伊茲密爾輕軌項(xiàng)目底架變形控制
2015-05-30 10:48:04張益齊志鵬
科技創(chuàng)新與應(yīng)用 2015年12期
張益 齊志鵬
摘 要:土耳其伊茲密爾輕軌項(xiàng)目車體中,底架焊后變形嚴(yán)重,影響了車體質(zhì)量和下工序施工。文章通過對(duì)該項(xiàng)目底架焊后變形情況的記錄和分析,提出并實(shí)施了一些改進(jìn)底架組焊工藝的方案。這些方案經(jīng)過驗(yàn)證,可行且有效,極大的改善了底架組焊后出現(xiàn)的焊后變形問題。
關(guān)鍵詞:底架;焊接變形;反變形;焊接工藝;焊接量
引言
隨著鐵路行業(yè)的高速發(fā)展,城市軌道列車對(duì)車體的質(zhì)量要求越來越高。底架作為車體組成的一個(gè)最重要的部件,對(duì)整車質(zhì)量起到關(guān)鍵性的作用。底架焊接變形,不僅會(huì)影響底架本身的質(zhì)量,而且對(duì)車體總組焊等工序造成嚴(yán)重的影響。
南車株機(jī)城軌事業(yè)部車體車間于2010年11月中旬開始進(jìn)行全國(guó)首輛出口歐洲的城市軌道交通車輛——伊茲密爾城市輕軌車——的底架試制。該車型與以往所制車型對(duì)比起來,無(wú)論是車體尺寸還是設(shè)計(jì)的結(jié)構(gòu)都有很大的不同,因此在制造過程中遇到了一些以往從來沒有遇到過的問題,特別是底架焊后變形問題。所以,針對(duì)這些問題需提出一套全新的工藝方案來保證車體底架的質(zhì)量。
1 問題簡(jiǎn)述
土耳其伊茲密爾城市輕軌項(xiàng)目(IZMIRL1E)首個(gè)底架試制完成后,在I端牽引梁區(qū)域出現(xiàn)嚴(yán)重變形,局部變形量最大12.5mm,嚴(yán)重影響產(chǎn)品質(zhì)量。經(jīng)過分析認(rèn)為出現(xiàn)上述問題的主要原因有:
(1)焊接變形主要是由于過高的局部熱輸入量造成的。IZMIRL1E車體長(zhǎng)度大約為10m,僅為一般車型的二分之一,而焊縫長(zhǎng)度并沒有減少。這導(dǎo)致了該底架焊縫密集,局部熱輸入量大。
(2)對(duì)比一般車型底架,IZMIRL1E項(xiàng)目底架組成中沒有短地板部件,這使得底架正面的焊縫減少,缺少正面焊接變形。
(3)IZMIRL1E底架上的抗側(cè)滾組裝部件形狀特殊,焊接要求高,焊接量大,而且焊接過程復(fù)雜。
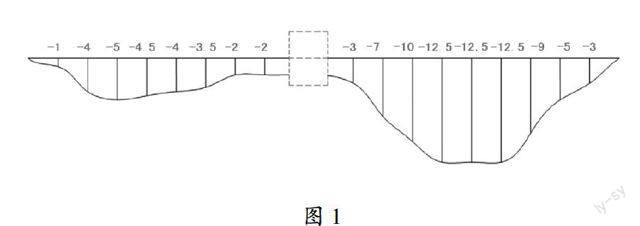
首車試制時(shí),根據(jù)設(shè)計(jì)要求和以往的經(jīng)驗(yàn),工藝人員將工裝預(yù)設(shè)成如下?lián)隙龋ㄒ灾虚g最低一個(gè)工裝支座為基準(zhǔn)點(diǎn)):II端:4,1,0,3,5:I端
首節(jié)底架試制完后出現(xiàn)了預(yù)料以外到的變形情況。車頭部位明顯下沉。采用4M平尺檢測(cè)時(shí),II端枕梁位置有5mm變形,I端枕梁位置變形達(dá)到了12.5mm,而且變形較為突然且集中。(變形情況如圖1所示)
調(diào)整焊接變形的常用方法是設(shè)置反變形。即根據(jù)以往經(jīng)驗(yàn),估計(jì)焊后變形量,然后設(shè)置相同或更大的反向變形量以抵消掉預(yù)先設(shè)置的反變形。
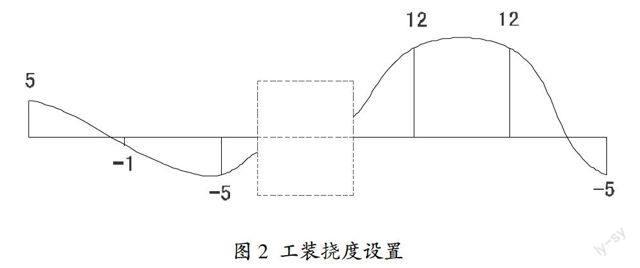
基于以上考慮重新調(diào)整了工裝,局部做出較大調(diào)整以增大反變形。調(diào)整后工裝撓度如下:
II端:5,-1,-5,12,12,-5:I端(圖2所示)
焊后變形量(測(cè)量工具4M平尺):II端最大變形2mm,I端最大變形12mm。(具體分項(xiàng)數(shù)值見附表)
以上數(shù)據(jù)表明,II端變形量已經(jīng)得到了很好的控制,但是I端變形依舊顯著。說明預(yù)設(shè)反變形控制效果不明顯。
通過對(duì)該車型進(jìn)行深層次的分析,工藝人員改進(jìn)了反變形工藝。因?yàn)槠鸬街巫饔玫墓ぱb只能對(duì)邊梁進(jìn)行支撐,底架枕梁部位處于懸空狀態(tài),焊接應(yīng)力造成的變形會(huì)導(dǎo)致枕梁向下塌陷,解除工裝的限位之后枕梁的下塌就會(huì)影響到邊梁的直線度。所以必須對(duì)懸空的枕梁進(jìn)行支撐。
試制采用的具體改進(jìn)措施是,在枕梁處安置一排四個(gè)千斤頂,組焊前先用千斤頂將枕梁頂緊,然后固定邊梁處工裝。
保持預(yù)設(shè)撓度不變,焊后變形量(測(cè)量工具4M平尺):II端變形情況情況良好,I端最大5.2mm變形量。
焊后變形已經(jīng)有了大幅度減小,以上數(shù)據(jù)證明了所采用的這種反變形工藝是可行且有效的。
為了繼續(xù)減小焊后變形,后續(xù)采取了改進(jìn)焊接順序,控制焊接電流等方法進(jìn)行調(diào)整,將該處的焊接變形控制在了4mm至6mm之間。
3 結(jié)束語(yǔ)
文章提出了焊接工藝的另一個(gè)出發(fā)點(diǎn),即反變形與工裝限位支撐等手段結(jié)合使用來控制焊接變形;而且并不局限于變形位置,針對(duì)整體做出必要的固定也是有效的。
設(shè)定合理的焊接路線,嚴(yán)格控制層間溫度是焊接工藝的基礎(chǔ),應(yīng)該時(shí)刻保證。作為一個(gè)成功的案例,以后的項(xiàng)目中可以借鑒本次制造工藝。生產(chǎn)時(shí)注意分析焊接變形原因以及焊接變形產(chǎn)生的具體位置,預(yù)設(shè)合理的反變形,并針對(duì)這些位置增加工裝的限位效果。使用此方法進(jìn)行焊接生產(chǎn)可以有效的控制焊后變形,對(duì)增加產(chǎn)品合格率有很大的幫助。
參考文獻(xiàn)
[1]焊接結(jié)構(gòu)學(xué)[M].
[2]材料科學(xué)基礎(chǔ)教程[M].
[3]鋁合金車體焊接工藝[S].
[4]EN15085.焊接標(biāo)準(zhǔn)匯編[S].
猜你喜歡
山東工業(yè)技術(shù)(2016年24期)2017-01-12 09:38:25
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
科學(xué)與財(cái)富(2016年29期)2016-12-27 16:07:51
機(jī)械制造文摘·焊接分冊(cè)(2016年2期)2016-12-23 21:02:08
科學(xué)與財(cái)富(2016年18期)2016-12-22 18:18:55
中國(guó)高新技術(shù)企業(yè)(2016年30期)2016-12-20 04:00:34
中國(guó)科技博覽(2016年22期)2016-11-01 12:31:00
中國(guó)科技博覽(2016年9期)2016-04-25 20:31:19
中國(guó)科技博覽(2016年7期)2016-04-25 15:41:57
科技視界(2016年1期)2016-03-30 23:10:15