小切深磨削條件下工件表面硬化機理
2015-10-28 11:34:38張修銘于永濤修世超
中國機械工程 2015年7期
關鍵詞:深度
張修銘 于永濤 白 斌,3 修世超
1.東北大學,沈陽,110819 2.中航工業(yè)沈陽發(fā)動機設計研究所,沈陽,1108193.沈陽工程學院,沈陽,110136
小切深磨削條件下工件表面硬化機理
張修銘1于永濤2白斌1,3修世超1
1.東北大學,沈陽,1108192.中航工業(yè)沈陽發(fā)動機設計研究所,沈陽,1108193.沈陽工程學院,沈陽,110136
以位錯運動造成塑性變形的理論為基礎,深入分析了小切深條件下磨削力機械作用硬化機理和材料熱相變硬化機理。通過不同磨削參數(shù)的小切深磨削硬化試驗,分析磨削硬化過程中不同磨削參數(shù)條件對工件表面強化層形成的影響及其金相組織轉變的情況,深入研究磨削強化層組織的形成機理。試驗結果表明,小切深條件下磨削加工試件表面的硬化主要以位錯運動而產生的強化層為主,提高磨削深度和降低工件進給速度會增大工件表面顯微殘余應力,增強試件表層硬化層的形成效果。
磨削機理;硬化;溫度場;位錯硬化;預測
0 引言
磨削淬硬是新型復合加工技術,一般利用大切深、干磨削加工時產生的磨削熱和磨削力使工件表面發(fā)生表面淬火硬化。該技術對磨削設備的要求不高,能夠減少能耗與污染,具有良好的社會、經濟效益以及非常廣闊的應用前景[1]。
國內外許多學者對磨削淬硬技術進行了大量的研究工作,并取得了顯著的成果。Zhang等[2]用調質鋼進行磨削硬化試驗,發(fā)現(xiàn)工件表面硬化層組織的形成是磨削區(qū)磨削應力-應變場與大梯度溫度場綜合作用的結果,且硬化層組織具有精細的板條馬氏體以及胞狀、多邊形位錯結構。Fricker等[3]建立了以磨削力模型為基礎的溫度場分析和硬化層厚度預測方法,研究了砂輪粒度、型號、結合劑性質對硬化層厚度的影響。Salonitis等[4]對磨削區(qū)溫度場進行了有限元仿真分析,結合熱處理理論對磨削硬化層厚度進行預測。劉菊東等[5]通過大量的試驗研究了硬化層厚度變化的規(guī)律等。
目前,對磨削表面硬化的研究主要集中在大切深、干磨削條件下,利用大量磨削熱使工件表層材料發(fā)生相變的影響,而缺少對工程應用更為廣泛的小切深磨削過程中表面硬化機理的研究,磨削淬硬及其相關研究結果并不能全面體現(xiàn)磨削表面硬化組織的形成機理。因此,研究小切深磨削工件表層的位錯硬化機理同樣具有重要的意義。
1 磨削表面層硬化機理分析
磨削硬化的本質可以歸結為工件表層材料發(fā)生的塑性應變,包括磨削熱引起的熱應變和磨削力引起的機械應變,而相變、位錯等塑性變形是材料產生應變的主要原因。小切深磨削由于磨削深度較小,產生的磨削熱較小,材料表面硬化層主要以機械力作用產生的應變及位錯強化為主。
1.1磨削力機械作用硬化機理
1.1.1加工硬化位錯理論
加工硬化現(xiàn)象是指加工過程中工件材料的塑性不斷增加,晶體對滑移的阻力越來越大,材料對變形的抗力不斷增大,硬化程度逐步提升。磨削力使工件表面發(fā)生硬化的本質是位錯運動的阻力隨加工變形增大的過程。加工硬化的不同階段與材料塑性變形的不同階段相互關聯(lián),即與位錯運動和交互作用相關[6]。工件表面材料塑性變形主要經歷以下三個階段:
(1)易滑移階段。該階段只出現(xiàn)在單晶體的某些特定取向的單滑移情況,應力很小,位錯增殖較小,滑移線細密而長,硬化率很低,多晶體塑性變形并不會出現(xiàn)。
(2)線性硬化階段。該階段的硬化曲線急劇上升,滑移線變短。此時,滑動位錯受到與溫度無關的推力τ1,用于克服塞積群的長程應力場,這是引起硬化的主要因素;同時,另一部分與溫度有關的推力τ2使滑動位錯和林位錯形成割階,并推動割階運動。
(3)拋物線硬化階段。該階段晶體的位錯狀態(tài)取決于溫度,受應力-應變狀態(tài)的影響較小,是一個熱激活的過程。此時,由于塞積群應力集中,在溫度的作用下滑移距離和應變增大,內應力和硬化程度減小,出現(xiàn)了加工軟化現(xiàn)象。
1.1.2磨削加工位錯硬化機理


(1)
(2)
式中,K為與位錯結構和分布有關的數(shù)值因子;HV0、K0、ρ0分別為未加工之前材料的硬度、數(shù)值因子和可動位錯密度。
磨削過程中,在與砂輪接觸的材料表面會出現(xiàn)大量的滑移帶。材料中新產生的與已存在的位錯受到應力梯度的作用在滑移帶平面中移動,并隨著切應力超過材料屈服極限在不同的方向上離開切削刃,移動至變形材料的深處。由于滑移帶傳播速度的增率小于工件進給速度的增率,故工件進給速度越大,材料的塑性變形體積越小。
局部障礙是位錯停滯的主要原因,因此,必須增大載荷以克服障礙的阻滯。若材料中含有大量阻礙,塑性變形區(qū)域的范圍將減小,而磨削阻力將增大。塑性變形時,在滑移帶中形成不同符號的位錯,符號相同的位錯出現(xiàn)在已加工表面上,而符號相反的位錯向材料的深處移動,并沿滑移帶分布。
1.1.3磨削區(qū)位錯特征量
一般來說,作用在磨削區(qū)的載荷越小,時間越短,位錯密度和硬化深度越小。法向磨削分力隨著砂輪線速度的增大而減小,表面層滑移帶密度將減小,沿深度變化的位錯密度ρ(h)與滑移帶密度N(h)、切應力σ(h)之間的關系為
ρ(h)≈N(h)σ(h)/(G|b|)
(3)
式中,h為距離加工表面的深度。
位錯運動速度與作用熱力載荷有關,滑移平面中的應力越大,位錯運動越快。滑移帶在變形時間內的傳播深度即為塑性變形區(qū)的大小,在砂輪徑向方向,滑移帶傳播速度計算公式為
vdn≈H/t≈Hvw/l
(4)
在工件速度方向,滑移帶傳播速度計算公式為
vds≈vw
(5)
式中,vdn為滑移帶徑向傳播速度,mm/s;vds為滑移帶切向傳播速度,mm/s;vw為工件進給速度,mm/s;l為砂輪與工件接觸弧長,mm;H為硬化深度,mm;t為變形時間,s。
1.1.4位錯與局部障礙相互作用的概率模型
位錯運動時要通過隨機分布的強大障礙,這些障礙在位錯上的作用力超過切斷阻力,此時位錯線停滯的積分概率W(h)可表示為
W(h)=W1(1-W2)
(6)
式中,W1為位錯在滑移平面中障礙處的停滯率;W2為熱激活方式克服障礙的概率。
根據(jù)Orowan理論[8],在距工件表面深度h處,當相鄰兩個障礙之間的距離小于或等于2R時,位錯會在障礙處停滯。其中,R是位錯線的彎曲半徑。位錯停滯概率等于在距離表面深度h處同一平行表面上的障礙間距為l(l≤2R)時出現(xiàn)位錯的概率,其滑移線無條件停滯的概率為
(7)
式中,ω(l)為位錯障礙間距;lef為析出物粒子之間的平均有效距離,mm。

(8)

(9)
以熱激活方式克服障礙的概率W2取決于激活勢壘U0-U(h)和溫度T,即
(10)
式中,U0為被激活的障礙與位錯接觸時相互作用所限制的勢壘高度,mm;U(h)為作用應力σ(h)所做的功,J;W0為與頻率因子有關的常數(shù);k為玻耳茲曼常數(shù),J/K;T(h)為溫度在深度h方向變化的函數(shù)。
如果硬化模型僅建立在粗大障礙使位錯停滯的基礎上,此時的停滯概率近似為
W(h)=W1
(11)
1.1.5磨削區(qū)位錯密度的計算
設磨削區(qū)某一材料體積受到載荷的作用,這時材料中的位錯密度由初始密度ρ0增加到ρ(h),其大小取決于變形條件以及距分裂表面的深度。相鄰滑移帶之間的距離并不關聯(lián),具有統(tǒng)計獨立性,所以原始位錯源具有統(tǒng)計獨立性,每一個位錯源產生單個滑移帶,加工過程中,變形繼續(xù)發(fā)展,滑移帶不斷擴展,最后可能互相匯合在一起[9]。
經過推導,對于已加工表面層,位錯密度可表示為
(12)
式中,F(xiàn)(h)為與運動位錯停滯概率W(h)相關的函數(shù);N0為表面層內滑移帶密度;μ為泊松比。
根據(jù)式(12),聯(lián)合磨削后殘余應力的計算結果,可以從理論上計算磨削區(qū)的位錯密度,再根據(jù)式(1)和式(2),即可對磨削時機械作用產生的硬化程度進行數(shù)值上的計算。
1.2磨削熱相變位錯硬化機理
磨削硬化的另一個因素是由磨削熱引起的材料相變[10-11]。根據(jù)相變熱力學和動力學原理,金屬物相內存在相變位錯,相變過程伴隨著位錯的產生和發(fā)展。當材料溫度達到某一物相溫度時,該物相的陣點就變?yōu)槟芰可献钣欣姆€(wěn)定位置,材料由母相轉變?yōu)樵撐锵啵藭r就會有從母相陣點指向該物相陣點的相變位錯產生和長大,這一指向矢量即為Burgers矢量,所以相變硬化過程與位錯之間存在直接關系。
相變總應變率微觀位錯數(shù)學模型為[12]
(13)

2 小切深磨削表面層硬化試驗
2.1試驗方案設計
試驗選用M7120A平面磨床,使用陶瓷結合劑白剛玉砂輪,粒度號為F46,直徑為250mm。試驗試件尺寸為120mm×80mm×25mm,采用逆磨削、干磨的方式,砂輪線速度為37m/s,磨削寬度為15mm。其他試驗條件見表1。
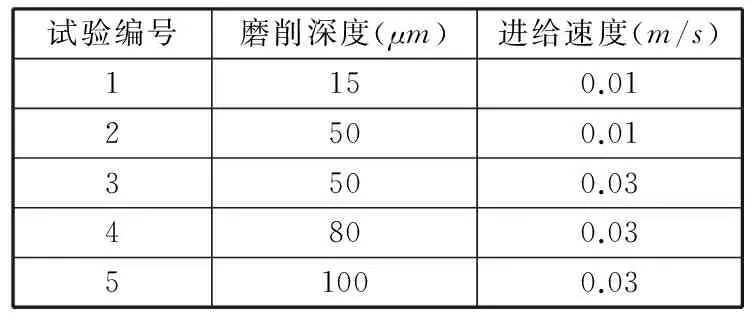
表1 試驗條件
2.2表面硬度試驗
對加工后試件表面進行打磨,并將各個試件磨削表面的切入?yún)^(qū)域、中部區(qū)域和切出區(qū)域分成5個部分,測量5次表面硬度值,然后取其平均值作為試件各區(qū)域的表面硬度值。試件表面硬度值見表2。
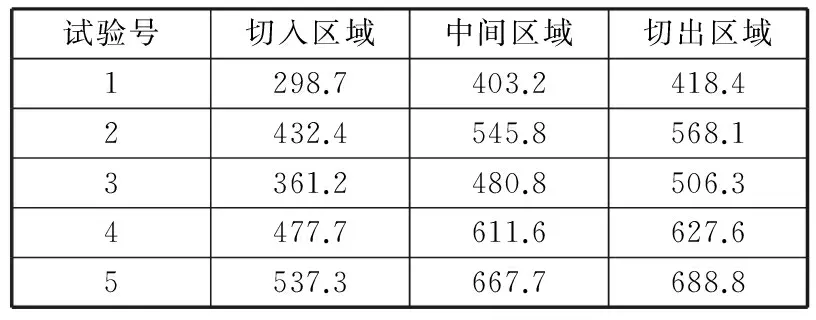
表2 試驗表面硬度值(HV0.1) MPa
由表2可知,4號和5號試件表面出現(xiàn)了強化層,其硬度值基本達到了淬火工藝要求。因此,可以認為小切深磨削條件下試件表面產生了強化層,提高了表面硬度值。測量4號和5號試件的中部區(qū)域沿深度方向的硬度值,其硬度曲線如圖1所示。可以認為,5號試件中部區(qū)域的強化層厚度在0.15mm左右;而4號試件中部區(qū)域僅表面微小厚度發(fā)生強化,厚度僅為0.02mm左右。
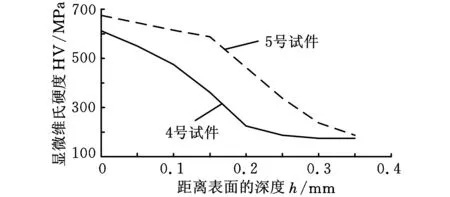
圖1 表面硬度沿深度方向的變化
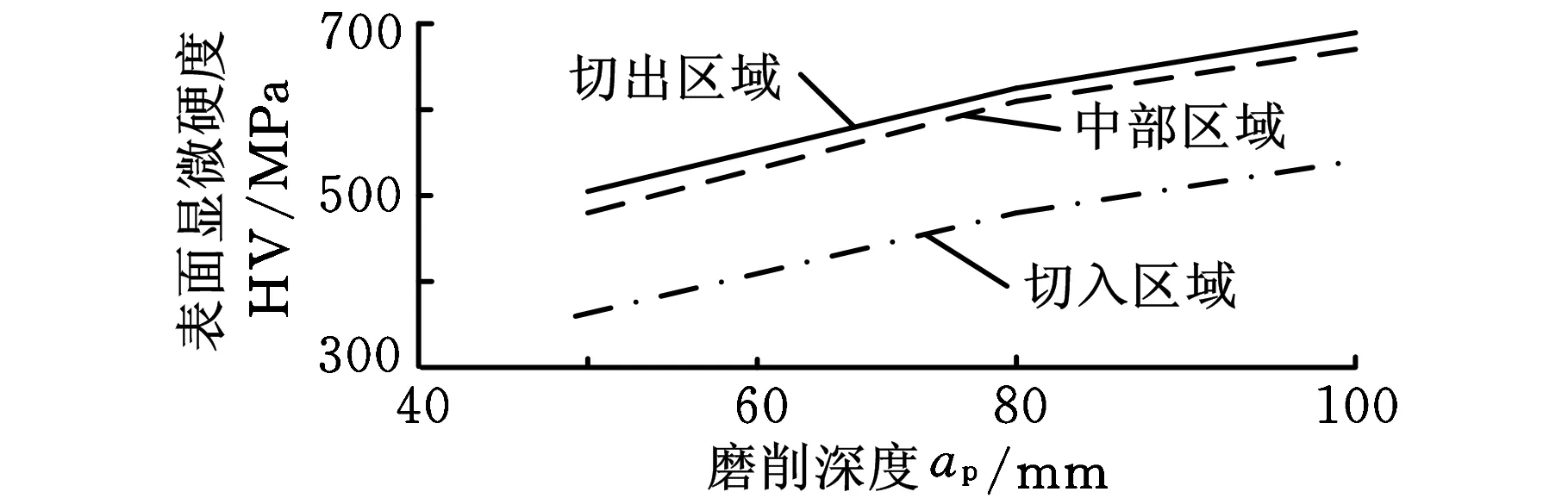
圖2 磨削深度對表面硬度的影響(vw=0.03 m/s)
根據(jù)表2可以建立不同磨削深度下試件表面不同區(qū)域的硬度曲線,如圖2所示。由圖2可知,在一定的工件進給速度下,隨著磨削深度的增大,磨削試件表面的硬度逐漸增大。同時,試件表面產生的強化層并不是均勻的,中間區(qū)域和切出區(qū)域的強化一致性較好,切出區(qū)域的硬度略高于中間區(qū)域,而切入?yún)^(qū)域的硬化程度較低。
2.3表面殘余應力試驗
小切深磨削后工件表面殘余應力可以由晶粒內外的塑性變形而產生,包括晶粒內的滑移變形使位錯在晶界堆積。殘余應力的大小與位錯密度的大小、分布特征等因素有關[13]。由于小切深條件的磨削深度較小,產生的磨削熱較小,材料表面硬化層以機械力作用產生的應變及位錯強化為主,故在外力卸除之后,工件內部產生位錯是小切深條件下工件表面產生殘余應力的主要原因。
表面殘余應力試驗采用切割法測量試件的殘余應力。通過切割待測表面,測得粘貼在待測表面應變片的應變值,計算出試件表面的殘余應力。試驗測得表面殘余應力為拉應力,其結果見表3。
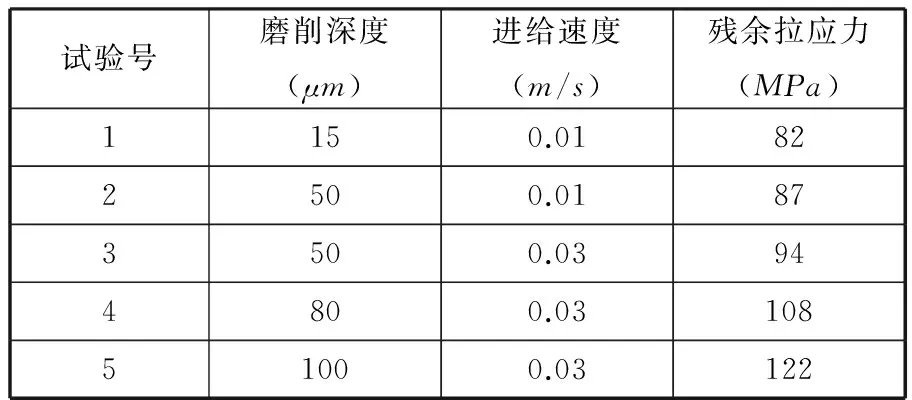
表3 表面殘余應力
由表3可知,在小切深磨削加工中,磨削深度越大,工件進給速度越大,表面殘余拉應力值越大。由于位錯是影響工件表面殘余應力的主要原因之一,而位錯運動的阻力增大能使表面強化程度提升,故較大的殘余應力可以間接反映磨削表面層硬度增加的趨勢。因此,根據(jù)試驗結果可以認為,適當?shù)脑黾舆M給速度和磨削深度可以增強小切深磨削條件下工件表面強化層的硬化效果。
2.4表層材料金相組織特征分析
圖3為5號試件磨削強化后表層材料金相組織圖。一般來說,加工前試件的組織主要為珠光體、鐵素體以及少量塊狀碳化物,晶粒大小比較均勻,鐵素體結構比較單一,與珠光體之間的分界比較平滑。由圖3可知,經過磨削硬化,試件材料中的鐵素體發(fā)生了嚴重變形和碎化,晶粒扭曲,位錯密度很大,鐵素體和珠光體的分界變得模糊,晶粒雜亂,并有少量碳化物析出。
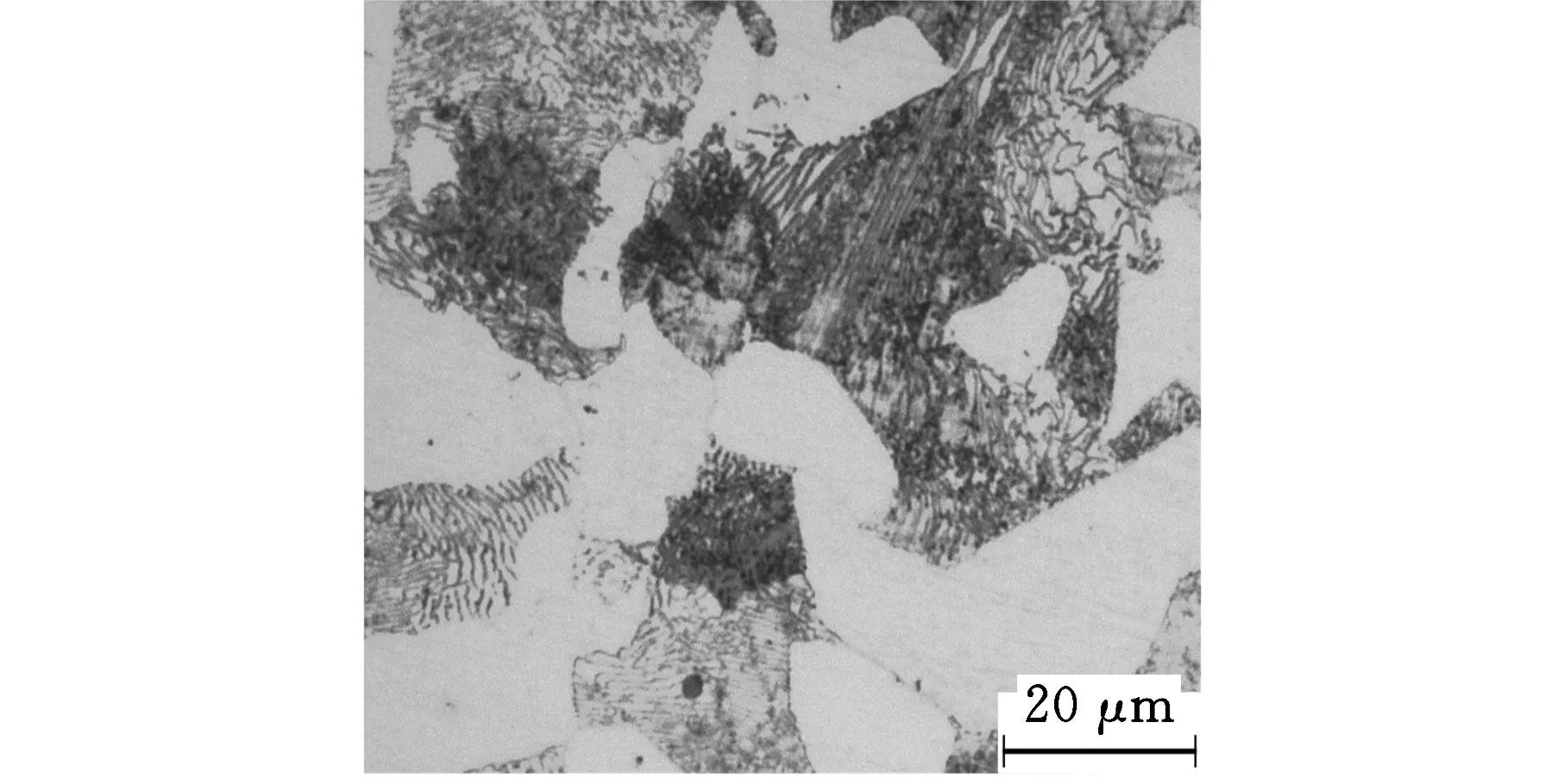
圖3 5號試件表層組織的金相圖
圖4為試件5表面SEM圖及其滲出物的能譜圖。由能譜圖可知,該點的主要成分為碳和鐵,并含有極少量的硅和硫。由碳和鐵的原子數(shù)比可知,該點處為滲碳體Fe3C。滲碳體Fe3C的產生是由于磨削時磨削力的機械作用,并伴隨著磨削熱會產生高溫,造成了材料組織結構的改變,磨削高溫使Fe和C發(fā)生化學反應而產生Fe3C并滲出到表面。
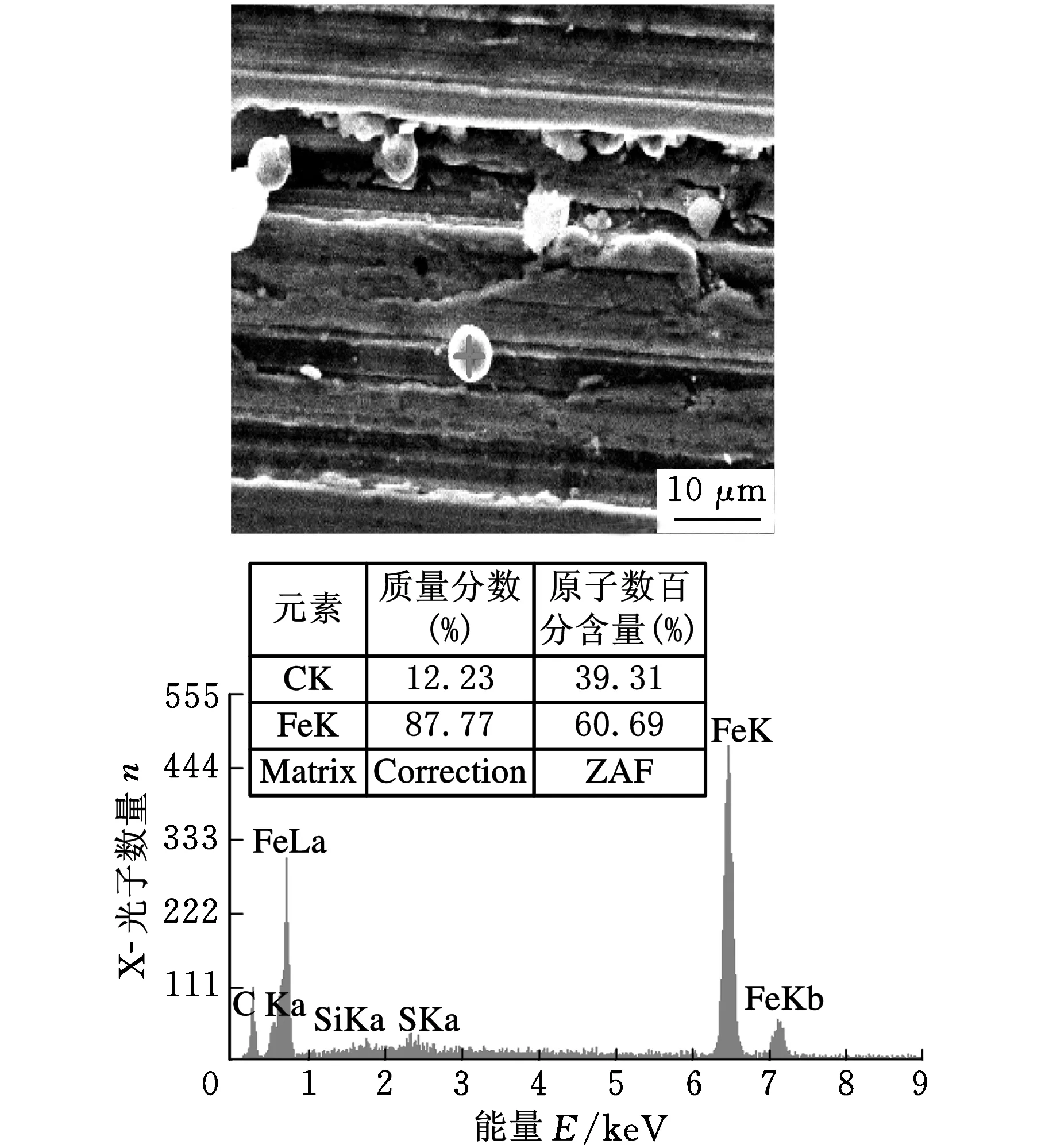
圖4 5號試件表面能譜圖
圖5所示為1號和2號試件加工后表層金相組織照片。由圖5可知,1號試樣組織變化程度很小,僅出現(xiàn)一些微小的位錯和變形,而2號試樣材料組織的塑性變形比較明顯,表面位錯密度較1號試件較大,鐵素體減少且碎化。由于1號、2號試件采用較小的磨削深度,故可以用材料硬化硬度公式(如式(1))近似計算其表面硬度值。由于2號試件較1號試件具有更大的位錯密度,根據(jù)式(1),2號試件的表面硬化硬度大于1號試件的表面硬化硬度,這與試驗結果相吻合。
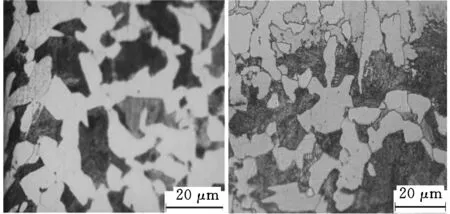
圖5 1號(左)試件和2號(右)試件組織金相圖
圖6所示為3號和4號試件加工后表層金相組織照片。由圖6可知,4號試樣材料塑性變形程度、位錯密度均小于3號試樣。對比3號、4號試件的磨削參數(shù)可知,當工件進給速度較大時,磨削熱和磨削力的作用時間很短,因此,傳入工件的磨削熱有限,變形和硬化程度小于緩慢進給時的變形和硬化程度。由于3號、4號試件采用相同的材料,具有相同的材料屬性,故式(12)的位錯密度可近似表示為ρ(h)∝(1/H),同時結合試驗結果(表2)可知,4號試件的表面產生的淬硬層厚度約0.02mm,而3號試件只產生了一定厚度的強化層,加工硬化位錯理論分析與試驗結果相一致。由于3號、4號試件在磨削過程中產生了一定量的磨削熱,硬化層中的白色鐵素體已經部分溶解,且有黑色碳化物析出,故不能用材料硬化硬度公式近似計算其表面硬度值。
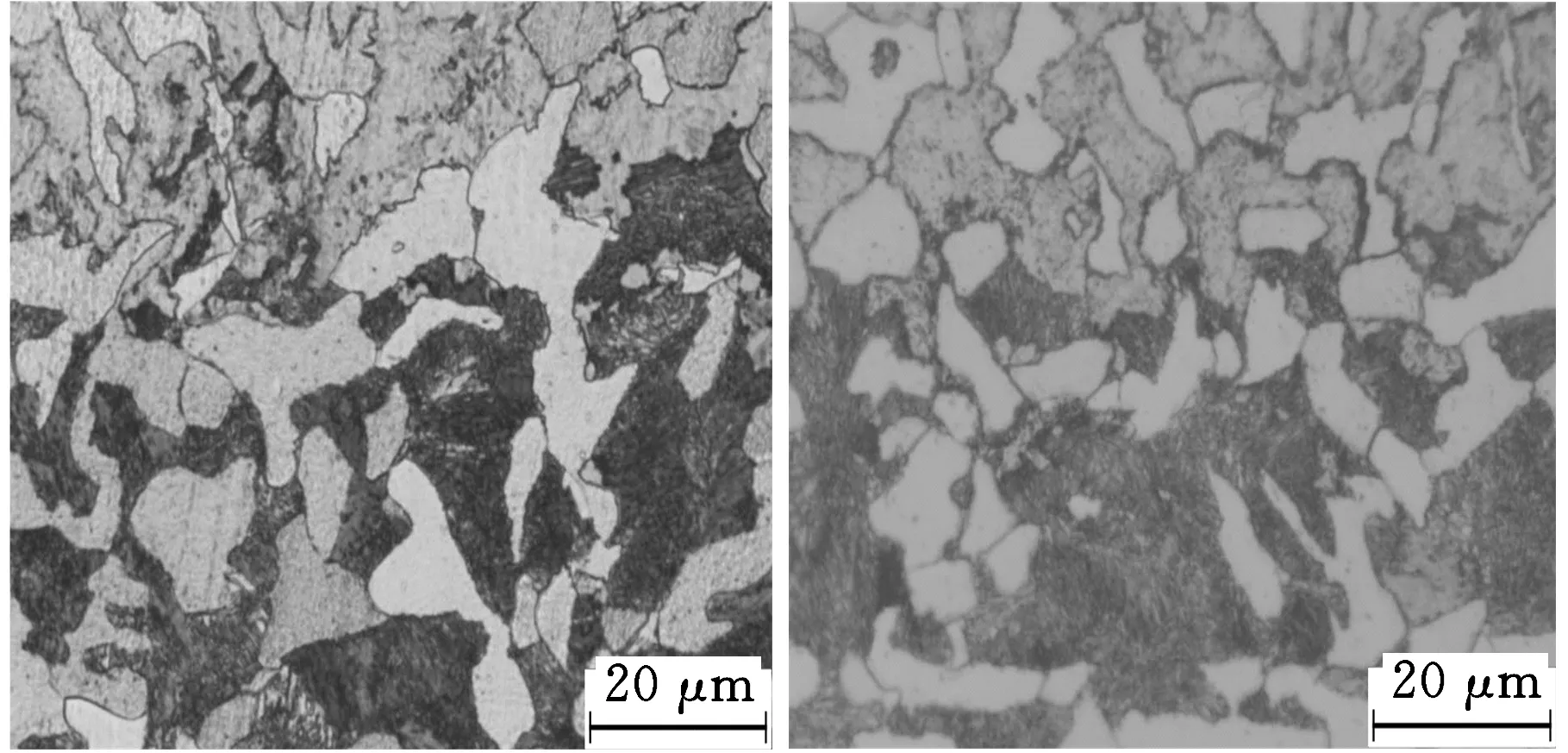
圖6 3號(左)試件和4號(右)試件組織金相圖
3 結論
(1)本文根據(jù)機械加工硬化位錯理論和相變位錯理論,建立磨削表層強化的理論公式,對硬化效果進行分析計算。
(2)在一定的磨削參數(shù)范圍內磨削時,增大磨削深度和降低工件進給速度會增大工件表面顯微殘余應力,增強試件表層硬化層的形成效果。在普通磨削條件下砂輪線速度對硬化層的形成沒有明顯的影響。
(3)小切深條件下磨削加工的部分試件表層產生了強化層。通過金相圖證明了小切深磨削非淬火鋼工件表面的硬化主要由于位錯而產生的強化效果。
[1]LiCH,HouYL,LiuZR,etal.InvestigationintoTemperatureFieldofNano-zirconiaCeramicsPrecisionGrinding[J].InternationalJournalofAbrasiveTechnology, 2011, 4(1):77-89.
[2]ZhangLC,ZarudiI.MechanicalPropertyImprovementofQuenchableSteelbyGrinding[J].JournalofMaterialsScience, 2002, 37(18): 35-43.
[3]FrickerDC,PearceTRC,HarrisonAJL.PredictingtheOccurrenceofGrindHardeninginCubicBoronNitrideGrindingofCrankshaftSteel[J].JournalofEngineeringManufacture, 2004,218(10): 1339-1356.
[4]SalonitisK,ChondrosT,ChryssolourisG.GrindingWheelEffectintheGrind-hardeningProcess[J].InternationalJournalofAdvancedManufacturingTechnology,2008, 38(1/2) : 48-58.
[5]劉菊東,王貴成,陳康敏,等.非淬硬鋼磨削表面硬化層的實驗研究[J].中國機械工程,2005,16(11):1013-1017.
LiuJudong,WangGuicheng,ChenKangmin,etal.ExperimentalStudyonGrind-hardenedLayerofNon-quenchedSteel[J].ChinaMechanicalEngineering,2005,16(11):1013-1017.
[6]高維林,白光潤,周志敏,等. 五階段加工硬化理論[J].東北工學院學報,1993,14(2):188-191.
GaoWeilin,BaiGuangrun,ZhouZhimin,etal.Theoryof5-phaseWork-hardeningPricess[J].JournalofNortheastUniversityofTechnology,1993,14(2):188-191.
[7]JacquesP,FurnemontQ,MertensA,etal.OnthesourcesofWorkHardeninginMultiphaseSteelsAssistedbyTransformation-inducedPlasticity[J].PhilosophicalMagazineA-PhysicsofCondensedMatterStructureDefectsandMechanicalProperties,2001,81(7): 1789-1812.
[8]萬光珉,范繼美.位錯理論在金屬切削中的應用[J].昆明工學院學報,1991,16(5):54-57.
WanGuangming,FanJimei.ApplicationofDislocationTheoryinMetalCutting[J].JournalofKunmingInstituteofTechnology,1991,16(5):54-57.
[9]LeeWS,LinCF,ChenTH,etal.DynamicMechanicalBehaviourandDislocationSubstructureEvolutionofInconel718overWideTemperatureRange[J].MaterialsScienceandEngineeringA-StructuralMaterialsPropertiesMicrostructureandProcessing,2011,528(19/20): 6279-6286.
[10]ZhangZB,HaoYL,LiSJ,etal.FatigueBehaviorofUltrafine-grainedTi-24Nb-4Zr-8SnMultifunctionalBiomedicalTitaniumAlloy[J].MaterialsScienceandEngineering:A, 2013, 577(10): 225-233.[11]MathisK,TrojanovaZ,LukacP.HardeningandSofteninginDeformedMagnesiumAlloys[J].MaterialsScienceandEngineeringA, 2002,324(1):141-144.
[12]唐志平.沖擊相變[M].北京:科學出版社,2008.
[13]覃孟揚.基于預應力切削的加工表面殘余應力控制研究[D].廣州:華南理工大學,2012.
(編輯陳勇)
Surface Hardened Mechanism of Grinding Conditions in Small Depth of Cut
Zhang Xiuming1Yu Yongtao1Bai Bin2Xiu Shichao1
1.Northeastern University,Shenyang,110819 2.AVIC Shenyang Engine Design and Research Institute,Shenyang,110819 3.Shenyang Institute of Engineering,Shenyang,110136
Grinding hardening technology was the technology that made the surface layer of the work-piece hardened by using grinding force and grinding heat. Grinding surface hardening process in small depth cut was usually generated by mechanical force and accompanied with thermal strain and phase transition occurred. Based on the theory of plastic deformation caused by dislocation motion, in-depth analyzed the hardening mechanism of mechanical action by grinding force and material thermal phase transformation in small depth cut. Test shows that using larger grinding depth and smaller workpiece feed speed in the grinding can increase the surface microscopic residual stress and promote the effect of the specimen surface hardening layer formation.
grinding mechanism; hardening; temperature field; dislocation hardening; prediction
2014-05-04
國家自然科學基金資助項目(51375083);沈陽市科學技術計劃資助項目(F13-316-1-59)
TG111.3DOI:10.3969/j.issn.1004-132X.2015.07.016
張修銘,男,1988年生。東北大學機械工程與自動化學院博士研究生。主要研究方向為磨削強化表面完整性及其摩擦磨損特性。于永濤,男,1987年生。中航工業(yè)沈陽發(fā)動機設計研究所助理工程師。白斌,男,1979年生。東北大學機械工程與自動化學院博士研究生,沈陽工程學院機械工程學院講師。修世超,男,1958年生。東北大學機械工程與自動化學院教授、博士研究生導師。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
