刀具要求具備較高的強度和硬度;熱傳導性較差,切削加工過程中產生的熱量無法及時散失,導致刀具磨損加劇,進而影響加工表面質量;選擇刀具時必須考慮以下幾種特性:a刀具材料好的導熱性;b刀具材料較高的韌性;c車刀的前角與后角的大小。
3 結論
①TC4鈦合金薄壁球形封頭沖壓成型時,可通過組對上下夾板增加“厚度”的方式減小起皺與破裂問題的出現;
②成型后的封頭進行數控車加工,可組焊一圓環作為基準,便于夾持;選擇合適的刀具有利于表面質量及尺寸要求;
③TC4鈦合金球形封頭成型必須制定合理的沖壓成型及車加工工藝,沖壓成型后的熱處理非常必要;合理的車加工工藝可提高成品合格率。
參 考 文 獻
[1] 《中國航空材料手冊》編輯委員會.中國航空材料手冊 第四卷 鈦合金、銅合金[M].中國標準出版社,2002:104-131.
[2] 石曉強,孫韜,王紅梅.星用壓力容器封頭數控加工誤差控制研究[J].蘭州物理研究所,數控加工,2009,1(2):40-42.
[3] 李振杰.半球形沖壓件起皺因素分析[J].河南工程學院,鍛壓技術,2014,5(39):56-60.
[4] 樊東黎.熱處理技術數據手冊 第3章 金屬的加熱與冷卻[M].機械工業出版社,2001:123-174.
猜你喜歡
科技創新與應用(2017年13期)2017-05-24 08:15:39
科技與創新(2017年7期)2017-05-13 11:30:40
中國民族民間醫藥·上半月(2016年9期)2017-05-11 00:14:18
科技資訊(2016年36期)2017-04-21 01:46:44
課程教育研究·學法教法研究(2016年34期)2017-03-31 04:01:04
山東工業技術(2017年5期)2017-03-16 15:57:08
中國民族民間醫藥·上半月(2017年2期)2017-03-09 17:42:17
科技與創新(2016年21期)2017-02-14 10:49:48
科技經濟市場(2016年5期)2017-02-05 23:30:06
中國醫藥導報(2016年28期)2017-01-06 19:20:09