基于可壓縮氣輔的聚合物擠出成型非等溫黏彈數值分析
2015-08-21 06:59:52任重黃興元柳和生鄧小珍何建濤
化工學報 2015年4期
關鍵詞:方向
任重,黃興元,柳和生,鄧小珍,何建濤
(1 南昌大學機電工程學院,江西 南昌 330031;2 江西科技師范大學光電子與通信重點實驗室,江西 南昌 330038)
引 言
在聚合物加工生產中,傳統擠出方式容易出現擠出脹大[1-2]、熔體破裂[3]和表面凹凸[4]等影響擠出制品質量的問題。氣輔擠出成型技術[5-7]是一種新型的聚合物加工成型技術,在氣體輔助作用下將聚合物流體在口模流道內的無滑移轉變為完全滑移擠出,使得聚合物熔體呈柱塞狀擠出。已有研究表明[8-10],氣輔擠出可以大大降低口模出口處剪切速率和法向應力差,使得擠出脹大和擠出變形等影響擠出制品品質的因素得到了較好的克服。但是,在以往的聚合物氣輔擠出研究中[11-14],氣體輔助擠出均是以壁面完全滑移條件設定的,而不是把氣體作為一相流體對待,這種理想的簡化雖然在一定程度上可以得到較好的計算效果,但是完全忽略了氣體流動對聚合物熔體擠出成型的影響。雖然文獻[15]的研究中對含氣體層的氣輔擠出進行了等溫有限元模擬,但是該氣體層卻簡單地視為等同于聚合物流體一樣為不可壓縮流體。而氣體動力學和實驗研究表明[16-18],在氣輔擠出過程中輔助氣體是具有可壓縮性的,流動過程中在不同時間和空間的壓力或溫度等因素影響下其壓力、流速、溫度等物理場和密度均為變化的。
為了清楚地了解可壓縮氣體輔助聚合物加工成型過程以及探明在氣體輔助作用下氣體的可壓縮性對聚合物熔體擠出成型的影響機理,本研究提出了可壓縮氣體輔助聚合物擠出的概念,并對基于可壓縮氣體的聚合物氣輔擠出成型進行了二維非等溫黏彈有限元數值模擬,通過數值模擬分析可壓縮性氣輔聚合物熔體擠出流場中的流變行為,并且從速度、壓力、密度、剪切速率、法向應力差等物理場分布的角度揭示不同壓力和溫度下的可壓縮氣體對聚合物熔體擠出成型的影響。本研究可以為可壓縮氣輔擠出提供佐證,并為發展氣輔擠出數值模擬和實際聚合物加工生產提供一定的理論和技術指導。
1 數學模型和數值計算
1.1 幾何模型和有限元網格
氣輔擠出口模加工時,在口模流道內每側面預留了寬度為0.1 mm 的氣體流道,口模內徑和熔體制品的橫截面分別為邊長20.2 mm 和20 mm的正方形結構。圖1(a)為整個氣輔擠出流場的軸向1/2二維幾何模型,圖中OCDA為口模內聚合物熔體區域,ADEB為口模內氣體層區域,CFGD為口模外聚合物熔體自由區域,OF為對稱軸。聚合物熔體從OA進入,從口模出口處CD流出到口模外自由區域;輔助氣體從AB進入,從DE出口流出。圖中OA寬度為10 mm,AB寬度為0.1 mm,口模流道長度OC為20 mm,口模外自由區域長度CF為20 mm。有限元網格如圖1(b)所示,為了提高計算準確度,網格在邊界處進行適當加密,網格總數為2000。對于傳統無氣輔擠出,只需要將氣體層模型刪去即可,而聚合物熔體層幾何模型和有限元網格數保持不變。
1.2 控制方程
氣輔擠出成型中的流體為聚合物熔體和氣體。根據氣輔擠出成型中聚合物熔體和氣體在口模內的流動特點進行如下假設:① 聚合物熔體視為不可壓縮非牛頓黏彈流體;② 由于氣體黏度很小,流動時基本不受剪切速率影響,而且氣體的密度易受壓力和溫度影響,故將氣體視為可壓縮牛頓流體;③ 聚合物熔體和氣體均為穩態層流,而且由于聚合物熔體的高黏彈性和空氣質量極其微小,忽略慣性力和重力對兩種流體流動的影響;④ 忽略氣體分子對熔體的滲透作用。
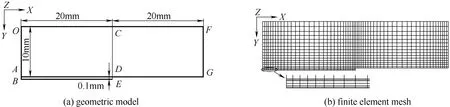
圖1 氣輔擠出幾何模型和有限元網格Fig.1 Geometric model and finite element mesh of gas-assisted extrusion
基于以上合理假設和簡化,并根據聚合物加工流變學和氣體動力學原理,其連續方程、動量方程、能量方程和狀態方程等控制方程如下:
連續方程

動量方程

能量方程

式中,?為哈密頓算子;ρ為流體密度,kg·m-3;k為傳熱系數,W·m-1·K-1;cp為比熱容,J·kg-1·K-1;T為流體溫度,K。
由于聚合物熔體為黏彈流體,本研究采用能很好反映黏彈流體特性且應用較多的 Phan-Thien- Tanner(PTT)微分黏彈本構方程[19]描述聚合物熔體流動特性,本構方程如下
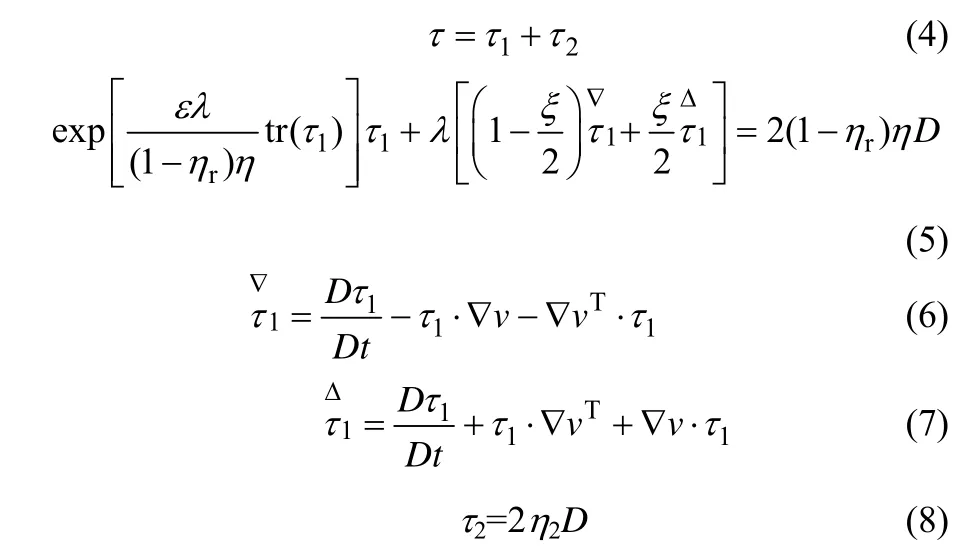
式中,τ1為偏應力張量中的彈性分量,τ2為偏應力張量中的純黏張量;ηr=η2/η為黏度比,η1為流體的非牛頓黏度,η2為流體的牛頓黏度,η為流體的總黏度;λ為聚合物熔體松弛時間;ε為與聚合物熔體拉伸特性有關的材料參數;ξ為與熔體剪切黏度有關的材料參數;和分別為偏應力張量τ1的上隨體和下隨體導數;D為形變速率張量。
由于氣體為牛頓流體,其本構方程滿足式(8)。
氣體狀態方程

式中,R為氣體常數,R=287 J·kg-1·K-1。
由于聚合物熔體黏度和氣體的密度受溫度影響較大,考慮采用Arrhenius 能量方程,即
式中,η0為參考溫度T0時的黏度;α為流體活化能,kJ·mol-1。
聯立求解方程組式(1)~式(10),即可獲得各相流場中速度、壓力、溫度、密度、剪切速率等物理場值及分布情況。
1.3 邊界條件
用fn和fs分別表示邊界面的法向應力和切向應力,用vn和vs分別表示邊界面的法向速度和切向速度。根據圖1(a),對該有限元模型設置流動和溫度邊界條件如下。
(1)入口邊界。OA和AB分別為聚合物熔體和氣體入口邊界,假設入口處熔體和壓縮空氣為完全發展流,即滿足如下關系:?vX/?X=0,vY=0(其中vX、vY分別為流體在X和Y方向的流速)。熔體入口流率設為0.5×106m3·s-1。壓縮氣體入口AB采用壓力入口邊界條件,其入口壓力為111325 Pa。根據氣輔擠出實驗[8,18-21],熔體與口模溫度為190℃,即溫度熔體入口邊界OA溫度設為463.15 K,而且實驗發現氣體溫度(200℃)略高于熔體溫度較易形成穩定的氣體層,故空氣入口邊界AB的溫度設為473.15 K。
(2)壁面邊界。BE為口模壁面,假設氣體與口模壁面無任何滑移,故滿足關系:vn=vs=0。口模壁面BE的溫度與熔體溫度相同,為463.15 K。
(3)對稱邊界。OCF為熔體對稱邊界,由于對稱邊界流動和溫度的連續性,滿足的流動邊界條件為:fs=0,vn=0;溫度條件滿足:Ti=Tj(i、j分別為對稱軸兩邊距離對稱軸無限小區域)。
(4)氣輔交界面邊界。忽略氣體與聚合物熔體之間的相對滑移及表面張力對流體流動的影響,交界面兩側應力保持平衡,而且流體流動沒有穿透交界面,即滿足動力學條件為:(其中上角標1、2 分別表示熔體和氣體,n為法向單位向量)。由于交界面溫度的連續性,滿足溫度條件同對稱邊界。
(5)自由邊界。DG為擠出口模后的熔體自由邊界,滿足的動力學邊界條件為:fn=0,fs=0 和vn=0。由于自由邊界與外界直接接觸而產生熱對流交換,溫度邊界設置為熱通量(heat flux)條件,忽略熔體熱輻射影響。
(6)末端邊界。FG為熔體末端邊界,在無外力牽引下滿足:fn=0 和vs=0。DE為氣體末端邊界,采用出口(outflow)邊界條件。由于出口溫度為未知量,設置為溫度出口(outflow)條件。
1.4 物性參數及工藝條件
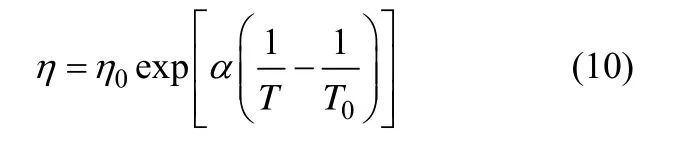
本研究采用的聚合物為聚丙烯(型號:5018T,臺灣永嘉)。實驗用壓縮空氣由上海佳力士機械有限公司生產的單螺桿風冷系列空壓機(型號:0G06F)、高壓儲氣罐(型號:1V-3/8,容積0.4 m3)、轉子流量計、壓力控制器、氣體加熱裝置和輸氣管路等構成,其中空壓機的排氣量可達0.8 m3·min-1,最大氣壓可達0.7 MPa;氣體加熱裝置由熱電偶和溫度控制儀相連接,實現氣體溫度控制。實驗中先開啟擠出機、加熱口模和氣體,待熔體、口模和氣體溫度達到各自預定值后,將氣壓設定在合理范圍內,先開啟氣輔裝置使加熱的氣體進入口模,再啟動擠出機進行熔體擠出,觀察擠出情況,并調節氣壓和溫度,直至形成穩定的氣輔擠出。本研究數值模擬中聚合物熔體物性參數[20]和壓縮氣體物性參數見表1,其中壓縮空氣的物性參數為對應1 個標準大氣壓(101325 Pa)下經查表得到。
表1 聚合物熔體與壓縮氣體物性參數Table 1 Material parameters of polymer melt and compressible gas
2 數值模擬與結果分析
2.1 速度場分析
2.1.1X方向速度分析 圖2(a)、(b)分別為傳統無氣輔擠出和可壓縮氣輔擠出的X方向速度分布云圖;圖2(c)、(d)分別為兩種擠出方式在熔體入口處徑向上[圖1(a)中OA直線]和軸向上[圖1(a)中OF直線]的X方向速度分布曲線。對于徑向上的X方向速度分布而言,從圖2(a)~(c)可以看出,無氣輔擠出方式中熔體在口模流道中徑向上存在明顯的X方向速度梯度,中間流速最大,越靠近口模壁面流速越小,在口模壁面處流速為0,即為壁面無滑移擠出;有氣體層的可壓縮氣輔擠出,在口模流道徑向上熔體在流道中間速度較均勻,而在靠近氣體層處,在氣體作用下熔體的X方向流速稍大于內部熔體的流速。對于軸向上的X方向速度分布而言,從圖2(a)、(d)可以看出,無氣輔擠出方式沿軸向上的X方向速度開始時在口模內緩慢減小,在靠近口模出口以及離開口模后則迅速減小,其原因是傳統無氣輔擠出在流道內隨壓力逐漸減小流速也隨之減小,熔體擠出口模后又由于擠出產生的徑向脹大,大大減小了軸向上的速度;有氣體層的可壓縮氣輔擠出,從圖2(b)、(d)可以看出軸向X方向速 度逐漸增大至恒定值,究其原因是氣體對熔體具有一定的拖拽作用,使得口模內熔體流速逐漸增大,而擠出口后流速保持恒定。從圖2(d)可知,當擠出制品出口模穩定后,可壓縮氣輔擠出X方向速度比傳統無氣輔擠出的X方向速度大近1 倍,這將有助于提高擠出產量。
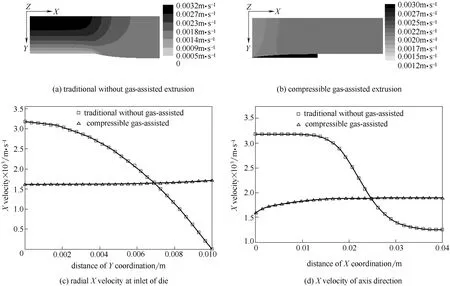
圖2 兩種擠出方式的X 方向速度分布Fig.2 X velocity distributions of two extrusion methods
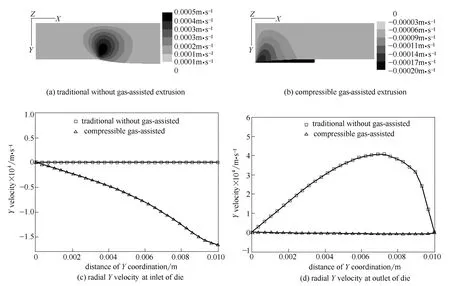
圖3 兩種擠出方式的Y 方向速度分布Fig.3 Y velocity distribution of two extrusion methods
2.1.2Y方向速度分布 圖3(a)、(b)分別為傳統無氣輔擠出和可壓縮氣輔擠出的Y方向速度分布云圖;圖3(c)、(d)分別為兩種擠出方式在熔體入口處徑向上[圖1(a)中OA直線]和出口處徑向上[圖1(a)中CD直線]的Y方向速度分布曲線。對于無氣輔擠出方式,從圖3(a)、(c)和(d)中可以看出入口處不存在徑向的Y方向速度,而在口模出口靠近壁面處存在明顯的Y正方向速度,說明在口模出口處熔體存在Y正方向的流動,即徑向膨脹運動。對于有氣體層的可壓縮氣輔擠出方式而言,從圖3(b)~(d)可以看出,在靠近氣體層的入口處由于氣體流速的作用,熔體產生了微小的反徑向Y方向速度梯度,由于這個反徑向的Y方向速度與熔體流動方向的角度為銳角,在一定程度上促進了熔體軸向的流速逐漸增大;而在口模出口處不存在Y方向速度分布,擠出熔體沒有發生擠出脹大現象。
2.2 壓力場分析
圖4(a)、(b)分別為兩種擠出方式的壓力分布云圖和在口模壁面及氣體交界面沿擠出方向[圖1(a)中AD直線]的壓力分布曲線。從圖中可知,無氣輔擠出方式入口壓力最大,沿著熔體擠出方向壓力呈線性減小。在口模出口處(X=20 mm)附近,壓力先是出現一個壓力正尖峰,接著出現壓力負尖峰,擠出口模后壓力逐漸減小至0,這種在口模出口附近出現的正負壓力尖峰是擠出脹大效應引起的。而對于可壓縮氣輔擠出而言,氣體層對熔體的壓力分布一定會產生影響,從圖4(a)、(b)可以看出,在氣體壓力影響下熔體在氣體層入口交界面和口模流道內存在一定的壓力降分布,但是與無氣輔擠出產生的入口壓力降相比較而言這個壓力降顯得較小,并且這個壓力降在流道內很快就下降至0,這將可以大大提高熔體的擠出效率。
2.3 溫度場分析
圖5(a)、(b)分別為兩種擠出方式的溫度場分布云圖和在口模流道內徑向的溫度分布曲線。從圖中可知,兩種擠出方式的溫度分布存在較大差異。兩種擠出方式相比較而言,無氣輔擠出在靠近口模壁面的溫度與熔體內部溫度相差不大;對于可壓縮氣輔擠出方式,由于存在氣體層溫度的影響(氣體 溫度高于熔體和口模的溫度)以及氣體與熔體摩擦生熱效應,熔體溫度在靠近氣體層界面處有所升高,而熔體溫度的升高使得靠近氣體層的熔體黏度下降,進而促進了熔體分子鏈的解纏和取向效應,因此在一定程度上有利于熔體的擠出。
2.4 密度場分析
圖6(a)、(b)分別為可壓縮氣輔擠出中可壓縮氣體層密度場云圖和沿流道方向密度分布曲線。從圖中可知,可壓縮空氣在整個流道內的密度不是一成不變的(而不可壓縮氣輔中的密度為恒定值),而是隨空間位置、壓力和溫度等的不同而不同,密度隨壓力下降也呈逐漸下降趨勢,而且從圖6(a)可知整個流道的可壓縮氣體密度場分布與溫度場分布呈反比例關系,這樣的規律正好與可壓縮氣體的狀態方程表述一致。
2.5 法向應力差分析
圖7(a)、(b)分別為兩種擠出方式的第一法向應力差(N1=τxx-τyy)的分布云圖和靠近口模壁面或氣體層交界面處的分布曲線。從圖中可知,傳統無氣輔擠出在口模出口處產生了很大的第一法向應力差,這使得熔體在擠出口模后極易發生擠出膨脹 現象。而可壓縮氣輔擠出,由于考慮了真實氣體層及氣體對熔體作用力的影響,口模出口處不存在法 向應力差,但是在入口處的交界面上卻產生了一定的第一法向應力差,熔體出現了小幅度的收縮。而且在此處的法向應力差會隨可壓縮氣體入口壓力的增大而增大,當這個第一法向應力差達到一定值時會產生擠出熔體表面凹凸不平等現象,而當超過熔體所能承受的最大法向應力時最終會造成熔體破裂現象的發生,這也是在實際生產中需要避免的。
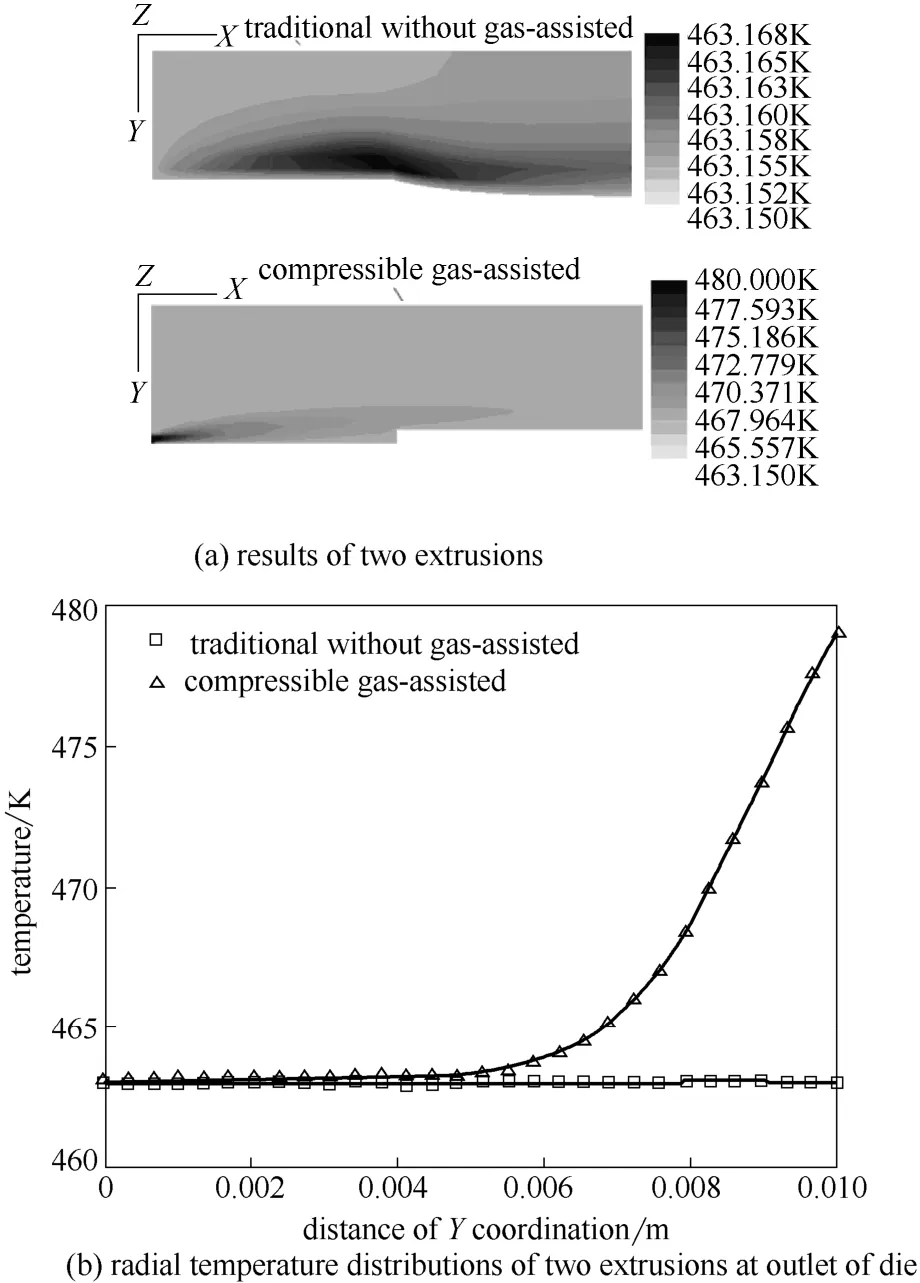
圖5 兩種擠出方式的溫度場分布Fig.5 Temperature distribution of two extrusion methods
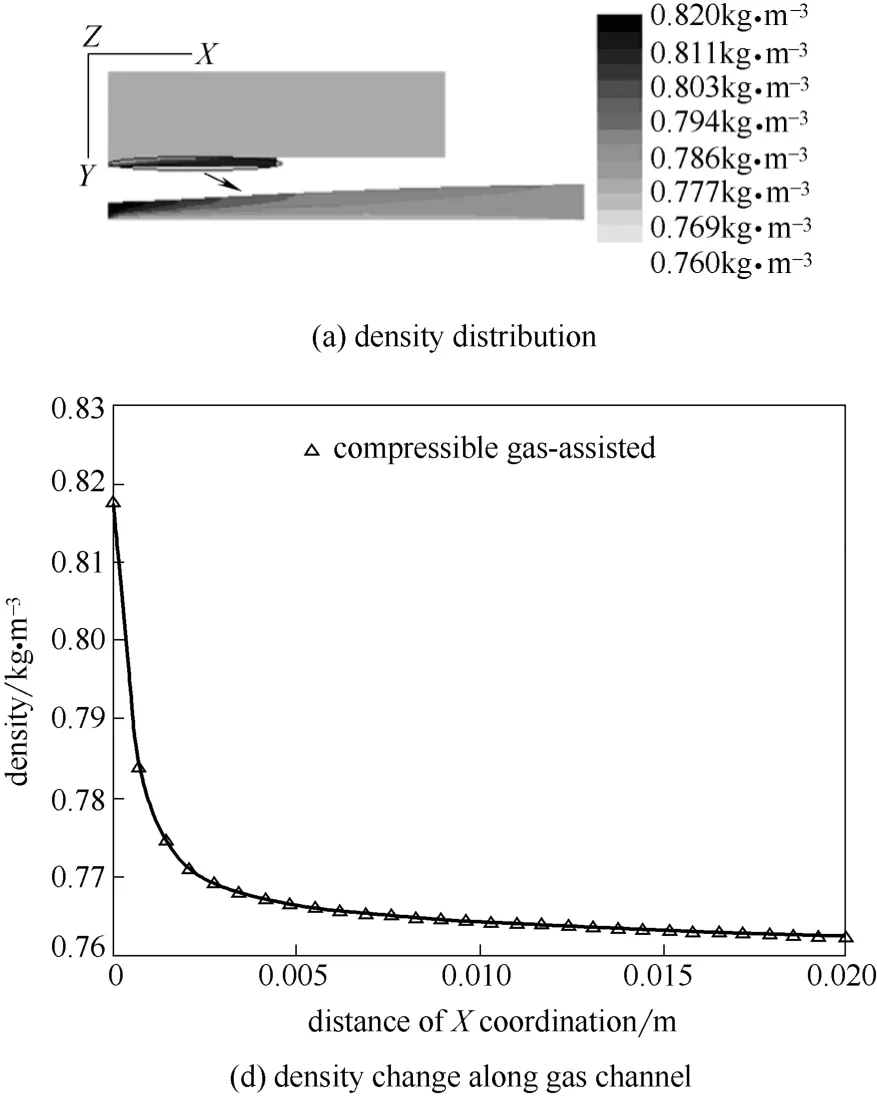
圖6 可壓縮氣體密度場分布Fig.6 Density distribution of compressible gas
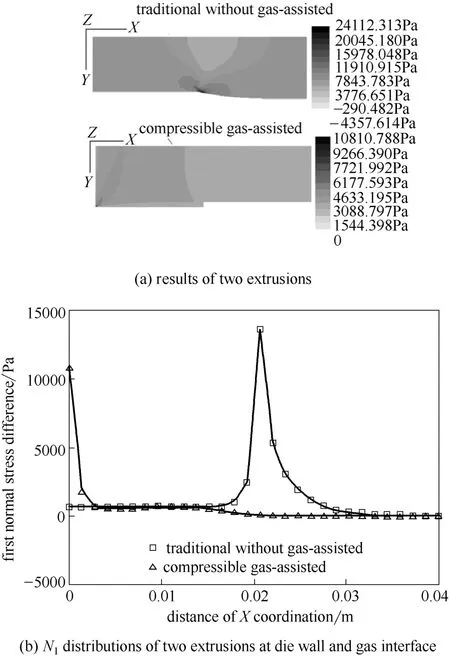
圖7 兩種擠出方式的第一法向應力差分布Fig.7 First normal stress differences of two extrusion methods
2.6 氣體壓力對熔體形貌的影響
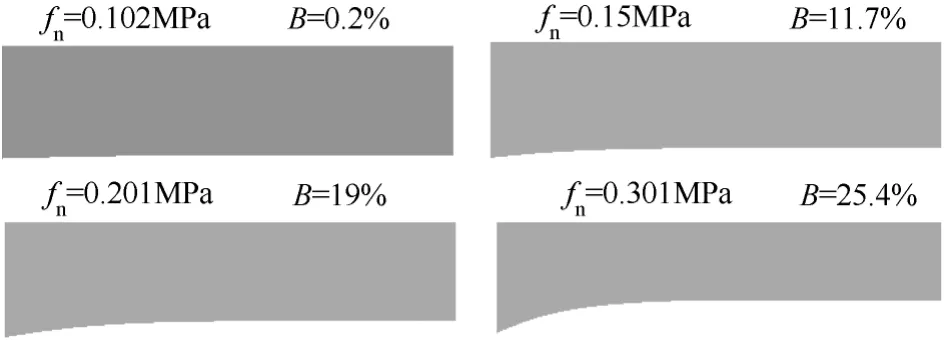
圖8 不同入口壓力下熔體擠出形貌Fig.8 Melt extrusion profiles under different inlet pressures
圖8為可壓縮氣體不同入口壓力條件下熔體擠出形貌。為了對比不同氣體入口壓力對熔體形貌造成的影響程度,本研究采用收縮率進行表征,即B=[(S0-S1)/S0]×100%。其中,B為收縮率;S0為原面積,即圖1(a)中四邊形OAGF的面積;S1為 收縮變形后的面積。從圖中可知,在熔體流率一定條件下,隨可壓縮氣體入口壓力的增大熔體收縮率增大,即擠出收縮的程度增大。在氣輔擠出實際操作中,當入口壓力超過一定值時將出現擠出熔體表面凹凸不平、出現氣槽甚至沖破熔體的現象。因此,在實際生產加工過程中,已經形成穩定的氣輔擠出時,應該盡可能使氣體入口壓力減小。
3 可壓縮氣輔擠出實驗
為了驗證可壓縮氣體對聚合物擠出成型的影響,本課題組進行了聚合物氣輔共擠實驗[17,20-21],實驗用聚合物原料為聚丙烯(大慶石化產的T30S和臺灣永嘉產的5018T)。分別進行了傳統無氣輔擠出、穩定氣輔擠出和不穩定氣輔擠出實驗。圖9(a)為傳統無氣輔擠出結果,從圖中可以看出產生了明顯的擠出脹大和偏轉現象;圖9(b)為氣體壓力約為0.1 MPa 時形成的穩定氣輔擠出結果,從圖中可知擠出效果較理想;圖9(c)為氣體壓力約為0.2 MPa 時的擠出結果,從圖中可知擠出制品表面出現了較明顯的凹凸波紋;圖9(d)為氣體壓力繼續增大至0.3 MPa 時的擠出結果,從圖中可知在共擠出交界面出現了明顯的氣槽,如果繼續增大氣體壓力,將會把熔體吹開,造成熔體破裂。
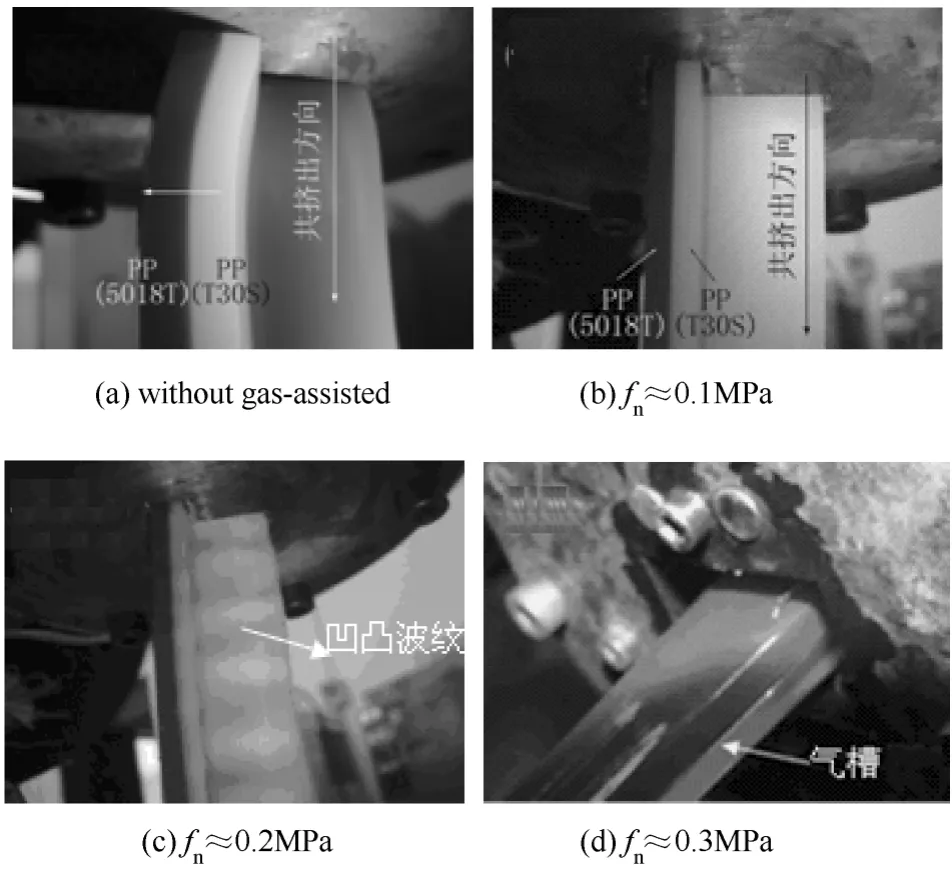
圖9 傳統無氣輔和可壓縮氣輔擠出實驗結果Fig.9 Experimental results of traditional extrusion and compressible gas-assisted extrusion
4 結 論
(1)從氣輔擠出中氣體層的密度場分布來看,可壓縮氣體的密度并不像不可壓縮流體是恒定不變的,而是在整個流道內隨空間位置、壓力和溫度的分布不同而不同。沿氣體流動方向,密度隨壓力減小而減小,而整個氣體層密度分布又與溫度分布呈反比例關系。
(2)與傳統無氣輔擠出技術相比,可壓縮氣輔擠出技術在速度、壓力、溫度、法向應力差分布上均存在較大差異,而這些差異正是由于壓縮氣體對熔體擠出的影響造成的。
(3)在可壓縮氣輔擠出中,熔體擠出成型形貌隨可壓縮氣體入口壓力增大呈擠出收縮趨勢,這是由于過大的氣體壓力產生了較大的剪切速率和應力,使得氣體產生較大波動而偏向熔體一側擠壓導致的,當入口壓力超過一定值時將導致熔體破裂現象,因此在實際加工中需要控制好氣體入口壓力值。
(4)可壓縮氣體對氣輔聚合物熔體的流變行為和成型會造成一定的影響,故在進行氣輔聚合物成型數值模擬時需要考慮氣體層及氣體的可壓縮性。
符 號 說 明
D——熔體形變速率張量,m·s-1
fn,fs——分別為某個邊界的法向應力和切向應力,Pa
p——熔體靜壓力,Pa
v,vn,vs——分別為流體速度矢量、某個邊界的法向速度和切向速度,m·s-1
vX,vY,vZ——分別為熔體在X、Y、Z方向的流速,m·s-1
ε,ξ,s——分別為與熔體拉伸、剪切黏度特性有關的材料參數
η,η1,η2——分別為熔體的總黏度、非牛頓黏度、牛頓黏度,Pa·s
λ——熔體松弛時間,s
τ,τ1,τ2——分別為總偏應力張量、偏應力張量彈性分量、偏應力張量純黏張量,Pa
下角標
n——法向方向
s——切向方向
[1]Tanner R I.A theory of die-swell [J].Journal of Polymer Science Part A-2:Polymer Physics,1970,8(12):2067-2078
[2]Liang Jizhao.Effects of extrusion conditions on die-swell behavior of polypropylene/diatomite composite melts [J].Polymer Testing,2008,27:936-940
[3]Xiao Jianhua(肖建華),Liu Hesheng(柳和生),Huang Xingyuan(黃興元).Extrusion swell and melt fracture of polymer [J].Polymer Materials Science and Engineering(高分子材料科學與工程),2008,24(9):36-40
[4]Zatloukal M,Chaloupkova K,Witte J D,et al.Analysis of the free surface instabilities in extrusion and coextrusion flows for metallocene based polyolefins//European PLACE Conference[C].Athens,Greece:TAPPI Press,2007
[5]Liang R F,Mackley M R.The gas-assisted extrusion of molten polyethlene [J].Journal of Rheology,2001,45(1):211-226
[6]Arda D R,Mackley M R.Sharkskin instabilities and the effect of slip from gas-assisted extrusion [J].Rheol.Acta,2005,44(4):352-359
[7]Liu Hesheng(柳和生),Huang Xingyuan(黃興元),Zhou Guofa(周國發),et al.Numerical simulation of two dimensional isothermal viscoelastic polymer flow in gas-assisted extrusion [J].Journal of Basic Science and Engineering(應用基礎與工程科學學報),2006,14(4):514-522
[8]Huang Xingyuan(黃興元),Liu Hesheng(柳和生),Zhou Guofa(周國發).Experiment and simulation for extrusion swell in gas-assisted extrusion [J].Plastics(塑料),2005,34(6):55-59
[9]Deng Xiaozhen(鄧小珍),Liu Hesheng(柳和生),Huang Xingyuan(黃興元),et al.Effect of the gas-assisted coextrusion on special-shaped multilayer polymer processing [J].Polymer Materials Science and Engineering(高分子材料科學與工程),2013,29(5):137-140
[10]Xiao Jianhua(肖建華),Liu Hesheng(柳和生),Huang Xingyuan(黃興元),et al.Influence of slip length of gas-assisted extrusion die on pressure drop and first normal stress [J].Polymer Materials Science and Engineering(高分子材料科學與工程),2009,25(6):167-170
[11]Lü Jing(呂靜),Chen Jinnan(陳晉南),Hu Dongdong(胡冬冬).Numerical study of effect of wall slip on bi-component co-extrusion [J].Journal of Chemical Industry and Engineering(China)(化工學報),2004,55(3):455-459
[12]Liu Hesheng(柳和生),Lu Chen(盧臣),Huang Xingyuan(黃興元),et al.Numerical simulation and experimental study on die swell of T-shaped plastic profile extrusion from a gas-assisted die [J].Journal of Plasticity Engineering(塑性工程學報),2008,15(1):158-161
[13]Huang Yibin(黃益賓),Liu Hesheng(柳和生),Huang Xingyuan(黃興元),et al.Numerical simulation of the die swell in gas-assisted coextrusion [J].Polymer Materials Science and Engineering(高分子材料科學與工程),2010,26(5):171-174
[14]Deng Xiaozhen(鄧小珍),Liu Hesheng(柳和生),Huang Xingyuan(黃興元).Three-dimensional nonisothermal numerical simulation of die swell in gas-assisted coextrusion process with viscoelastic fluids [J].Polymer Materials Science and Engineering(高分子材料科學與工程),2013,29(3):169-172
[15]Liu Hesheng(柳和生),Deng Xiaozhen(鄧小珍),Huang Xingyuan(黃興元),et al.Effect of air pressure on interface profile in gas-assisted coextrusion process [J].Polymer Materials Science and Engineering(高分子材料科學與工程),2014,30(3):119-123
[16]Huang Xingyuan(黃興元),Liu Hesheng(柳和生),Zhou Guofa(周國發),et al.The influence factors on the set up and stability of gas layer in gas assisted polymer extrusion [J].Journal of Plasticity Engineering(塑性工程學報),2005,12(5):101-109
[17]Huang Yibin(黃益賓).Theoretical and experimental study on polymer gas-assisted co-extrusion [D].Nanchang:Nanchang University,2011
[18]Huang Xingyuan(黃興元),Liu Hesheng(柳和生),Zhou Guofa(周國發),et al.The experimental study of air-assisted extrusion of polymer [J].China Plastics(中國塑料),2005,19(3):17-19
[19]Phan-Thien N,Tanner R I.A new constitutive equation derived from network theory [J].Journal of Non-Newtonian Fluid Mechanics,1977,2(4):353-365
[20]Deng Xiaozhen(鄧小珍).Experimental and theoretical study on gas-assisted co-extrusion of plastic profile with an irregular cross-section [D].Nanchang:Nanchang University,2014:32-64
[21]He Jiantao(何建濤).Numerical simulation and experimental study on plastic profile gas-assisted coextrusion[D].Nanchang:Nanchang University,2014:33-34
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
