自潤滑關節軸承精密擠壓合套技術
2015-07-26 06:22:34劉東雷劉勝吉費鵬蔡亞林
軸承 2015年4期
關鍵詞:工藝
劉東雷,劉勝吉,費鵬,蔡亞林
(1.江蘇大學 汽車與交通工程學院,江蘇 鎮江 212013;2.江蘇希西維軸承有限公司,江蘇 鎮江 212009)
1 擠壓合套自潤滑關節軸承特點
擠壓合套自潤滑關節軸承由一個帶有外球面的內圈和一個帶有內球面的整體外圈及貼合在外圈內表面的自潤滑層組成,如圖1所示。其結構簡單,承載力強,耐沖擊性好,在使用時無需補充潤滑劑,與其他類型的關節軸承相比,因沒有開縫結構,內外圈不易分離,受力均勻,承載能力和可靠性更高,且運行中不易損傷內圈及自潤滑層,自潤滑性能高,所以廣泛應用于工程機械、水利設施、重載汽車、航空等設備中[1-3]。
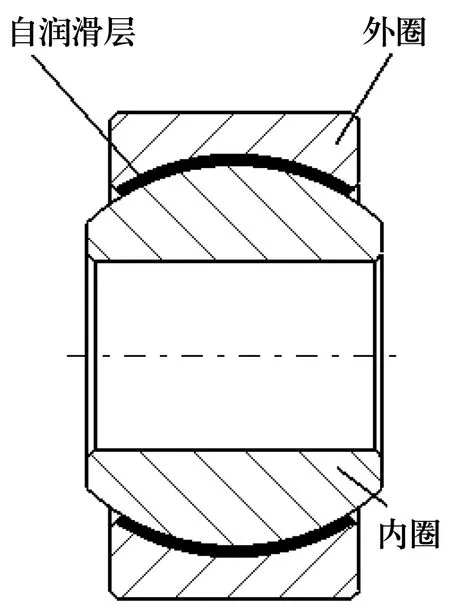
圖1 擠壓合套自潤滑關節軸承結構
擠壓合套工藝是該類自潤滑關節軸承的核心制造技術[4],是一種將軸承外圈通過塑性成形裝配到內圈上的工藝。擠壓合套工藝方法與質量水平直接關系到成品軸承的性能,擠壓工藝控制不當,極易造成貼合在外圈內表面的自潤滑材料受壓而破損、甚至壓潰,還會產生內外圈之間貼合度差、游隙不均、殘余應力過大等問題,從而降低產品的力學性能、可靠性與使用壽命等。我國自潤滑軸承起步較晚,制造技術與工藝研究相對落后,開展具有自主知識產權的核心設計方法與制造工藝的研究,對提高我國自潤滑軸承的制造水平至關重要[1,5]。
2 擠壓合套技術
由于技術保密,國內外對擠壓合套自潤滑關節軸承的研究報道較少,多集中在自潤滑軸承摩擦磨損性能試驗與自潤滑材料機理上[6-8],鮮有擠壓合套自潤滑關節軸承擠壓合套工藝的文獻公布。文獻[9]提出了一種浮動芯軸擠壓成形工藝;文獻[10]提出一種過盈芯軸球窩擠壓成形;文獻[11-12]提出了無內圈作用模壓成形方法與旋壓成形工藝。傳統的擠壓合套成形工藝及設備落后,主要依據經驗與實物試驗獲得成形工藝參數,單件質量穩定性和可靠性差異較大,自潤滑層極易受壓損傷,且合套后外圈的內球面形狀尺寸精度低,游隙不均,產品開發周期長、費用高,獲得高性能產品的難度大。
數字化精密成形技術的發展為擠壓合套工藝提供了新的方法和手段,通過數值分析優化外圈毛坯、成形模具的結構及尺寸參數,嚴格控制擠壓合套的各個環節,使外圈內表面在不受內圈劇烈擠壓作用的情況下逐漸接近一個理想尺寸的球面,可最大限度地減少成形工藝對自潤滑層的損傷,確保游隙均勻,從而大大提高產品的壽命與可靠性。因此,基于數字化精密塑性成形技術,提出一種減少自潤滑層損傷的無損擠壓合套自潤滑關節軸承精密擠壓成形工藝方法,如圖2所示。
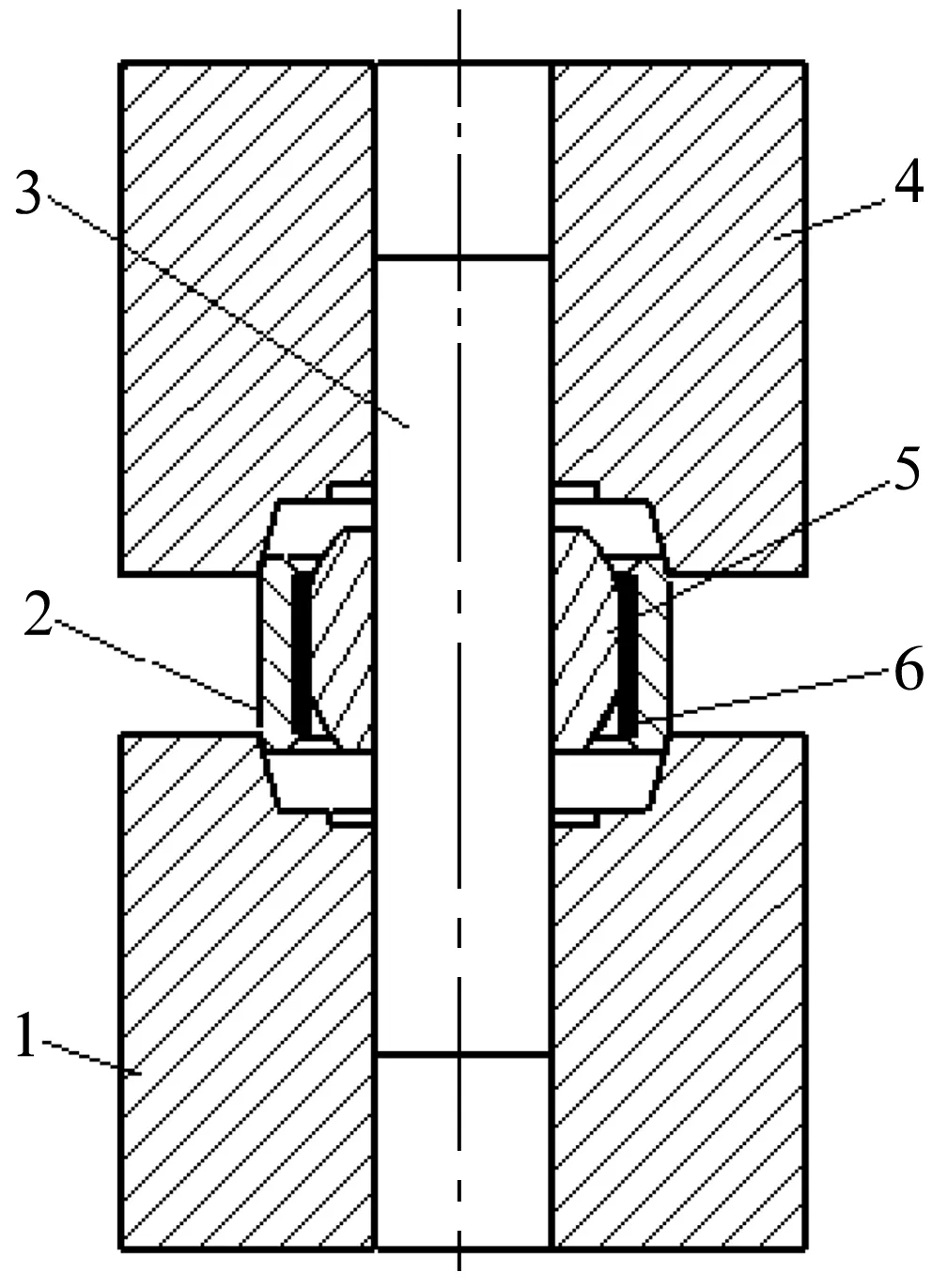
1—下凹模;2—外圈;3—浮動芯軸;4—上凹模;5—內圈;6—自潤滑材料
成形過程:首先應用數值分析設計出優化的外圈坯料、擠壓模具尺寸及結構,將自潤滑層粘貼在已加工好的外圈坯料內圓柱面上;然后將加工好的浮動芯軸置于內圈中,外圈毛坯套在內圈外,將芯軸連同內外圈置入下凹模內;當上、下凹模對合時,內圈和外圈坯料分別由浮動芯軸和凹模的內錐面定位,外圈坯料與自潤滑層緊緊包在內圈上,當作用在上、下凹模上的壓力卸去后,外圈坯料由于回彈產生游隙;最后對外圈坯料外表面進行機加工。
3 無損傷精密擠壓成形關鍵技術
擠壓合套自潤滑關節軸承無損傷精密成形工藝的關鍵是獲得精準的外圈毛坯與擠壓模具尺寸、結構參數及合理的擠壓成形過程,成形中避免外圈的彈塑性形變對自潤滑層劇烈擠壓,確保成形后自潤滑層不受損傷或者損傷最小,且得到符合游隙要求的產品,提高產品可靠性及使用壽命。基于體積不變原理、包邊成形后與內圈球面同心的設計原則,依據試驗、數值分析與經驗總結,提出了2種類型的自潤滑關節軸承擠壓合套精密成形工藝方法。
3.1 外圈坯料圓環狀設計,全包式精密擠壓成形工藝
外圈坯料結構設計為圓環狀,如圖3所示,擠壓模具型腔設計為圓弧面,上、下凹模保持一致,如圖4所示。采用一次或多次成形,成形中以內圈端面限位,浮動芯軸輔助定位,上下全包擠壓,利用成形后外圈回彈產生均勻游隙。該工藝設計的外圈與模具結構簡單,外圈沿產品對中性好,工藝操作性強,缺點是外圈及自潤滑層變形量大,自潤滑層在成形中所受應力應變較大。
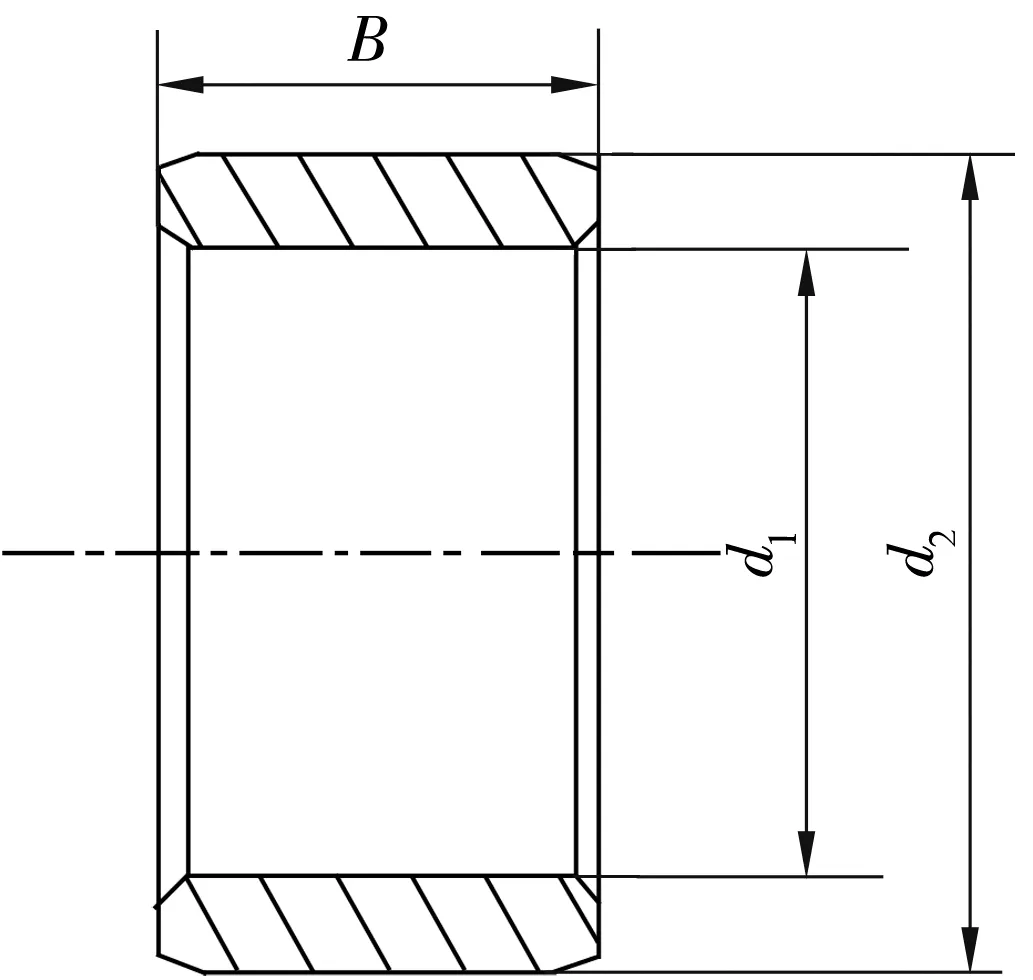
圖3 圓環狀外圈
3.2 外圈坯料半邊圓弧設計,半包式精密擠壓成形工藝
外圈坯料結構設計半邊為圓環狀,半邊為圓弧狀,如圖5所示。擠壓模具上凹模型腔設計為圓弧面(同圖4),下凹模設計為專用模具(圖6)。一次或多次成形,內圈端面限位,浮動芯軸輔助定位,半包成形,利用成形后外圈回彈產生均勻游隙。半包式工藝設計的外圈單邊形變量小,自潤滑材料與內圈貼合度好,缺點是非對稱外圈及模具結構,產品對中性差。
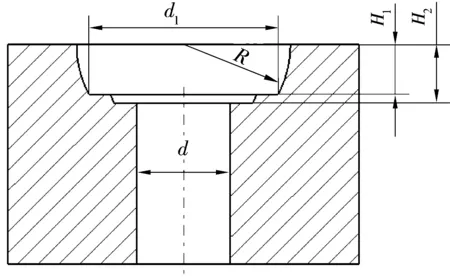
圖4 擠壓模具型腔圓弧面結構

圖5 半圓弧狀外圈

圖6 擠壓模具型腔圓錐面結構
4 有限元分析
自潤滑關節軸承外圈擠壓合套成形工藝屬于動態的多體接觸問題,外圈材料強度高、彈塑性變形復雜,成形后的內球面尺寸與形狀精度要求高,經驗與試驗方法無法獲得精準可靠的模具結構與工藝參數,需采用數值模擬分析方法。
以某型號擠壓合套自潤滑關節軸承圓環狀外圈全包式工藝,擠壓模具型腔圓弧面結構一次成形分析為例,通過對外圈裝配擠壓成形過程的有限元模擬,論述確定無損傷精密擠壓成形工藝關鍵參數的分析過程、分析方法與分析要點。
4.1 模型的建立與邊界條件設置
擠壓成形過程為多體接觸問題,考慮到對稱性,取1/2 模型進行計算,由于自潤滑材料比較薄,成形前已經與外圈粘結在一起,為簡化模型將其與外圈作為一體分析;模具與內圈的硬度相對外圈較高,且不是分析重點,將其作為剛體;外圈擠壓過程發生彈塑性變形;成形過程中,內外圈同軸,外圈上下模具沿軸線同時上下動作擠壓成形,以模擬實際的接觸情況。內圈與上、下模具采用R3D4網格單元類型,外圈采用C3D8R網格單元,網格劃分如圖7所示。

圖7 有限元模型網格劃分
4.2 分析過程與結果
通過控制外圈上、下模具位移量施加載荷,以外圈成形模具底部端面擠壓至內圈端面時為成形結束,而后分模。模擬分析成形過程中外圈(帶自潤滑層,下同)應力分布、分模回彈后外圈與內圈球面貼合度及外圈殘余應力;考察成形過程中自潤滑層損傷程度、游隙均勻性及殘余應力大小等關鍵性能指標。
4.2.1 成形過程外圈應力分布
成形過程中上、下凹模合模后,外圈所受應力逐漸增大;成形結束時應力達到最大值,應力分布沿外圈兩端面向內逐漸減小(圖8),符合成形實際情況。擠壓合套過程產生的最大應力約為799 MPa,位于外圈外圓面倒角處,對自潤滑層沒有直接影響,自潤滑材料所受應力約為400~600 MPa,應力分布比較均勻。

圖8 外圈成形結束時應力分布
4.2.2 分模后外圈與內圈外球面貼合度
貼合度越好,參與潤滑的自潤滑層面積越大,軸承的使用壽命越長。以內圈外球面與外圈游隙0.076 mm為貼合界限標準,游隙小于此值認為貼合。分析表明,從內圈端面起,端面沿軸線約3.4 mm以下內、外圈可完全貼合,如圖9所示。
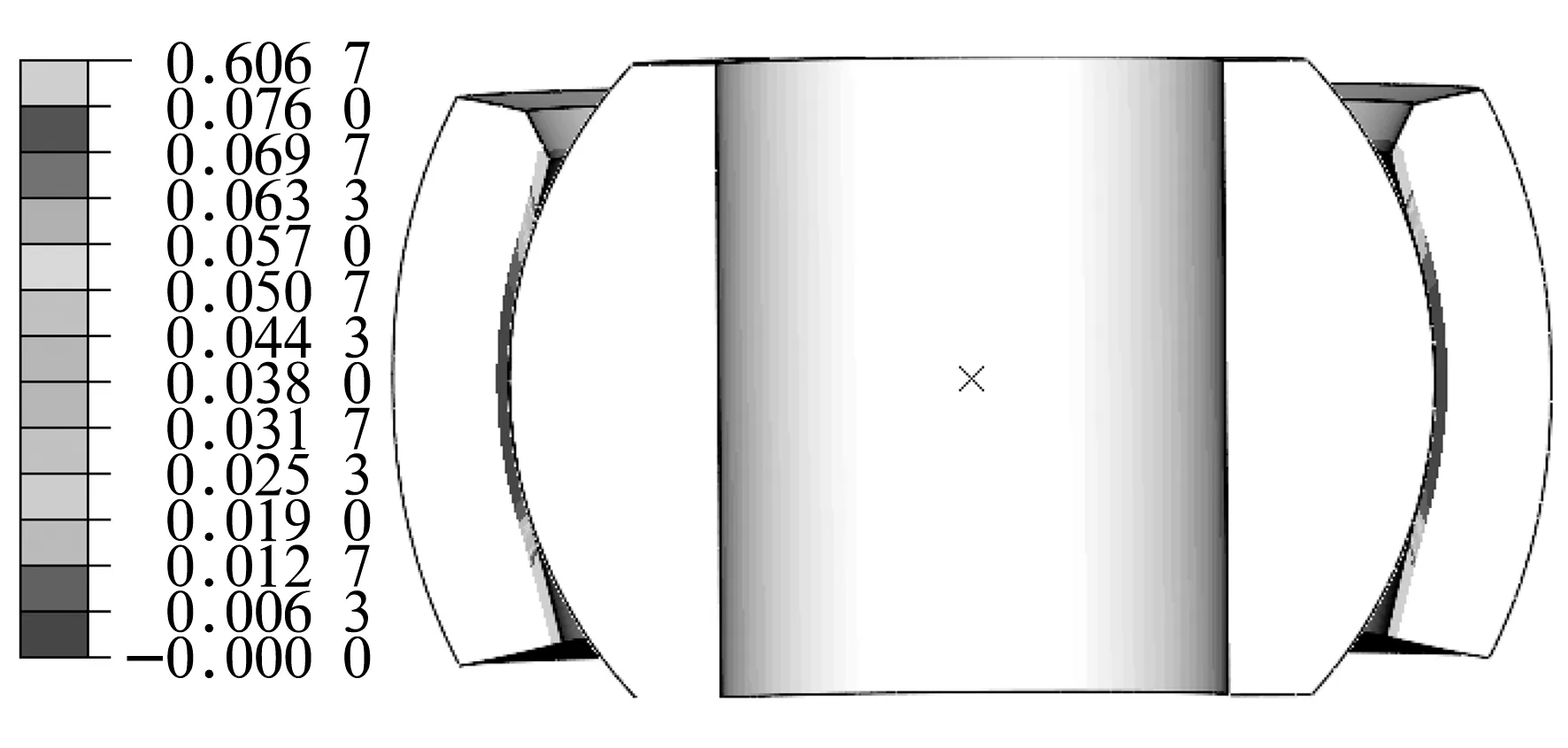
圖9 外圈與內圈外球面貼合度分析
4.2.3 分模后外圈殘余應力
上、下凹模分模后,外圈發生回彈,應力得到相應的釋放,但仍產生一定的殘余應力。具有內應力的零件, 其內部組織處于不穩定狀態,有恢復到穩定狀態的強烈傾向, 對零件的形狀和原有精度產生影響。分析表明,合套擠壓成形后,軸承外圈殘余應力約為100~310 MPa,如圖10所示。
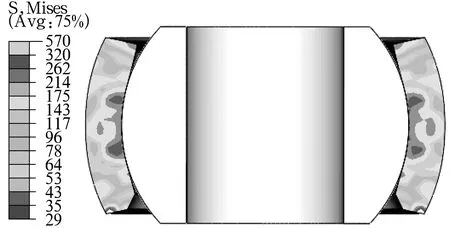
圖10 外圈殘余應力分布
采用有限元方法進行擠壓合套成形分析,可以全面、精準地分析外圈成形工藝的整個過程。通過優化外圈、模具結構和工藝方式,可最大限度地減少對自潤滑層的損傷,并為后續工藝提供可靠數據。
5 結束語
基于精密塑性擠壓成形技術的自潤滑關節軸承無損傷擠壓合套工藝方法已經得到實踐驗證,應用于生產中,并取得了很好的實用效果。數值分析可以優化成形參數與工藝過程,控制對自潤滑層的損傷程度,減少試驗次數,縮短產品的研發周期,特別是對用于航空航天等尖端領域的高性能、高精密關節軸承的制造,為提高產品性能、縮小國內外差距提供了一種新的方法和思路,對其他類型關節軸承擠壓合套工藝也具有一定的借鑒意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52