氧化鋯生物陶瓷銑削的刀具磨損
2015-10-28 11:35:08吳海兵左敦穩孫全平
中國機械工程 2015年7期
吳海兵 左敦穩 孫全平 徐 鋒
1.南京航空航天大學,南京,210016 2.淮陰工學院,淮安,223003
氧化鋯生物陶瓷銑削的刀具磨損
吳海兵1,2左敦穩1孫全平2徐鋒1
1.南京航空航天大學,南京,2100162.淮陰工學院,淮安,223003
為了研究完全燒結氧化鋯陶瓷銑削過程中金剛石刀具的磨損及其對切削過程的影響,進行了氧化鋯銑削實驗。分析了刀具磨損帶的擴展過程以及切削力隨刀具磨損過程的變化規律。通過觀測切削表面微觀形貌隨刀具磨損過程的演變,對刀具磨損與切削模式之間的關系進行了探討,最后揭示了刀具磨損機理。研究結果表明:銑削氧化鋯陶瓷時刀具磨損隨切削過程從刃口擴展到后刀面,同時切削模式從延脆混合去除轉變為完全脆性去除,刀具磨損模式是崩刃、剝落及石墨化磨損。
刀具磨損;銑削;氧化鋯;生物陶瓷
0 引言
完全燒結氧化鋯陶瓷組織致密、質地堅硬,作為口腔修復體材料在口腔修復領域受到廣泛關注。氧化鋯陶瓷用于口腔修復時,為了降低加工難度,目前基本采用以下工藝流程:在850 ℃爐溫下預燒結氧化鋯瓷塊(瓷塊結構疏松、易于切削加工),銑削預燒結氧化鋯瓷塊成形,瓷塊再在1450 ℃爐溫下完全燒結(燒結溫度的提高使組織致密,體積縮小約20%)[1-2]。上述工藝中完全燒結工序的體積縮小效應會影響口腔修復體的最終尺寸精度,并且工序繁瑣、加工效率低,因此研究直接銑削加工完全燒結氧化鋯陶瓷的工藝具有一定的現實意義。
完全燒結氧化鋯陶瓷由于硬脆特性而難以切削加工,主要表現在刀具磨損很快并且刀具磨損會影響加工表面質量。當前國內外完全燒結氧化鋯陶瓷銑削加工的研究較少并且處于初步階段,基本限于微細加工領域[3-6]。本文采用聚晶金剛石(PCD)刀具進行銑削實驗,每切削一定長度即采用光學顯微鏡和掃描電鏡對刀具和切削表面的微觀形貌進行觀測,同時使用三維動態測力儀測量切削力。研究了刀具磨損對切削表面形貌、切削力的影響,探討了刀具磨損帶的擴展過程及其磨損機理,以期為超硬刀具銑削完全燒結氧化鋯陶瓷工藝的應用提供依據。
1 實驗條件及方案
完全燒結氧化鋯陶瓷試樣的尺寸為14 mm×10 mm×3 mm,其組成成分見表1,性能參數見表2。刀具采用機夾式單刀片PCD刀具,其幾何參數見表3。

表1 陶瓷的組成成分
表2 陶瓷的性能參數

表3 刀具幾何參數
實驗機床為Mikron UCP800 Duro加工中心。采用Kistler 9257B三向測力儀進行測力,測力靈敏度X向、Y向均為-7.5 pC/N,Z向為-3.7 pC/N,測力采樣頻率為10 kHz。使用Quanta FEG250掃描電子顯微鏡對刀具磨損微觀形態和切削加工表面進行觀測。采用Nikon ECLIPSE LV150金相顯微鏡(放大倍數取50倍)進行刀具磨損演變觀測及刀具磨損量測量。在刀具后刀面磨損帶上取8處測量寬度,如圖1所示,取其平均值作為刀具磨損量,每切削10次(切削長度為140 mm,切削時間為76.36 s)測量后刀面磨損量。采用LABRAM-HR型激光共焦顯微拉曼光譜儀對刀具后刀面進行物相分析,其拉曼偏移分辨率為0.6 cm-1。實驗過程中不加切削液。
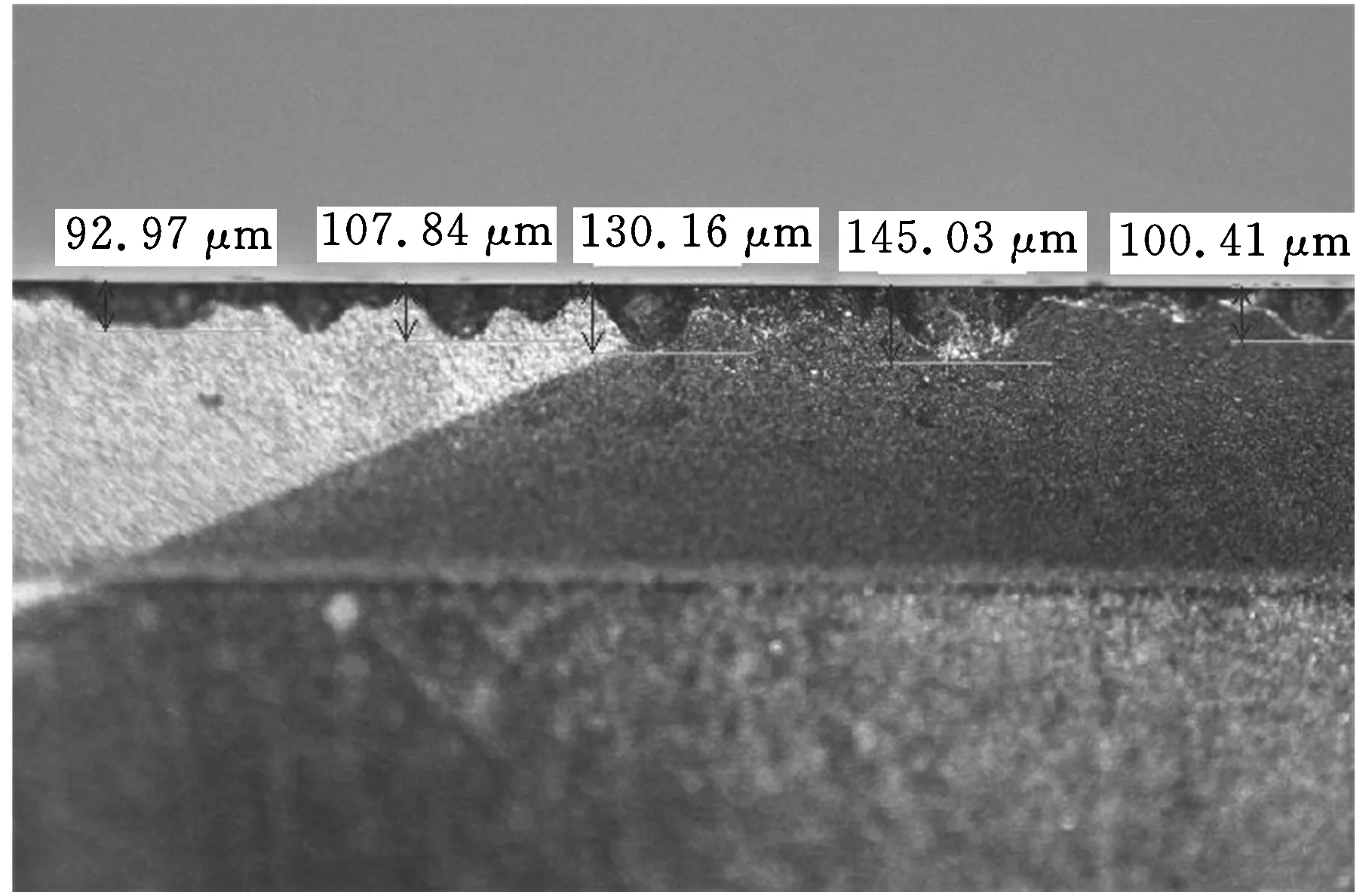
圖1 刀具磨損量測量
主軸轉速n、徑向切深ae、軸向切深ap以及進給速度vf分別取2000 r/min、0.1 mm、3 mm、110 mm/min。實驗布置如圖2所示,圖2中FX、FY和FZ分別為刀具作用于試樣的徑向力、切向力和軸向力。
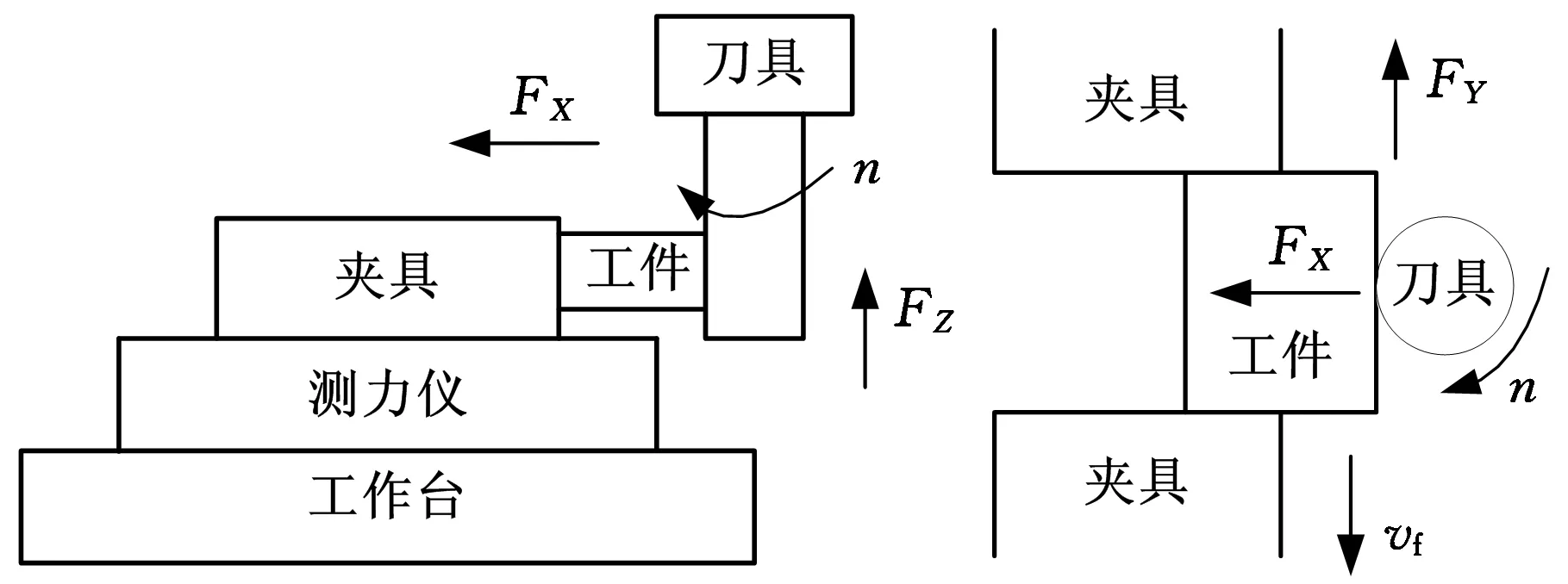
(a)正視圖(b)俯視圖圖2 實驗布置圖
2 實驗結果與分析
2.1刀具磨損帶的擴展
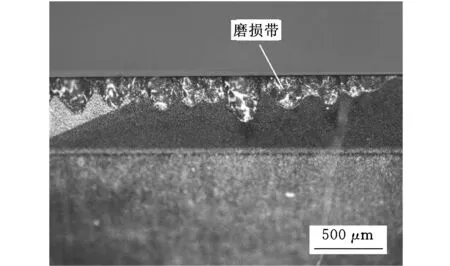
圖3為刀具后刀面磨損帶在不同切削長度L下的光學顯微鏡照片,可以看出刀具磨損帶從刀刃逐漸往后刀面擴散,而且擴散程度不均勻。在初期磨損階段,磨損帶較窄且靠近刀刃,如圖3a所示;圖3b顯示,中期磨損階段形成了明顯的水滴狀不均勻磨損帶;在后期磨損階段,后刀面上的水滴狀不均勻磨損帶幾乎連在一起,刀具即將進入破損階段,如圖3c所示。
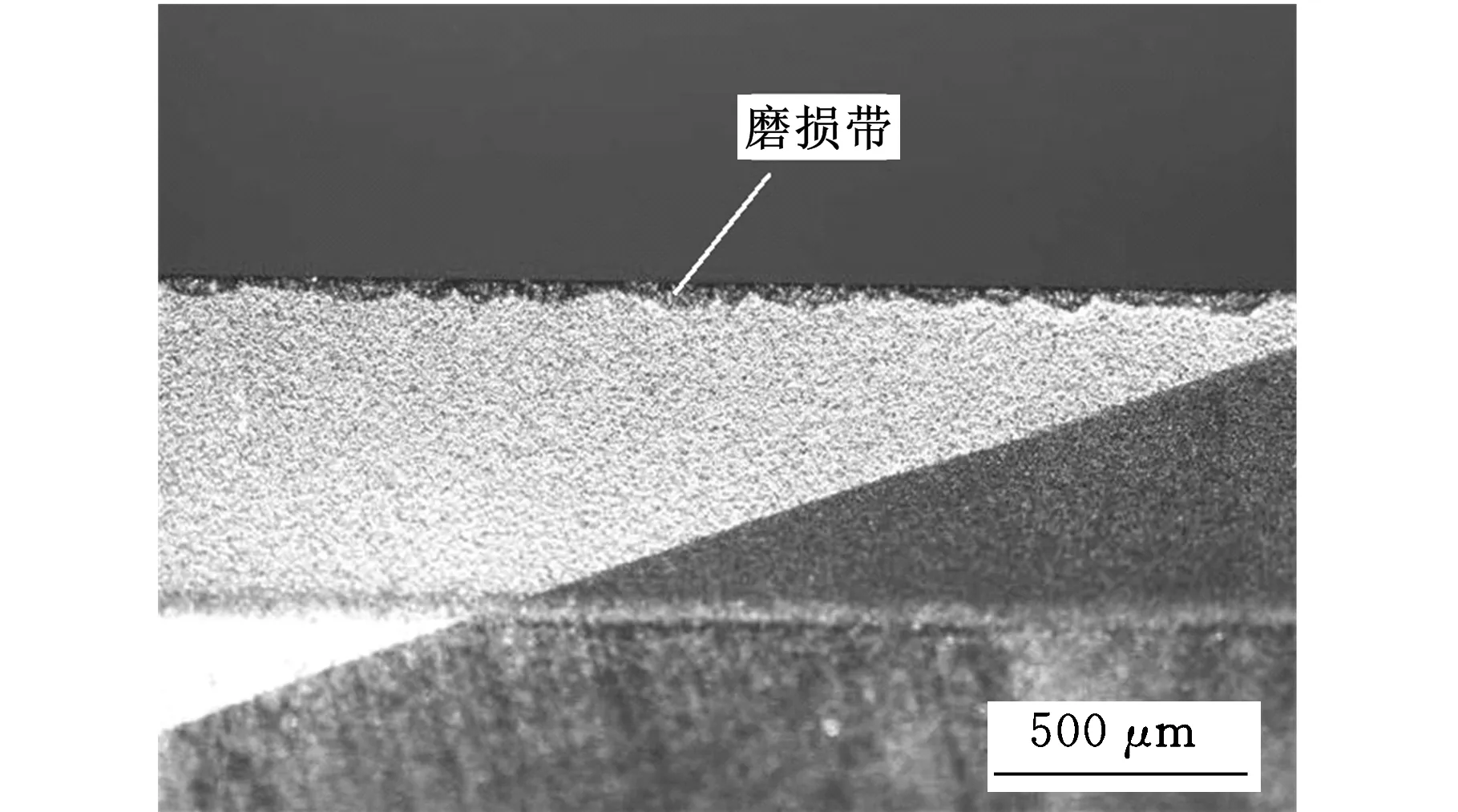
(a)L=280 mm
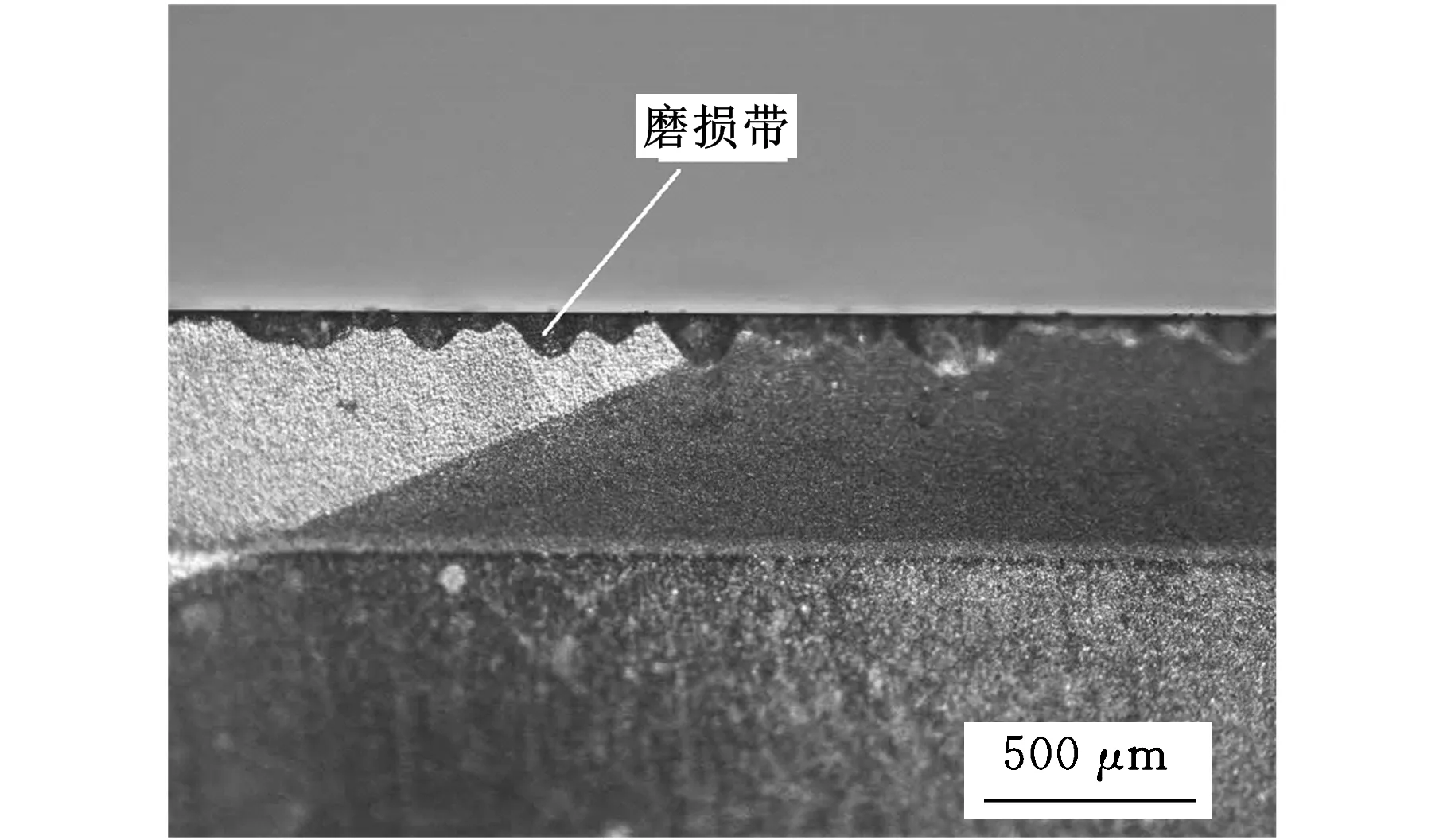
(b)L=700 mm
(c)L=1120 mm圖3 刀具后刀面磨損帶的擴展
圖4所示為刀具后刀面磨損量隨切削時間變化曲線。從切削開始到切削時長約2.6 min為初期磨損階段,后刀面磨損量緩慢增大,刀具磨損量不到50 μm;在中期磨損和后期磨損階段,刀具磨損速度較快,刀具后刀面磨損量與切削時間近似成線性關系;切削時長約11.5 min時,后刀面磨損量達到270 μm,刀具開始進入破損失效階段。
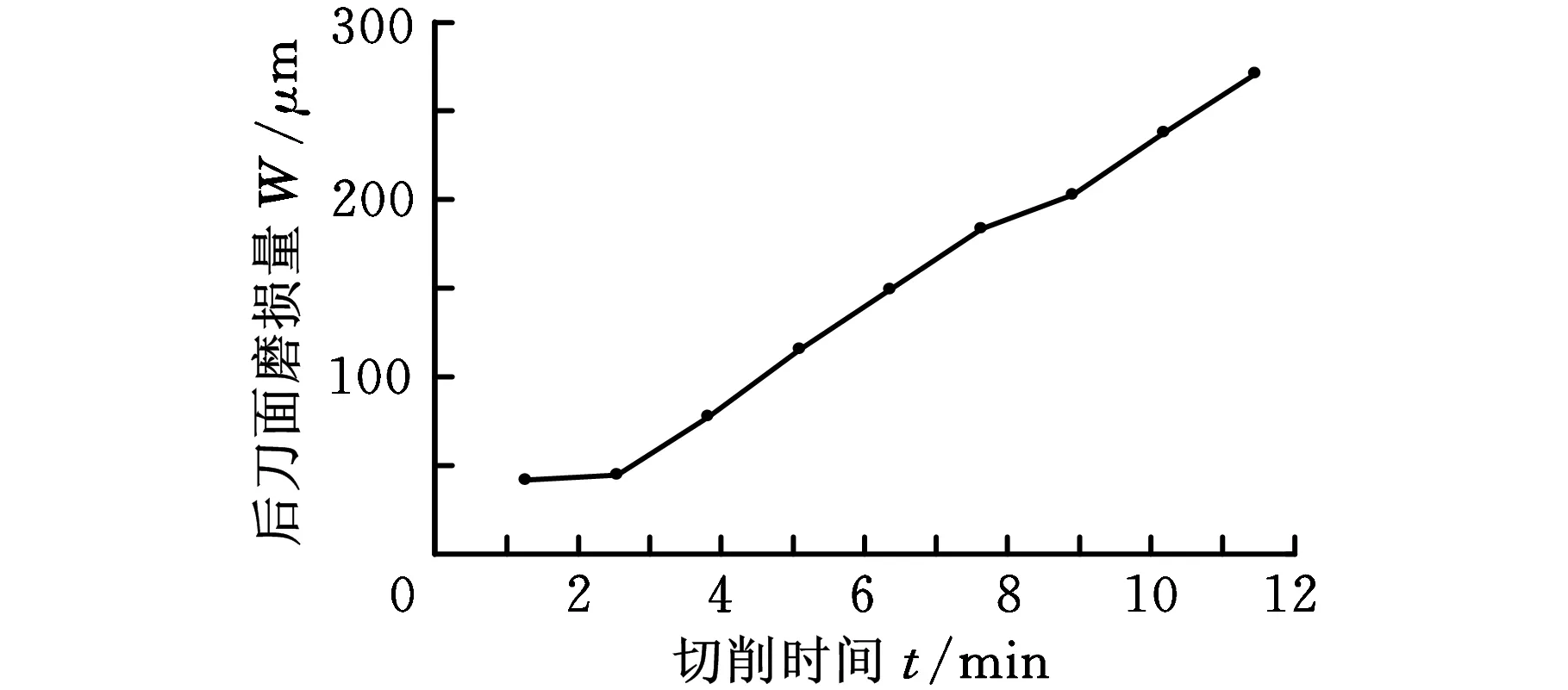
圖4 后刀面磨損量與切削時間的變化曲線
2.2刀具磨損對切削表面的影響
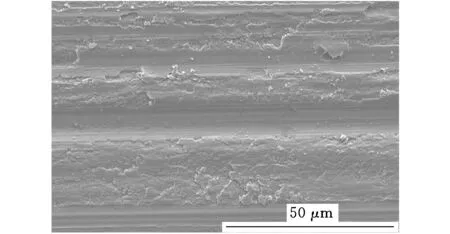
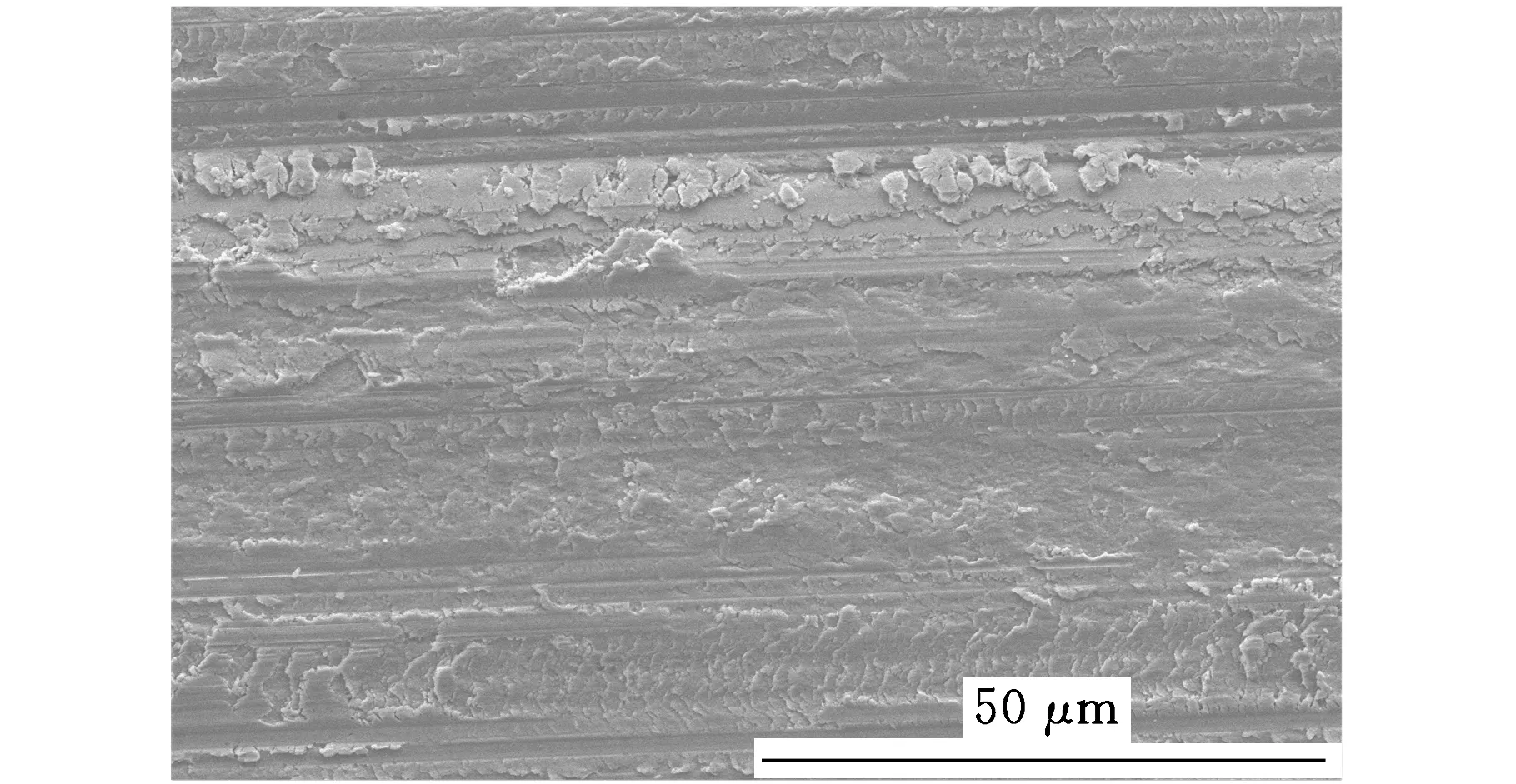
(a)初期磨損(L=280 mm)
(b)中期磨損(L=700 mm)
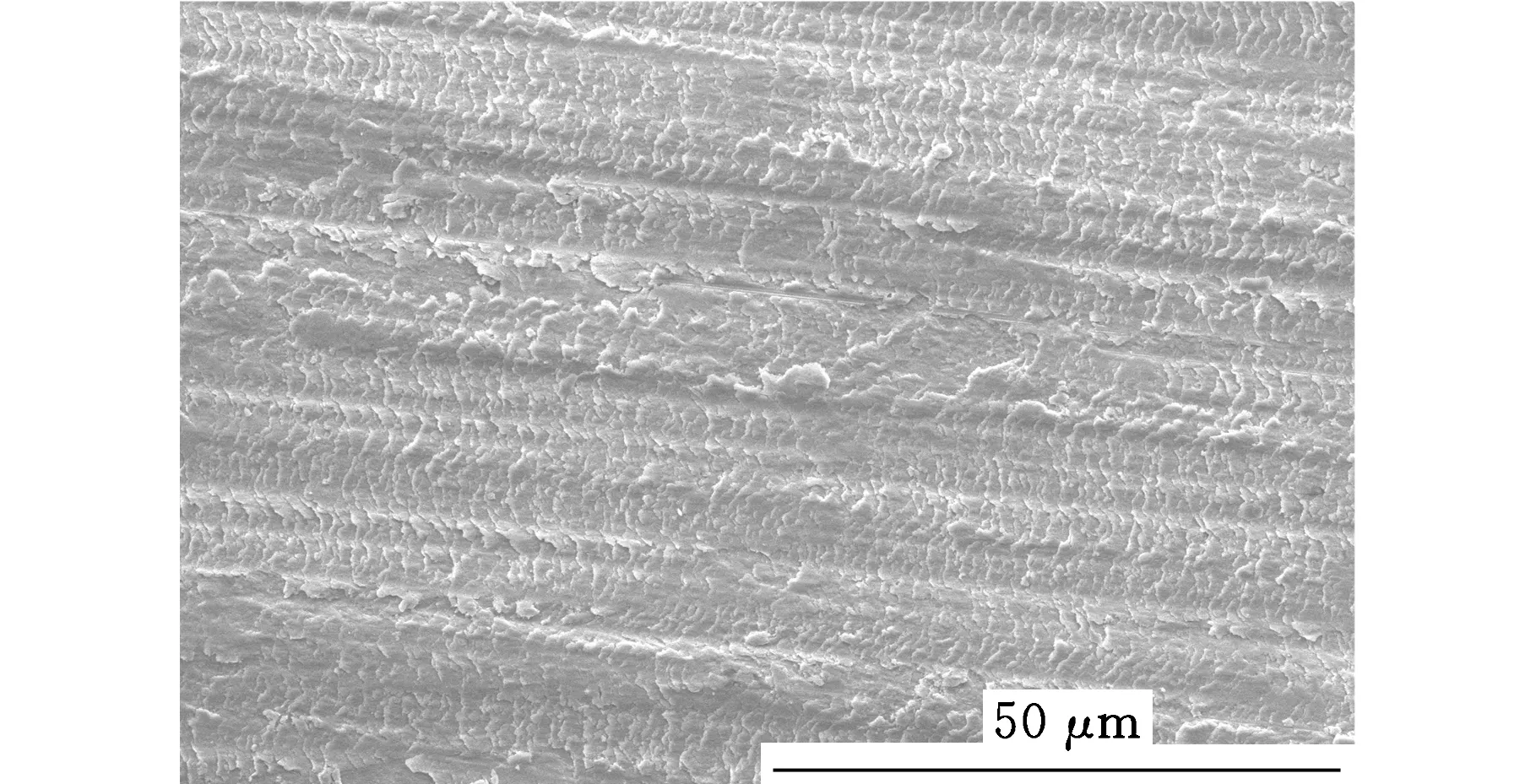
(c)后期磨損(L=1120 mm)圖5 不同磨損階段下的試樣表面微觀形貌
圖5為不同刀具磨損階段下的陶瓷試樣切削表面微觀形貌圖。圖5a為初期磨損階段(切削長度L=280 mm)表面形貌圖,切削表面由光滑條痕帶和脆斷區域構成,光滑條痕帶較寬并且底部平整,表明材料去除模式既有延性去除[7-8]又有脆斷去除,并且延性去除所占的比例較大;圖5b為中期磨損階段(切削長度L=700 mm)表面形貌圖,切削表面的光滑條痕帶寬度大大減小并且底部不平整,表明材料去除模式中的延性去除比例急劇降低;圖5c為后期磨損階段(切削長度L=1120 mm)表面形貌圖,切削表面幾乎完全由脆斷區域(魚鱗狀脆斷形貌)構成,材料去除模式是完全脆斷去除。因此可以得知,在刀具的磨損過程中切削模式從延脆混合模式逐漸轉變到完全脆性模式。
2.3刀具磨損對切削力的影響
由于軸向力非常小,所以本文只研究刀具磨損對徑向力和切向力的影響。圖6所示為平均切削力隨刀具磨損量的變化曲線,可以看出:①徑向力遠大于切向力;②切削力均隨著刀具后刀面磨損量的增大而增大,但是徑向力的增大幅度比較大。由于陶瓷硬度很高,刀具刃口切入時受力較大,故徑向力遠大于切向力[9],這一點與金屬切削不同。徑向力主要來源于刀刃對切削表面的擠壓,當后刀面出現磨損時,刀具實際后角減小,后刀面與試樣表面擠壓作用增強,使得徑向力迅速增大;影響切向力的主要因素是前刀面磨損[10],切削硬脆材料時切屑呈崩碎狀,前刀面的磨損量很小,因而切向力的增大幅度較平緩。
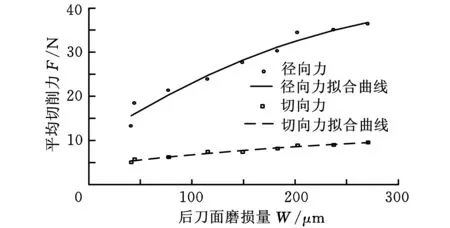
圖6 平均切削力與刀具磨損量的變化曲線
2.4刀具磨損機理
2.4.1崩刃與剝落
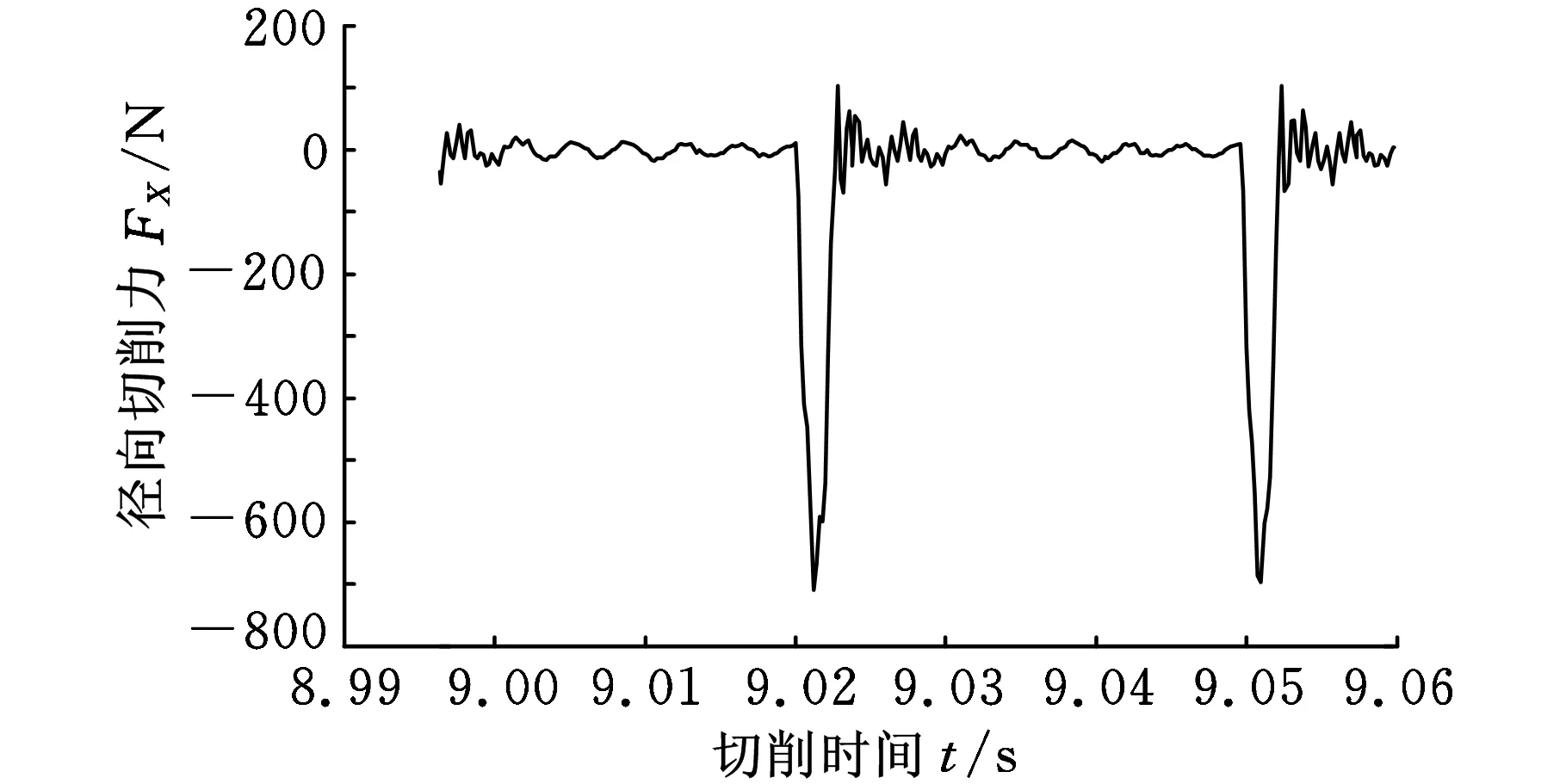
圖7 徑向切削力信號
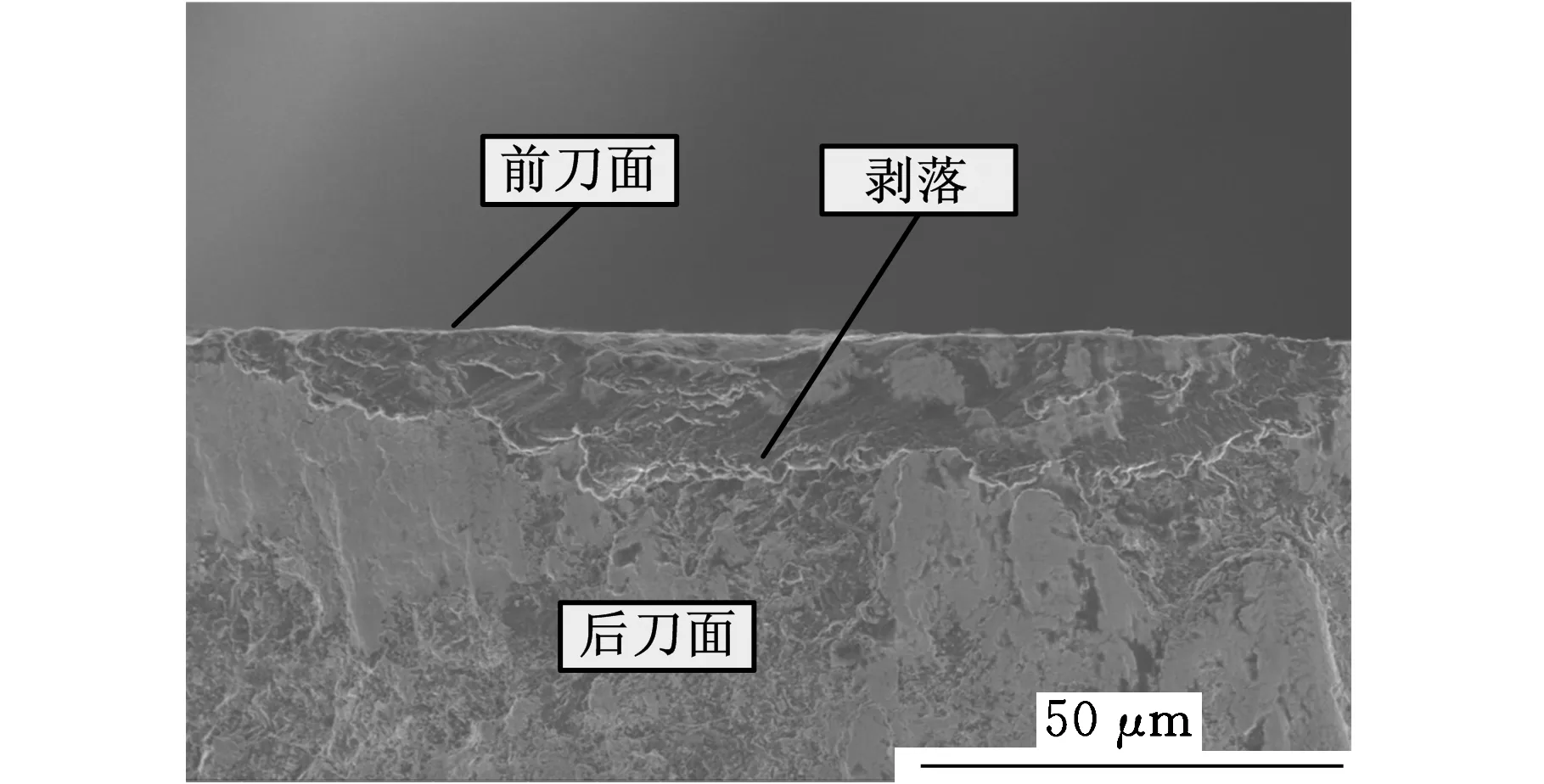
氧化鋯陶瓷的硬脆特性使切削過程中刀具承受強烈的沖擊,圖7所示為徑向切削力原始信號,其信號峰窄而長,表明切削的強烈沖擊性。在初期磨損階段(切削長度L=280 mm),刀具刃口是薄弱區域,當刃口處應力達到其斷裂強度時,就會發生微小的崩刃,崩刃處非常容易產生應力集中從而引起剝落,如圖8所示。在中期磨損階段(切削長度L=700 mm),后刀面上的突出金剛石晶粒由于沖擊力大于鈷黏接劑的黏結力而從基體上剝落,較軟的鈷黏接劑露出而不斷被較硬的陶瓷材料顆粒刮除,使得新的金剛石晶粒突出于表面受到沖擊而剝落,上述過程不斷循環,磨損帶向后刀面擴展,如圖9所示。在后期磨損階段(切削長度L=1120 mm),當金剛石晶粒剝落積累形成大的凹坑時,在沖擊作用下其周圍的金剛石晶粒和鈷黏接劑會發生大規模的剝落,如圖10所示。
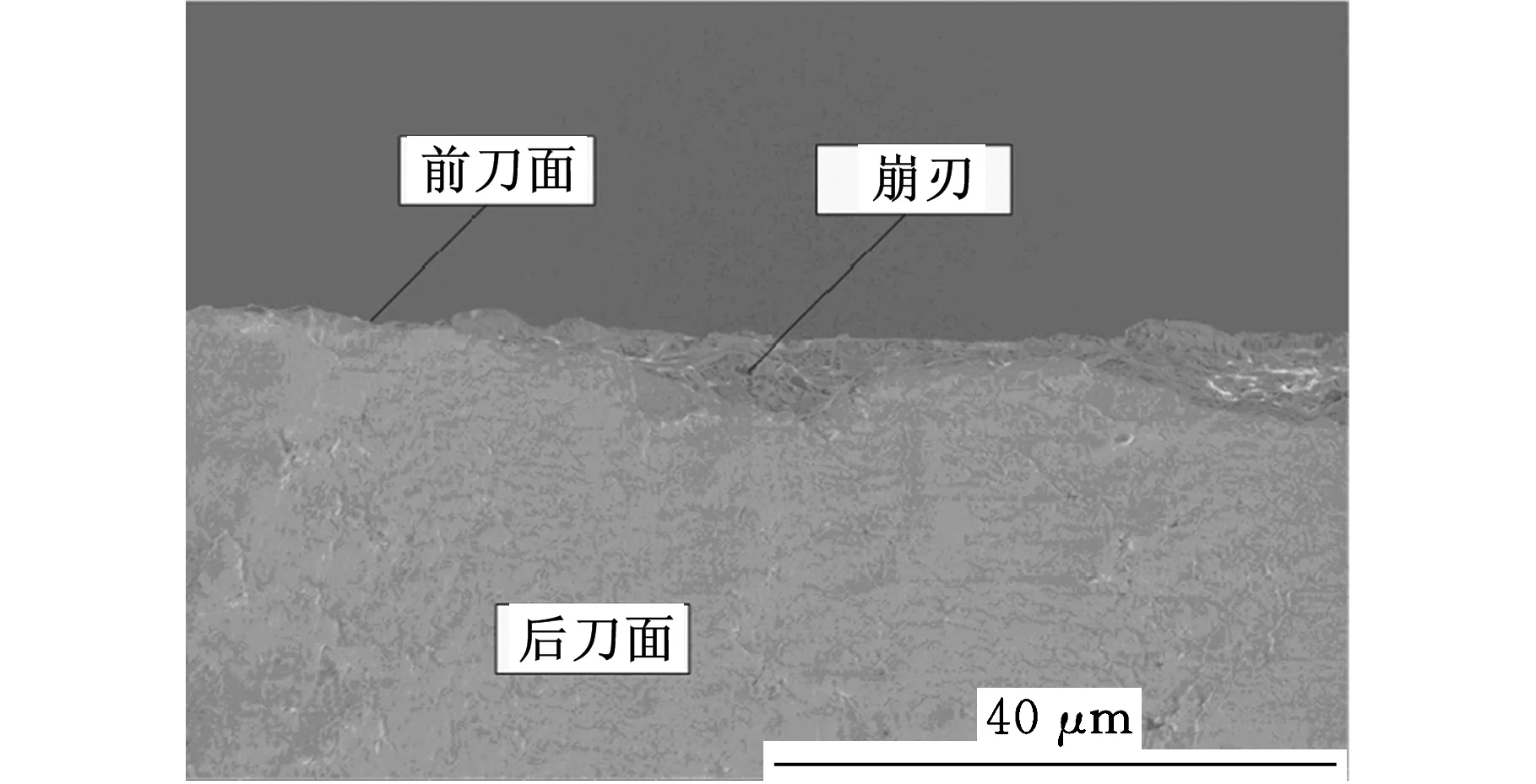
(a)崩刃
(b)剝落圖8 初期磨損階段(L=280 mm)的崩刃與剝落

圖9 中期磨損階段(L=700 mm)的剝落
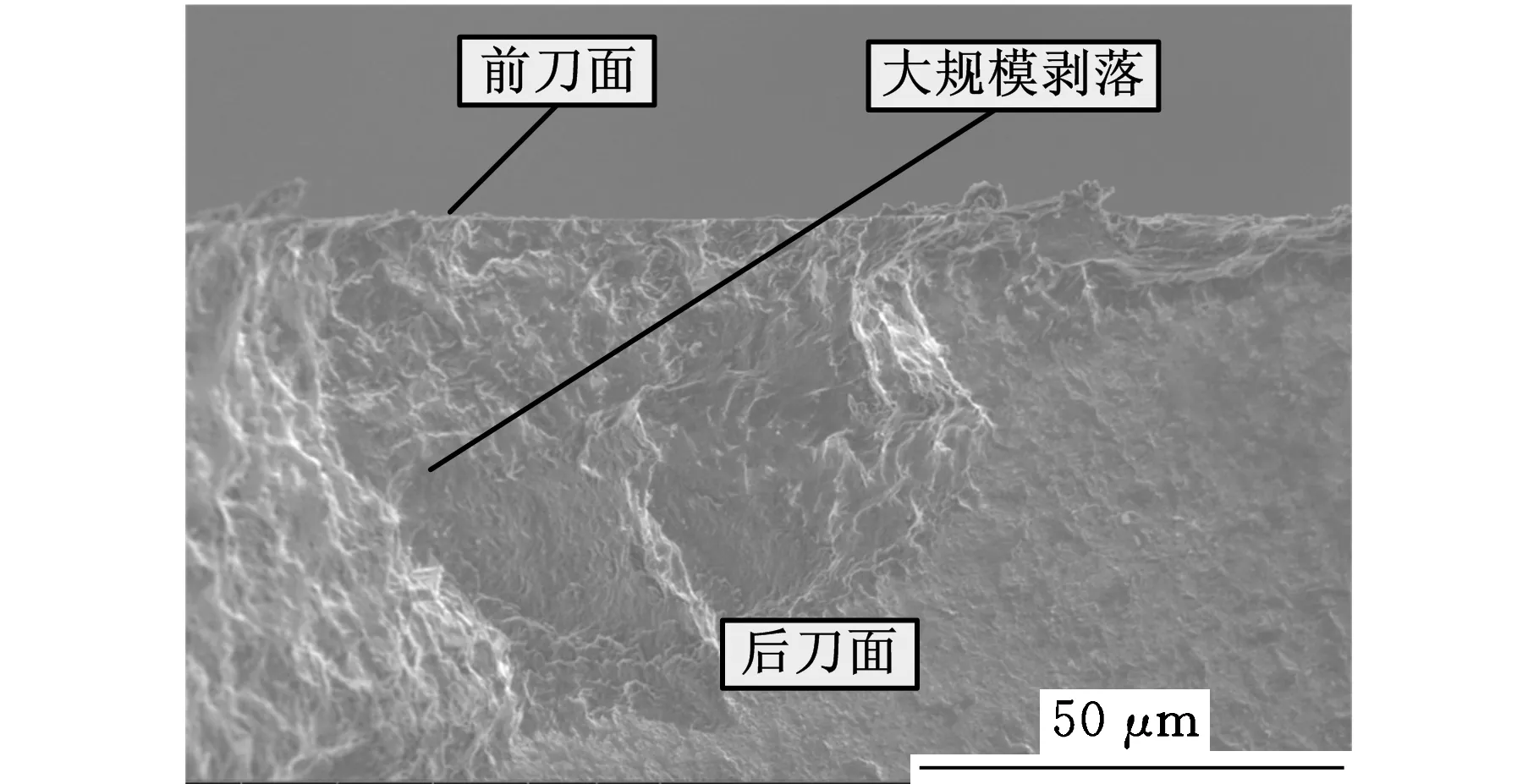
圖10 后期磨損階段(L=1120 mm)的大規模剝落
2.4.2石墨化磨損
由于氧化鋯的導熱系數(2.5 W/(m·K))遠遠小于PCD的導熱系數(700 W/(m·K)),切削過程產生的熱量絕大多數流入刀具,刀具溫度對刀具磨損的影響比較大。基于熱源法[11]采用ANSYS軟件分析刀具上的金剛石刀片溫度分布,采用SOLID90單元,利用自由劃分生成有限元模型,分析所需參數如下:導熱系數為700 W/(m·K),質量熱容為502 J/(kg·K),密度為3.5 g/cm3。圖11為刀片在一次切削過程中接近結束時的切削溫度分布云圖,可以看出:刀具整體溫度分布比較均勻,其原因是PCD的導熱系數相當高,熱量在刀具內部擴散速度很快;最高溫度位于刀具后刀面上靠近刀刃處,溫度在700 ℃以上。PCD刀具在切削時溫度達到700 ℃左右時開始石墨化[12],因此,切削區域的金剛石晶粒必然不斷地從金剛石相轉化為石墨相,切削過程中的擠壓、沖擊作用使得石墨化后的碳原子很容易脫落并被帶走,這一過程不斷重復,形成石墨化磨損[13]。
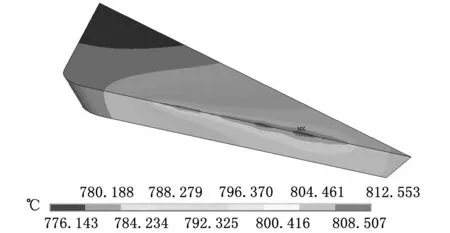
圖11 刀具切削溫度分布云圖
對磨損初期、中期和后期(切削長度L分別為280 mm、700 mm、1120 mm)的后刀面磨損帶進行激光拉曼物相分析,圖12所示為拉曼譜圖,圖12中拉曼偏移為1338.83 cm-1的峰是金剛石峰,拉曼偏移為1581.72 cm-1的峰為石墨峰,石墨相在刀具磨損初期不明顯,但在中后期比較明顯,這進一步證明刀具發生了石墨化磨損。
3 結論
(1)從開始到切削時長約2.6 min為刀具初期磨損階段,磨損量變化很小,刀具磨損量不到50 μm,在這之后刀具磨損量與切削時間近似成線性關系。
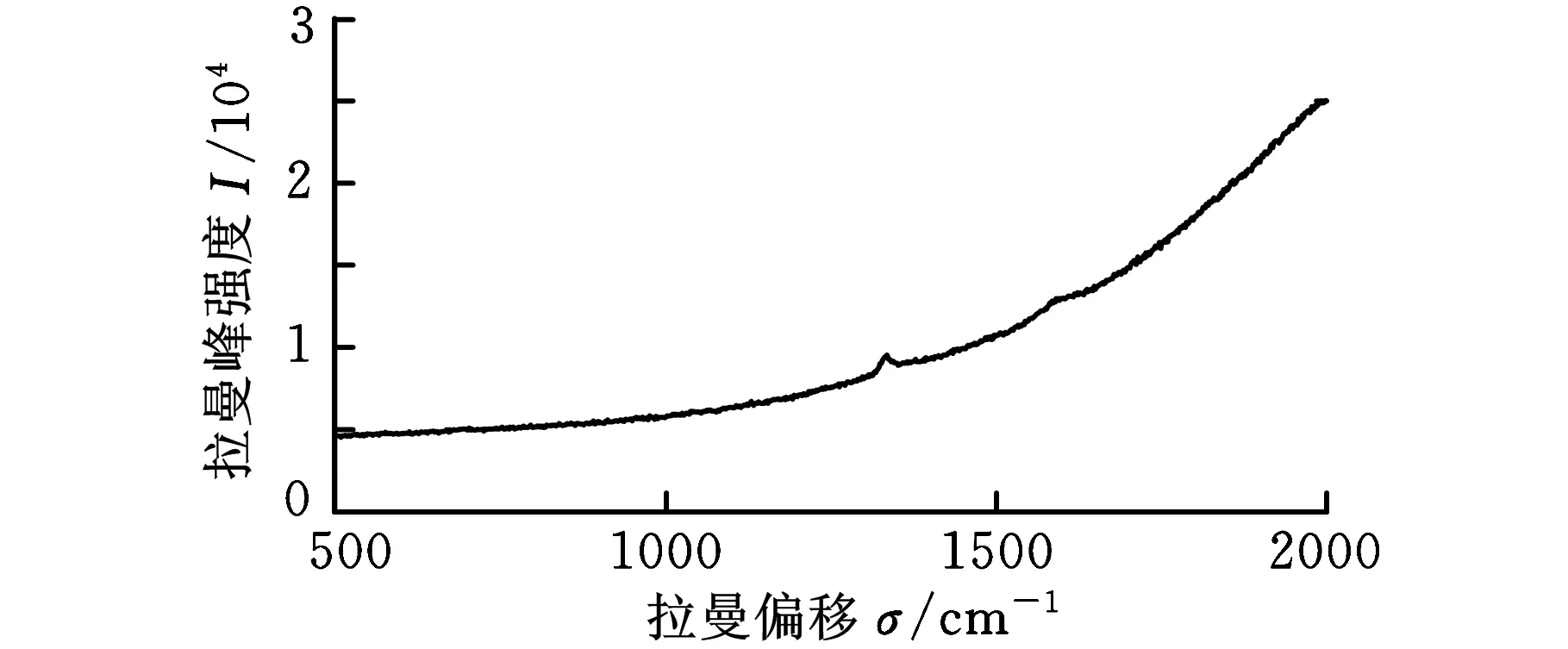
(a)磨損初期(L=280 mm)
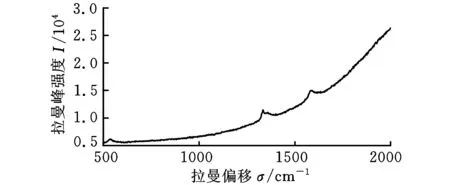
(b)磨損中期(L=700 mm)
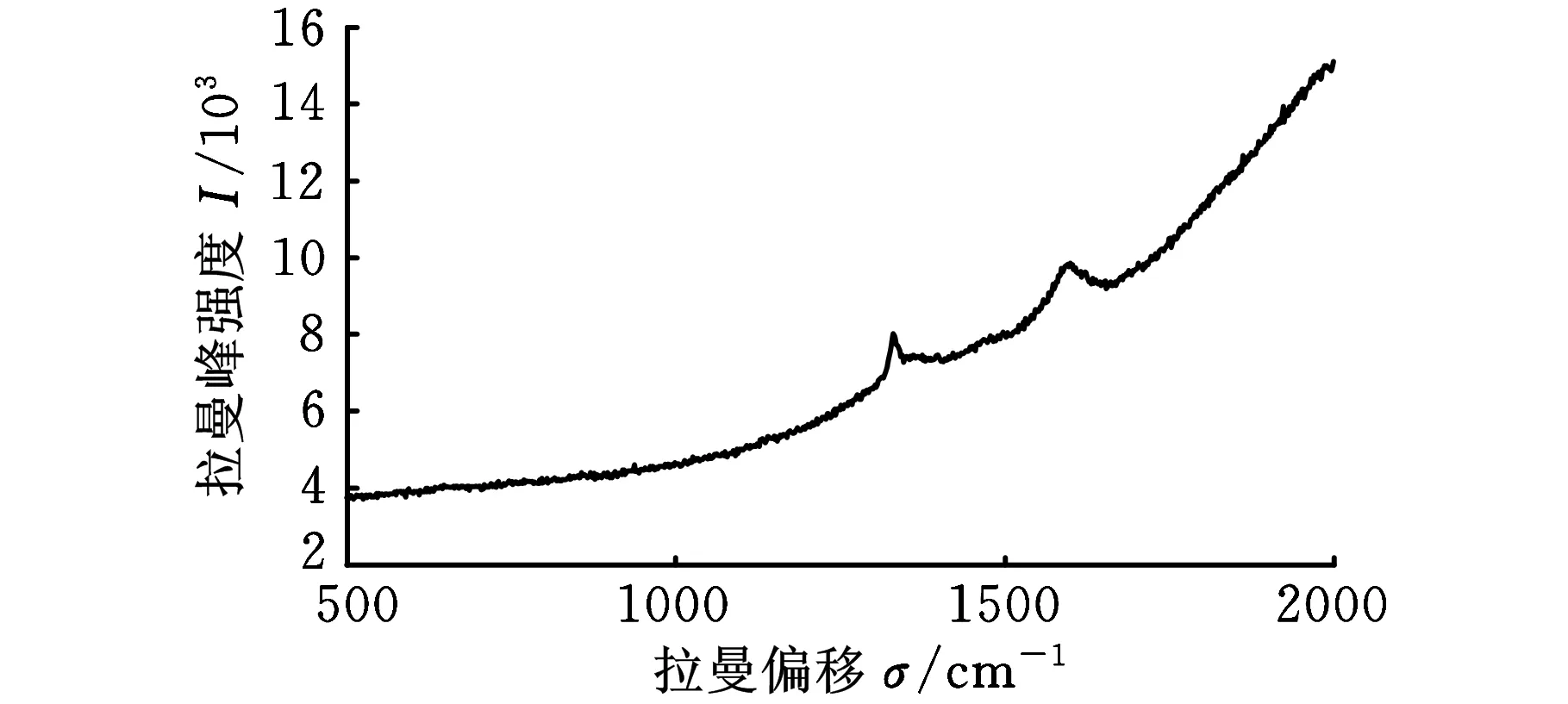
(c)磨損后期(L=1120 mm)圖12 刀具后刀面磨損帶拉曼光譜
(2)初期磨損階段切削模式是延性去除比例較大的延脆混合模式,之后延性去除比例不斷減少,到了后期磨損階段,切削模式完全轉變為脆性去除。
(3)徑向和切向切削力在刀具磨損過程中均不斷增大,其中徑向力增大幅度明顯。
(4)刀具磨損模式主要為切削沖擊帶來的崩刃、剝落以及切削溫度導致的石墨化磨損。
[1]李偉,蔣麗,廖運茂.牙科氧化鋯全瓷材料[J].中國實用口腔科雜志,2010,3(8):455-457.
Li Wei, Jiang Li, Liao Yunmao.Research and Application of Zirconia Dental Ceramics[J].Chinese Journal of Practical Stomatology,2010,3(8): 455-457.
[2]陳青婭,陳新民.切口角度和深度對氧化鋯陶瓷斷裂過程中裂紋擴展的影響[J].生物醫學工程學雜志,2012,29(5):913-918.
Chen Qingya,Chen Xinmin.The Effect of Notch’s Angle and Depth on Crack Propagation of Zirconia Ceramics[J].Journal of Biomedical Engineering,2012,29(5): 913-918.
[3]黃遜彬,何寧,李亮,等.氧化鋯陶瓷微細銑削工藝參數實驗研究[J].工具技術,2011,45(2):31-34.
Huang Xunbin,He Ning,Li Liang,et al.Study of Technological Parameters of Micro Milling Zirconia Ceramics[J].Tool Engineering,2011,45(2): 31-34.
[4]Bian R,Ferraris E,Qian J,et al.Surface Quality in Meso Scale Milling of ZrO2Ceramics with Diamond Coated End Mills[C]//7th International Conference on Multi-Material Micro Manufacture.Bresse& Oyonnax,2011: 217-221.
[5]Bian R,Ferraris E,Qian J, et al.Tool Wear Characters in Micro-Milling of Fully Sintered ZrO2Ceramics by Diamond Coated End Mills[J].Materials Science Forum,2012,723:365-370.
[6]Bian R, Ferraris E, Qian J, et al.Micro-milling of Fully Sintered ZrO2Ceramics with Diamond Coated End Mills[J].Key Engineering Materials,2012,523/524:87-92.
[7]張玉周,皮鈞.脆性材料延性域加工研究進展[J].集美大學學報(自然科學版),2013,18(1):38-47.
Zhang Yuzhou, Pi Jun.Advances in the Researsh on Ductile Regime Machining of Brittle Materials[J].Journal of Jimei University(Natural Science),2013,18(1): 38-47.
[8]Neo W K,Kumar A S,Rahman M.A Review on the Current Research Trends in Ductile Regime Machining[J]. The International Journal of Advanced Manufacturing Technology,2012,63(5/8): 465-480.
[9]張坤領.硬脆材料加工技術發展現狀[J].組合機床與自動化加工技術,2008(5):1-15.Zhang Kuning.Overview the Machining Technology of Hard and Brittle Materials[J].Modular Machine Tool and Automatic Manufacturing Technique,2008(5):1-15.[10]陳浩鋒,王建敏,戴一帆,等.超精密切削氟化鈣單晶金剛石刀具磨損研究[J].中國機械工程,2011,22(13):1519-1526.Chen Haofeng,Wang Jianming,Dai Yifan,et al.Research on Diamond Tool Wear in Ultra-precision Cutting of CaF2Crystals[J].China Mechanical Engineering,2011,22(13):1519-1526.
[11]國寧,黃輝,徐西鵬.金剛石串珠繩鋸切溫度的理論研究[J].中國機械工程,2010,21(9):1106-1110.
Guo Ning,Huang Hui,Xu Xipeng.Theoretical Research on Temperature in Diamond Wire Sawing[J].China Mechanical Engineering, 2010, 21(9): 1106-1110.
[12]Lee M,Hibbe L E.Pole of Deformation Twin Bands in the Wear Process of Polycrystalline Diamond Tools[C]//Wear of Materials, ASMR. New York, 1979:485.[13]葛英飛,徐九華,楊輝,等.SiCp/2024Al復合材料超精密車削刀具磨損機理研究[J].中國機械工程,2009,20(11):1293-1296.
Ge Yingfei,Xu Jiuhua,Yang Hui,et al.Single Crystal Diamond Tool Wear Mechanism during Ultra-precision Turning of SiCp/2024Al Metal Matrix Composites[J].China Mechanical Engineering,2009,20(11): 1293-1296.
(編輯陳勇)
Tool Wear in ZrO2Bioceramic Milling Processes
Wu Haibing1,2Zuo Dunwen1Sun Quanping2Xu Feng1
1.Nanjing University of Aeronautics and Astronautics,Nanjing,210016 2.Huaiyin Institute of Technology,Huai’an,Jiangsu,223003
In order to study the diamond tool wear and its effects on the cutting process in conventional milling of full-sintered ZrO2, long distance milling experiments of ZrO2bioceramic were carried out. The propagation of tool wear zone with cutting time and the variation of cutting forces with tool wear process were analyzed. The relation between tool wear and material removal model was discussed by analyses of the influences of tool wear on the micrograph of machined surface. At last, the tool wear mechanism was investigated. The research fruits show that the tool wear extended from cutting edge to flank face with the cutting process in conventional milling of ZrO2, while the material removal model changes from ductile-brittle removal to all-brittle one. The tool wear model is composed of chipping, peeling and graphitic wear.
tool wear;milling;zirconia;bioceramic
2014-04-28
國家自然科學基金資助項目(51075173);江蘇省六大人才高峰資助項目(ZBZZ-036);江蘇省重點實驗室開放課題(HGDML-1201)
TN305.2DOI:10.3969/j.issn.1004-132X.2015.07.018
吳海兵,男,1974年生。南京航空航天大學機電學院博士研究生,淮陰工學院數字化制造技術實驗室講師。左敦穩,男,1962年生。南京航空航天大學機電學院教授、博士研究生導師。孫全平,男,1962年生。淮陰工學院數字化制造技術實驗室教授、博士。徐鋒,男,1976年生。南京航空航天大學機電學院教授。
