卡套式管接頭密封的可靠性分析
2015-10-21 18:40:43楊圣龍
華人時刊·中旬刊 2015年4期
楊圣龍


【摘要】為了有效掌握卡套式管接頭在油、水、汽中的密封性,文中提出了基于卡套在管路系統中密封的可靠性分析,通過對卡套的預裝、密封的原理、造成泄漏的可能性、所用的材質、不同規格卡套的對比而得出卡套在實際工作中的可靠性。
【關鍵詞】卡套;管接頭;鋼管;密封
中圖分類號:TH13
文獻標識碼:A
文章編號:1006-0278(2015)04-096-02
卡套式結構在中重型卡車管路上的應用很多,主要是因為它具有如下優點:結構簡單、密封性能良好、耐壓性能好、重量輕、體積小、使用方便以及不用焊接。是液壓、氣壓系統中較為理想的管路連接結構。
卡套式結構中主要分為三部分:具有24°錐形孔的管接頭1,帶有尖銳內刃的卡套3和起壓緊作用的螺母2。
卡套式接頭預裝準備:
準備鋼管:卡套接頭所用鋼管必須是精密冷拔無縫鋼管。
1.將鋼管垂直鋸斷,管端面與管軸線的垂直度允許誤差為±0 5°,鋸斷后不得影響鋼管鋸斷處圓度和直徑。
2.在鋼管的端口,內外表面輕度去毛刺,允許的倒角為0.2×45°。
3.如果鋼管需要折彎,則鋼管端面至彎曲處的直線段長度至少為螺母高度的3倍。
卡套預安裝:為保證接頭安裝效果建議用預安裝接頭體或其他相應預安裝設備進行預裝配。
1.在螺母的螺紋上,預安裝接頭體的螺紋和錐面上以及卡套上涂少量油脂.不銹鋼接頭需使用專用潤滑脂。
2.將螺母和卡套推上鋼管,并確認卡套沒有裝反。
3.將鋼管壓緊在預安裝接頭體內(鋼管一定要插到底),用手將螺母擰入預安裝接頭并擰緊畫上記號,將鋼管向外拔出1mm的距離,再用扳手擰緊螺母,直到卡套抱緊鋼管,這時將明顯感覺到擰緊力的增加,保證鋼管不跟轉,然后用扳手繼續將螺母擰緊大約1.3至1.5圈,對于φ12mm以上較大規格的鋼管要用加長的扳手。
4.檢查鋼管是否在卡套前端受擠后形成了一個明顯突起,并已將卡套前沿包住,如已形成而且卡套在鋼管上不能前后移動,只能略微轉動說明預安裝完成。
5.為了避免在卡套收緊時,鋼管收縮變形,鋼管壁厚不能太薄,對于φ8-φ15的鋼管壁厚>lmm φ16-φ18鋼管壁厚>1.5mm,φ20-φ35的鋼管壁厚>2mm,φ38-φ42的鋼管壁厚>2.5mm,如必須選用薄壁管,請在鋼管內塞襯套,增加連接處壁厚。
6.預裝后的卡套外圓,不得因中部拱形凸起過大,而被接頭體內錐孔端面卡出痕跡,卡套的刃口部外圓也不應損傷接頭體內錐面。
7.預裝后再裝配時,從手感到擰緊力矩突然增加,再擰緊大約1/2圈,卡套止推環到卡套尾部產生一定的彈性變形,以增加卡套86°外錐與螺母的摩擦力,以防螺母松動,另外貯存在卡套里的彈性力可抵削吸收管道的震動能量。
卡套式接頭預裝的優點:由于預裝體為合金工具鋼制造,在淬硬狀態下使用,所以卡套與錐體,本體與螺母間的摩擦系數要比奧氏體不銹鋼對奧氏體不銹鋼的摩擦系數要小得多。這樣,使得擰緊力矩能在較小損失的情況下,直接作用于卡套的切入,預裝體裝配擰緊力矩與擰緊圈數能很好匹配,不可能出現擰緊還不到一圈時就擰不動的情況。用本體直接裝配時,只有采用一些防咬合減磨措施,如螺紋特殊表面處理。另外,加潤滑劑,才能保證正確裝配。不銹鋼接頭直接裝配時,如果出現擰緊力矩與擰緊圈數不匹配時,正確的做法應該按規定的擰緊圈數執行。
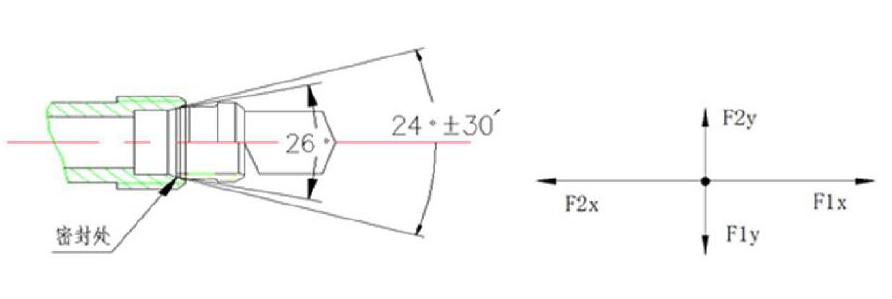
技術的發展隨著管端成型機的出現,大大降低了管端成型的工作時間,只需將卡套套在管端放在管端成型機的口部成型模中,通過沖壓原理擠壓成型,不緊效率高而且沖壓效果還好,卡套的內刃口嵌入鋼管外壁,卡套前端受擠后形成了一個明顯突起,并已將卡套前沿包住,沖壓卡套錐面形成的角度為26°。
卡套式管接頭的密封原理:如圖1所示在裝配緊固之前先將管子插入接頭體的內孔,卡套右端在螺母的擰緊項壓下,左端被擠進接頭體內錐孔與管子間的間隙里,使卡套的外錐面形成錐面接觸密封。卡套的內刃口嵌入鋼管外壁,在鋼管的外壁壓出一個閉口環槽起切入密封,進一步擰緊螺母,使卡套中部稍微凸起,產生彈性變形,彈性應力使卡套右端面與螺母錐面產生摩擦力,以防螺母松動,彈性變形部分可吸收液壓管道中的震動,卡套式接頭通過擰緊螺母將卡套26°錐面收緊在接頭的24°錐面內,在卡套咬住鋼管的同時形成有效的硬接觸密封,卡套右端的孔對管子有支撐作用。此種管接頭有較好的抗振和抗液壓沖擊性能,另外相對于焊接式接頭不會在安裝過程中由于產生氧化皮污染管路清潔度。
在正式裝配前將卡套固定在管端的工序稱為預裝。預裝后的卡套允許在管子上有周向旋轉,但不允許沿軸線方向移動。正式裝配時,卡套被推進24°錐形孔并隨之變形,使卡套與接頭體內錐面形成線接觸密封。同時,卡套的內刃口嵌入鋼管外壁,在外壁上壓處一個環形凹槽,從而起到可靠的密封作用,有利于密封和防止螺母移動。當然作為卡套式結構中重要組成的卡套,制造精度按國家標準GB3764-2008,其表面需熱處理,表面硬度范圍在(550~800)HV,硬層深度為(0.03~0.05)mm,芯部硬度范圍(220~300)HV,這樣保證了卡套有足夠的硬度和韌性,保證刃口鋒利不損壞,同時卡套中部彈性良好,以便產生中部外凸的彈性變形。與卡套相互作用的鋼管需作退火或正火處理,表面硬度在HRB80以下,這樣有利于卡套內刃口的切入。卡套切入鋼管表面后,卡套的刃口不得變鈍,管子被切的刃痕需規整。卡套尾部沿徑向收縮應抱住被連接的管子,允許卡套在管子上稍轉動,但不得松脫。(卡套式結構實際裝配后,接頭體內錐面和螺母后內錐面的沿管子軸向合力使得卡套被擠壓的中部外圓弧凸起而形成外密封;沿管子徑向合力使得卡套牢牢切入管壁而產生內密封。二者同時發揮作用保證卡套式結構體的密封性。)
結合下面卡套式結構裝配圖來對卡套的受力情況進行分析。要定義以下分力:a.管接頭錐面對卡套錐面的壓力為Fl,其沿軸向分力為Flx,沿管徑方向分力為Fly;b.螺母尾部錐面對卡套尾錐面的力為F2,其沿軸向分力為F2x,沿管徑方向分力為F2y。沿軸向分力Flx和Fly的合力使卡套被擠壓,并在前端產生球形拱面,其與接頭內錐面形成接觸密封。同時卡套被擠壓而產生彈性變形,對螺母和接頭的連接緊固也起到一定的作用。沿管徑方向分力為Fly和F2y的合力使得卡套緊緊收縮包在鋼管上,對卡套和鋼管間的內密封起到一定的作用。
以上對卡套式結構的卡套受力分析后,卡套與接頭體內錐面的外密封和卡套內刃切入鋼管外壁形成的內密封決定了卡套式結構的優良密封性能。
用要點
A.卡套是這種接頭的關鍵零件,要求卡套不僅要有較高的制造精度,而且要有足夠的硬度和韌性,保證刃口鋒利不損壞;同時中部彈性較好,以便產生中部外凸的彈性變形,所以卡套質量的好壞是密封性能的決定因素。
B.管子表面硬度在HRB80以下,以利于卡套切入,但是管壁也不能過軟過薄,以免卡緊時變形。
C.切斷管子時,要保證管端與軸線相垂直。切管子所用的夾具形狀尺寸要與鋼管外表面相適應,以免管子變形。裝配前應去掉切口處的毛刺和內外棱角,但是倒角尺寸不得大于管壁厚的1/4。
D.要求外徑公差及失圓度小的管子,如冷拔無縫鋼管,因為管子與卡套內孔間隙過大,會影響到卡套的切入深度。
E.接頭體的內錐面和卡套左端的外錐面不得有任何刀痕或檫傷。裝配前應將接頭體檫洗干凈。
F.組裝前將準備插入接頭的管子端部清洗干凈,避免鐵屑、砂塵等損壞卡套刃口或進入工作液內。
G.緊固力矩是卡套式接頭裝配的關鍵之一。緊固力矩不夠時,卡套刃口不能切入管壁或切入深度不足;緊固力矩過大又可能卡壞管子。
H.為了裝配可靠,在正式裝配前必須進行預裝配。
卡套式管接頭泄漏的原因
A.接頭裝得不緊,使密封壓力不足。
B.接頭安裝過緊,使卡套屈服變形而喪失彈性。
C.卡套刃口硬度不足,裝配后不能切入管壁。
D.潤滑不良,螺紋檫傷,使摩擦力矩增大,因而力矩扳手的指示雖然己達到要求,但卡套與接頭體之間并未壓緊。
E.密封表面有刀痕、檫傷或有臟物。
F.管子端面不干凈,妨礙管子的正確安裝。
G.接頭體與管子不同軸,導致裝配不正,擠壓不緊。
H.大口徑卡套的密封可靠性差,特別是直徑28mm以上在高壓管路不易使用。
卡套式管接頭技術條件:
幾種卡套在尺寸設計上的比較:
國內和臺灣產卡套尺寸設計大體一致,只是臺灣產單刃口卡套硬化層35~45um,硬度700HV,韌性較好,芯部硬度量180HV,內孔通徑偏小,雙刃口卡套,大直徑較其它卡套大,個別規格與國產卡套不互換,但彈性變形區等強度懸臂設計較好,大大提高抗屈服能力。雙刃口漸進式卡套,多一道預制變形溝,使雙刃口收緊更省力,并且當雙刃口切入到一定深度后,止推環限制刃口過度切入鋼管外壁,在保證刃口切入深度的同時,又保證了彈性區有高的抗屈服能力,外徑內孔尺寸較單刃口有所不同。
參考文獻:
[1]卡套[S].GB3764-2008.
[2]卡套式管接頭技術條件[S].GB3765-2008.
