熱熔式PET條捆扎機的參數調整
2015-07-02 18:59:53穆國東常安全
科技資訊 2015年8期
穆國東++常安全
摘 要:捆扎機作為自動包裝機的一個組成部分,運行頻率高,故障點多,為了提高其工作穩定性,及時發現捆扎機所出現的故障問題,現對TITAN熱熔式捆扎機的焊接裝置進行介紹,對其調整數據進行整理,對多發故障點進行分析,為捆扎頭保養維修提高可靠的理論依據,在生產運行中更好更快的對故障進行處理。
關鍵詞:焊接片 熱熔 參數
中圖分類號:TH122 文獻標識碼:A 文章編號:1672-3791(2015)03(b)-0036-01
該公司隸屬唐山三友集團,現有黏膠生產線9條,日產黏膠短纖5 000多包,每包需4條PE條捆扎,日捆扎1萬次,現使用的捆扎機有兩種,氣動摩擦式和熱熔焊接式,氣動摩擦式小巧可手持使用,但因焊接次數磨損焊接摩擦片,導致焊接質量下降,因此穩定性不好,常用于手動打包,人員可隨時查看焊接質量。電加熱焊接效果較穩定,無碎屑污染,但設備結構復雜,質量重,適合于自動捆扎系統,用于內捆扎打包設備時具有無污染特點。該廠的全自動打包機就是采用熱熔焊接,隨著自動化程度的提高,加熱焊接機將逐步替代摩擦焊接。下面就熱熔焊接機的結構及故障做以簡單介紹。
1 應用環境
黏膠短纖維1.11×33/1.8×1.67,包重280kg,包型外形尺寸為1 180mm×1 080mm×560mm,堆積密度約為383kg/m3,蓬松狀態下堆積密度為12kg/m3。捆扎方向為1180尺寸方向,共4根PE包條。
2 捆扎機主要運行步驟
傳輸和拉緊單元將包帶穿過軌道槽連回包帶頭,在此處激活包帶止住開關。在傳送過程中,包帶窄窄的繞包裝物一周固定,并按照預置的拉緊時間,拉緊包帶。焊接單元通過凸輪(分度控制)控制的各步驟時間,它夾住包帶兩頭,切斷包帶,通過加熱完成焊接。焊接完成后松開完成一個捆扎周期。
3 重要數據調整
3.1 壓塊間隙調整
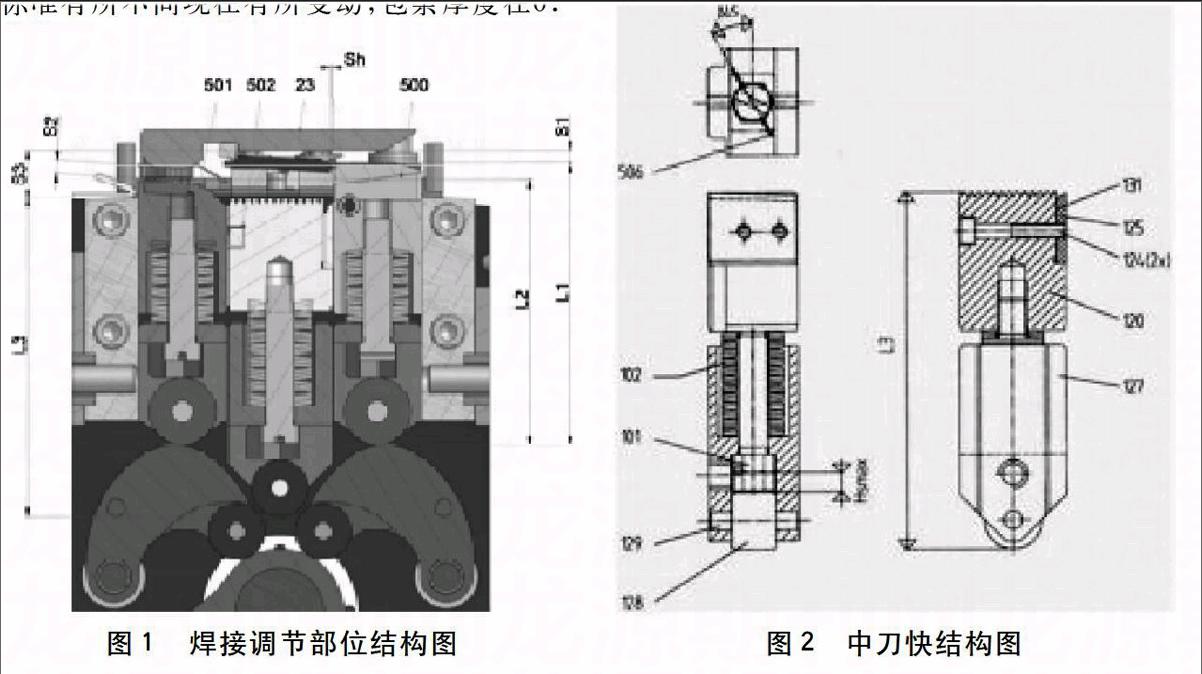
根據以往經驗來看中刀壓塊與壓蓋間隙最為重要,也是包條焊接最重要環節。根據TITAN公司給了標準,但是因為國產包條標準有所不同現在有所變動,包條厚度在0.65~0.9之間,焊接質量關鍵在于中刀壓塊間隙,調整在1.0~1.35之間,較設備說明書標準偏低約0.1~0.2mm,焊接溢出物均勻,強度高,此間隙不為絕對數值,在PET包條成份的不同根據實際情況進行調整。
圖1為具體所要調節部位尺寸表示,現在以中刀壓塊(502)調節間隙為例子,其余兩個間隙原理也一樣。為此要從(100)上拆下軸(104)和軸承(103)和安全護件(506),通過調節101螺栓來控制距離,如果間隙低于0.8mm,逆時針擰緊擰上螺絲(101),或間隙超過1.65mm,順時針松開螺絲。每1/4扣對應0.2毫mm。(精確尺寸要等到安裝包帶頭在調節)。調節完之后把安全護罩(506)安到(101)上,逆時針擰到模塊(101)底部注意盤簧潤滑。Hsmax區應該涂上黃油,注意(506)的位置夾角與(100)豎直方向即ALS應為30°!。固定好后安裝(103)(104)到(100)上即可。在這里有一個非常需要注意的問題,就是壓塊里面的碟簧安裝是有方向的按上圖間隙圖可看出碟簧安裝方位和數量的。(上壓塊共24片盤簧,中刀壓塊25片,下壓塊22片)。
3.2 檢測位B84間隙調節
包帶停止開關-B82位于罩子(85)后面的分離支撐器內,整體位于殼體頂部左邊角落。包帶進入通道系統之后,即包帶到達合閘手柄的時候,包帶停止開關對傳輸電機(1M22)不動作。在這種情況下,十字螺釘(18)表面擋住進包帶停止開關-B82的開關區域。開關位于支撐物的鑄鐵銷上。可以根據螺釘18與-B82間隙,一般在0.5~0.8之間。(為保證其靈活性,最外蓋板與上壓塊要時常清潔)。
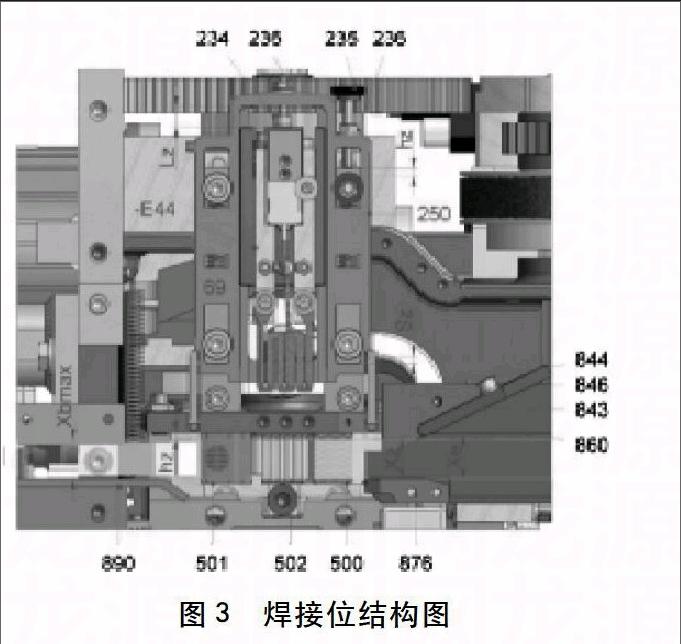
3.3 包帶焊接處數值調節
(1)包條在軌道板中數值為XE=包條最大值+2mm(包條最大值為包帶寬度+公差)。調節步驟為:(843)會使包帶預居中,右導軌(860)上的圓頭螺釘(844)松開,即可按照需要的尺寸Xe.設定。按照說明計算,再擰緊圓頭螺釘(844)。
(2)焊接片框架調節。第一種可以在按鈕S63使凸輪在60°時調節螺栓(235)使框架最前端與上包條軌道開合內側一條線即可。第二種可以在原點時調節螺母(235)讓在原始位置焊接片框架前端與蓋板最外邊一條線即可。
(3)焊接片會零位距離
可以通過調節螺栓(234)來控制焊接片回程距離,LZ距離大約10mm,此數值設定直接關系到焊接片前進距離,關系到包條焊接質量。
4 維護保養
每周清潔一次加熱區,如果因為環境影響不干凈,可以更頻繁。清潔時,要對導軌,尤其是焊接區進行除塵和除銹。用壓縮空氣進行清潔時,要注意使用盡可能低的吹掃壓力,選好吹掃方向,不能讓雜質接觸加熱片,進到導軌內,特別是殼體導向中。加熱熱熔區域、加熱片必須沒有劃痕,沒有彎曲變形。只要光滑、平整的加熱片才能保證連續、穩定的優質焊接。每次故障解決后,加熱區和整個模塊區必須進行清潔檢查、焊接檢查,建議對加熱區每星期進行檢查。
參考文獻
[1] 黃家玉,張瑞志.人造纖維工廠裝備[M].青島:青島海洋大學出版社,1993.
[2] 彭宴星.AUTEFA2000C型全自動打包機及應用改進[J].人造纖維,2014(2).
[3] W Tichy,黃碩成.全自動打包機[J].國外紡織技術(化纖、染整、環境保護分冊),1992(1).