在不吊轉輪情況下修復軸流轉槳式斷裂槳葉
2015-07-28 07:02:50潘大文
水電站機電技術 2015年6期
關鍵詞:修復
潘大文
(陜西石泉水力發電廠,陜西 石泉 725200)
在不吊轉輪情況下修復軸流轉槳式斷裂槳葉
潘大文
(陜西石泉水力發電廠,陜西 石泉 725200)
摘要:介紹分析了國電甘肅文縣柳園電站1號機組槳葉斷裂產生的原因,介紹了軸流轉槳式機組斷裂槳葉在轉輪不吊出轉輪室的情況下,在現場的處理辦法,并且實施后取得了良好的效果,為處理類似機組缺陷積累了經驗,可供水電檢修單位借鑒。
關鍵詞:槳葉斷裂;修復;電弧氣刨;百分表
1 概況
國電甘肅柳園電站位于甘肅省文縣石坊鄉境內的棗園壩至關家灣白水江中游河段,是白水江干流文縣河段規劃7座電站中的第三級電站。電站為低壩擋水徑流引水式電站,工程以發電為主,總裝機容量2.8萬kW(兩臺單機容量14MW的軸流轉槳式水輪機),于2011年11月投產發電,年平均發電量1.52億kW·h,年平均利用小時數5 414 h,出線一回110 kW送出3 km至石坊變電站。其中水輪機參數如下:
水輪機型號:ZZ550-LJ-250;
設計水頭:30m;
設計流量:106.6m3/s;
額定轉速:300 r/min;
額定功率:14 000 kW;
槳葉數量:5片;
槳葉材質:ZG0Cr13Ni5Mo。
2013年6月國電甘肅文縣柳園電站運行人員在巡回中發現1號機組運行時振動異常,遂組織檢修人員打開尾水人孔門檢查發現,發現3號槳葉自葉片輪轂與樞軸部位延伸至槳葉葉片出水邊斷裂,其余4片槳葉根部均有裂紋,裂紋均自葉片輪轂與樞軸部位延伸。隨后聯系石泉電廠電力檢修公司進行檢修處理,到達生產現場后石泉電力檢修公司在轉輪不吊出轉輪室的情況下進行了槳葉修復處理,至今運行情況正常,現將處理情況介紹如下,以資交流。
2 槳葉斷裂情況簡介及原因分析
2013年6月初,接國電甘肅柳園電站1號機組槳葉斷裂通知,經現場檢查,1號機組3號槳葉斷裂,該槳葉屬整體澆鑄而成,單張槳葉重達1 225 kg,進水邊厚度180mm,出水邊厚度6.8mm,槳葉進水邊至出水邊成弧形,其余4片槳葉也出現不同程度的裂紋,且裂紋細小,具有連續性,3號槳葉斷裂部位自葉片根部至葉片出水邊(見圖1),斷裂葉片沉入尾水,其余4片導葉均出現自葉片輪轂與樞軸部位延伸至槳葉葉片出水邊,該斷裂區域是槳葉葉片在鑄造時冷裂紋易發區,同時也是整個槳葉高應力區和應力集中區,經現場勘察,筆者認為該裂紋屬于鑄造時在內部產生的冷裂紋,再者文縣柳園電站機組進水口攔污柵常被污物堵塞,機組進水口壓差較大,汛期更為嚴重,在這期間機組運行工況較差,另外由于1號機組調速系統設計缺陷安裝遺留問題(1號機組控制環大耳環角度設計缺陷,實際大耳環與控制環角度與圖紙偏差6°,因此導致導葉接力器無法達到設計全行程),導致槳葉與導葉的協聯關系不能處于最佳狀態,機組不能達到最優工況,長時間處于震動區工況下運行,機組負荷只能帶到11.5MW,為了能使機組帶到額定負荷,達到較好的協聯關系,就要頻繁調整槳葉角度,這樣機組尾水管內就會經常產生渦流和真空,導致壓力脈動大幅增加,這樣,有先天缺陷和應力集中的槳葉輪轂和樞軸受到的應力作用就會加大,裂紋會擴展延伸,最終導致槳葉斷裂。

圖1 1號機組3號槳葉斷裂示意圖
3 處理方法
3.1前期準備工作
1)首先,落下1號機組進口檢修門、尾水門,打開蝸殼,尾水管盤型閥。
2)手動將槳葉打至全開,在轉輪室搭設檢修平臺,將斷裂槳葉打撈上來。
3)關閉調速系統總供油閥1103閥,將接力器鎖錠投入。
4)將槳葉操作油管開啟、關閉腔閥門關閉,受油器回油管與回油箱連通閥門關閉。
5)將轉輪輪轂油排油。
6)拆除槳葉葉片樞軸正、反向“λ型”密封(共計8道)。
3.2具體處理方法
1)先用丙酮將槳葉斷裂部位清洗干凈。
2)用電弧氣刨清除前,對斷裂槳葉的斷裂部位延伸到斷裂部位附近的200mm范圍內,用氧氣乙炔火焰將其預熱至90℃。
3)用電弧氣刨將斷裂槳葉斷裂處從樞軸至出水邊方向清除,直到將葉片斷裂裂紋處清除干凈。
4)同時用電弧氣刨把葉片斷裂處正、反面修出焊接坡口。
5)電弧氣刨將斷裂部位完全清除后,用風動砂輪機將斷裂槳葉坡口處的表面滲碳層進行打磨,并修磨坡口。
6)經廠家PT無痕探傷確定斷裂處滲碳氧化層徹底清除干凈后準備焊接。
7)將斷裂槳葉與轉輪體、轉輪室之間加槽鋼支撐固定,處理過程中對照其余4片槳葉布置情況和圖紙要求,根據槳葉葉片型線、葉片與轉輪室之間的間隙值將斷裂槳葉和槳葉本體背部用3片20mm厚鋼板點固,同時在槳葉樞軸法蘭上取4個點,然后在槳葉進、出水邊取2點,作為槳葉的基準尺寸控制點,并測量其數據,作為基礎數據(如圖2),測得焊前尺寸:A=630mm,B=400mm,C=700mm,D=650mm,同時在轉輪室槳葉進、出水邊焊接表架,架設百分表,監視在焊接過程中葉片位移和變形情況。焊接過程中每隔15min復測一次數據,根據尺寸變化來調整焊接速度,待焊接、退火完成后,上述數據保持不變。
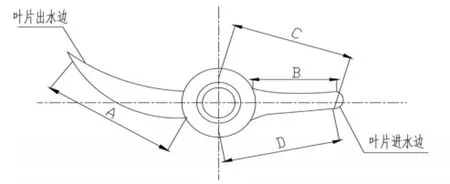
圖2 3號槳葉基準尺寸圖
8)焊接前,對槳葉葉片周圍環境溫度(轉輪室溫度)整體加溫至30~40℃,對斷裂槳葉葉片部位用氧氣乙炔火焰局部預熱,溫度控制在100℃左右,預熱溫度達到100℃后恒溫2 h后進行焊接。
9)由于槳葉葉片材質為ZG0Cr13Ni5Mo,因此此次焊接焊條采用高塑性,韌性好的307不銹鋼焊條。由于焊縫較長,焊接時采用對稱分層、分段、退步焊接方法(詳見圖3),為避免由于焊接應力集中引起的變形,每焊完一條焊縫必須把焊渣清理干凈,采用風鏟錘擊消除應力。焊接接頭需重疊40mm以上,并控制電流、焊接速度,保持方向一致。電流控制到140~180 A,焊接速度控制到15 cm/min,避免焊接電流、速度、方向造成的熱量集中引起的變形。

圖3 焊接層次走向圖
10)焊接完成后,將葉片用石棉布和被子包上保溫,去應力退火,退火過程中溫度按照退火工藝曲線進行(如圖4所示)。

圖4 槳葉焊接退火曲線
11)清除葉片臨時支撐,檢查焊接葉片的變形情況,測量槳葉葉片基準尺寸A、B、C、D四個尺寸無變化,并磨去葉片背部支撐點。
12)焊后用風動砂輪機將槳葉葉片順葉片型線修磨圓滑。
13)修后通過設備廠家PT無痕探傷檢查正常。
4 修后檢驗
1)修后通過測量焊前槳葉葉片基準尺寸A、B、C、D四個尺寸值無變化;槳葉葉片與轉輪室間隙符合要求,槳葉做滲漏試驗,槳葉密封處無滲漏。
2)修后開機試驗1號機組穩定性良好,水導軸承擺度和機組軸向振動值均符合要求(見圖5)。槳葉修復后經過近2年的運行情況正常,其間共經歷了2次機組小修,均打開蝸殼人孔、尾水人孔門進行槳葉修復補焊區檢查,斷裂槳葉葉面補焊區表面正常無裂紋。

圖5 1號機組振動擺度值
5 與當前國內、外同類技術主要參數、效益、市場競爭力的比較
對比國內、外同類技術,國內大多數電廠檢修隊伍處理槳葉葉片裂紋時,通過在裂紋兩端打止裂孔方法進行焊接修復槳葉裂紋,在處理槳葉斷裂時一般采取起吊轉輪更換新槳葉的方法,但是采用不起吊轉輪修復斷裂槳葉在軸流轉槳式機組檢修領域尚屬空白,因為主要受限于斷裂槳葉需要焊接且焊縫較長,因此焊接過程中受到的焊接應力導致的變形量,很容易造成槳葉葉片型線變形,同時也牽涉到焊接后葉片剛度、強度的問題,因此對焊接工藝要求較高,同時斷裂槳葉葉片焊接前的定位和焊接過程中的變形監測也是一個難題。因此,較傳統檢修工藝起吊轉輪來更換槳葉葉片是一個新的突破。創造了可觀的經濟效益。
6 結論
此套方案在轉輪室搭設腳手架現場施工,避免了起吊轉輪體一系列拆裝工作,較傳統修復斷裂槳葉近60 d工期縮短為45 d,為業主直接挽回資金近450萬,同時也節約了人工成本和簡化了檢修流程。國電甘肅柳園電站1號機組3號槳葉斷裂修復工作結束后經過近2年的運行,在近2次小修期間檢修人員均將蝸殼門、尾水門打開,進入轉輪室檢查槳葉修復部位,經檢查槳葉葉片修后焊接部位無異常。因此采用其轉輪不吊出轉輪室,在轉輪室搭建檢修平臺的現場處理辦法是成功的,為同類機組類似情況積累了一定經驗,同時可供兄弟水電檢修單位借鑒。
參考文獻:
[1]錢泱.水輪機轉輪槳葉裂紋的處理[J].浙江電力,2002(02).
[2]陳天宇.沙溪口水電廠水輪機槳葉裂紋的處理[J].福建電力與電工,2001(02).
[3]姬晉廷,羅興锜,吳樹林,等.軸流式水輪機轉輪葉片裂紋原因及預防措施[J].水利水電快報,2005(02).
[4]楊喜安,徐斌.水輪機轉輪葉片斷裂原因分析和修復工藝研究[J].貴州電力技術,2013(08).
[5]郭弘勛.混流式水輪機葉片局部斷裂的分析及修復工藝[J].水利電力機械,1990(03).
中圖分類號:TK730
文獻標識碼:B
文章編號:1672-5387(2015)06-0049-03
DOI:10.13599/j.cnki.11-5130.2015.06.013
收稿日期:2015-04-05
作者簡介:潘大文(1988-),男,助理工程師,從事水輪機機械檢修維護工作。
猜你喜歡
科技創新導報(2016年23期)2016-12-23 10:13:54
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:08:46
資治文摘(2016年7期)2016-11-23 00:23:20
藝術科技(2016年9期)2016-11-18 16:42:09
數字技術與應用(2016年9期)2016-11-09 00:06:42
科技視界(2016年18期)2016-11-03 23:42:42
中國實用醫藥(2016年24期)2016-10-17 04:17:37
科學與財富(2016年28期)2016-10-14 23:22:54
科技視界(2016年20期)2016-09-29 13:12:16
中國科技博覽(2016年15期)2016-08-23 20:18:06
