磁力研磨法加工彎管內(nèi)表面的工藝參數(shù)優(yōu)化
2015-10-29 03:32:23劉立鑫
中國機械工程 2015年6期
關(guān)鍵詞:工藝
韓 冰 劉立鑫 陳 燕
遼寧科技大學(xué),鞍山,114051
磁力研磨法加工彎管內(nèi)表面的工藝參數(shù)優(yōu)化
韓冰劉立鑫陳燕
遼寧科技大學(xué),鞍山,114051
利用磁力研磨法,使安裝在六自由度機械手的磁力研磨裝置帶動彎管內(nèi)部的磁粒刷沿彎管中心軸線往復(fù)運動,同時磁力研磨裝置旋轉(zhuǎn),解決空間彎管內(nèi)表面研磨加工的技術(shù)難題。選取了影響磁力研磨工藝拋光彎管內(nèi)表面的主要工藝參數(shù)(磁極轉(zhuǎn)速、加工間隙、磁性磨粒粒徑、軸向進給速度)并應(yīng)用正交試驗設(shè)計法對鈦合金彎管內(nèi)表面進行了研磨試驗,結(jié)合試驗數(shù)據(jù)對工藝參數(shù)進行了分析和優(yōu)化。通過對比鈦合金彎管內(nèi)表面研磨前后的表面粗糙度及形貌變化,驗證了采用磁力研磨工藝對彎管內(nèi)表面進行光整加工的可行性和可靠性。
磁力研磨;空間彎管;工藝參數(shù);正交試驗
0 引言
為了節(jié)省空間,三維空間彎管被廣泛應(yīng)用于航空航天和車輛發(fā)動機中。彎管內(nèi)腔表面粗糙不平會引起內(nèi)部流動的氣體或液體出現(xiàn)湍流,導(dǎo)致發(fā)動機工作不穩(wěn)定,功率下降[1-2]。對空間彎管內(nèi)表面進行超精密光整加工,減小彎管內(nèi)表面粗糙度是解決此問題的根本方法。由于彎管內(nèi)表面空間狹小、形狀不規(guī)則,故彎管內(nèi)表面的光整加工一直是超精密加工的難題。磨粒流加工技術(shù)對等截面內(nèi)孔可實現(xiàn)均勻拋光,而對彎管內(nèi)表面卻無法實現(xiàn)均勻拋光,同時對彎管折彎處的沖擊較大,易損壞工件。磁力研磨光整加工技術(shù)的出現(xiàn)有利于改善彎管內(nèi)表面的拋光效果,當(dāng)磁性研磨粒子切削阻力大于磁性研磨粒子在磁場中所受到的磁場作用力時,磨粒會產(chǎn)生滾動或滑動而不會對工件產(chǎn)生嚴(yán)重的劃傷,且切削熱較小,在拋光過程中不會燒傷彎管內(nèi)表面;磁性磨粒的自銳性能好,增強了磨削能力,可有效地去除微裂紋等缺陷[3-5]。
本文利用磁力研磨光整加工技術(shù)對空間彎管內(nèi)表面進行研磨,并且研制了一套專用的磁力研磨加工裝置,通過工藝試驗研究主要工藝參數(shù)(磁極轉(zhuǎn)速、加工間隙、磁性磨粒粒徑、軸向進給速度)對磁力研磨彎管內(nèi)表面的影響;利用正交試驗法設(shè)計試驗,并綜合運用S/N比計算和方差分析進行磁力研磨工藝參數(shù)優(yōu)化設(shè)計,驗證磁力研磨彎管內(nèi)表面的工藝可行性。
1 磁力研磨彎管內(nèi)表面工作機理

圖1 磁力研磨彎管內(nèi)表面工作原理圖
如圖1所示,利用磁力線可以穿透非磁性材料的特點,在鈦合金彎管外部設(shè)置永久磁鐵,磁力線穿過彎管并在其內(nèi)部形成磁場;將具有磁性和磨削能力的磁性磨粒填充在彎管內(nèi)部,在磁場的作用下,加工區(qū)的各個磁性磨粒沿著磁力線整齊排列,形成磁粒刷。磁粒刷受到磁場力作用將以“壓力”的形式作用在工件表面上[6-10]。安裝于六自由度機械手上的磁力研磨裝置沿彎管中心軸線進行往復(fù)運動,同時磁力研磨裝置旋轉(zhuǎn),帶動彎管內(nèi)部的磁粒刷仿形壓附在工件內(nèi)表面進行螺旋線運動。隨著彎管與磁性磨粒間相對運動的產(chǎn)生,磁性磨粒對彎管內(nèi)表面產(chǎn)生滑擦、擠壓、刻劃和切削等作用,從而實現(xiàn)彎管內(nèi)表面的光整加工。
單顆磁性磨粒在磁場中的受力情況如圖1所示。在研磨過程中,磁性磨粒受到旋轉(zhuǎn)磁場的作用會沿著彎管內(nèi)表面運動,在磁力(ΔFx、ΔFy)、重力(mg)、離心力(FC)的共同作用下完成對彎管內(nèi)表面的研磨拋光。
彎管內(nèi)部的任意一顆磁性磨粒在磁場中均受到沿磁力線和等磁位線方向的磁力ΔFx、ΔFy的作用。兩者的合力ΔF在彎管內(nèi)表面產(chǎn)生研磨壓力。磁力的計算公式如下:
(1)
式中,D為磁性磨粒的直徑,μm;χ為磁性磨粒的磁化率;H為磁性磨粒所處位置的磁場強度,A/m;(?H/?x)、(?H/?y)分別為沿x、y方向的磁場強度變化率。
在磁場中磁性磨粒受到的合力計算公式為
(2)
由式(1)和式(2)可知磁性磨粒的直徑越大、磁化率越大、磁場強度越高、磁場強度的變化率越大,磁性磨粒在磁場中所受到的力就越大。故在磁場的作用下,磁性磨粒受到合力ΔF的作用,將自動沿磁力線方向的加工區(qū)域聚集形成磁粒刷,即合力方向一直指向磁力研磨加工區(qū)域。在研磨的過程中磁性磨粒自身的重力也會提供一個法向切削力G′:
G′=mgcosα
(3)
式中,m為磁性磨粒的質(zhì)量,g;g為重力加速度,m/s2;α為重力方向與豎直方向的夾角。
同時,在外部旋轉(zhuǎn)磁場帶動下磁性磨粒會緊貼彎管內(nèi)表面,與其產(chǎn)生相對運動,此時旋轉(zhuǎn)的磁性磨粒還受到離心力FC的作用:
FC=mv2/R
(4)
式中,v為磁性磨粒的線速度,m/s;R為磁性磨粒的旋轉(zhuǎn)半徑,mm。
所以單個磁性磨粒在研磨過程中受到的力即法向切削力,由法向的磁場力、重力的分力和旋轉(zhuǎn)時的離心力三部分組成:
Fn=ΔFcosβ+G′+FC=
ΔFcosβ+mgcosα+mv2/R
(5)
綜上分析可知,影響磁力研磨彎管內(nèi)表面的工藝參數(shù)包括磁場強度、加工間隙、磁極轉(zhuǎn)速、磁性磨粒粒徑、軸向進給速度等。
2 磁力研磨試驗
2.1試驗裝置

圖2 磁力研磨彎管內(nèi)表面加工裝置
圖2是磁力研磨彎管內(nèi)表面的加工裝置圖,在加工彎管時,彎管工件被固定在工作臺上,在彎管內(nèi)填充燒結(jié)磁性磨粒,同時加入適量油性研磨液。控制六自由度機械手帶動研磨裝置沿彎管中心軸線進行往復(fù)運動,伺服電機通過軟軸傳動使磁極旋轉(zhuǎn)。磁性磨粒追隨著外部磁極的運動,在彎管內(nèi)部做螺旋線運動,完成彎管內(nèi)表面的研磨加工。
2.2試驗條件
本試驗研究選用鈦合金彎管,研磨區(qū)域尺寸大小為φ20mm(外徑)×φ18mm(內(nèi)徑)×200mm;選用釹鐵硼(Nd-Fe-B)永久磁鐵,尺寸為15mm×15mm×10mm;使用的磁性磨粒采用燒結(jié)法自制,具體由還原鐵粉和氧化鋁顆粒兩種原料按照一定的粒徑比在高溫下燒結(jié),粉碎后用標(biāo)準(zhǔn)篩篩選得到一定粒徑的磁性磨粒;φ6.5mm球形磁鐵置于彎管內(nèi)部作為輔助拋光裝置來提高加工區(qū)域的磁感應(yīng)強度,即減少磁極間距離,增大研磨時所需的磁力;選擇油性研磨液;鈦合金彎管內(nèi)表面粗糙度通過JB-8E觸針式表面粗糙度測量儀測定;微觀表面形貌采用VHX-500F超景深3D電子顯微鏡觀測。
2.3試驗設(shè)計
試驗中所使用的磁鐵為永久磁鐵,其磁場強度固定。因此本試驗主要以磁極轉(zhuǎn)速、加工間隙、磁性磨粒粒徑、軸向進給速度4個工藝參數(shù)為研究因素,根據(jù)各因素的經(jīng)驗值選擇范圍,確定每個因素的三個水平,正交試驗方案見表1。

表1 正交試驗方案
3 試驗結(jié)果分析與優(yōu)化
為研究上述工藝參數(shù)對彎管內(nèi)表面表面質(zhì)量的影響程度,并對工藝參數(shù)進行優(yōu)化組合,采用田口方法對試驗數(shù)據(jù)進行S/N比(信噪比)計算和方差分析[11]。由表2可知:加工前后Ra的差值ΔRa越大,試驗獲得的表面粗糙度就越小。根據(jù)田口方法中的靜態(tài)特性分析,本文應(yīng)采用望大特性,測試值為yi j(這里yi j表示第j次試驗得到的第i個性能特性,即ΔRa值),其望大特性的平均質(zhì)量損失函數(shù)為
(6)
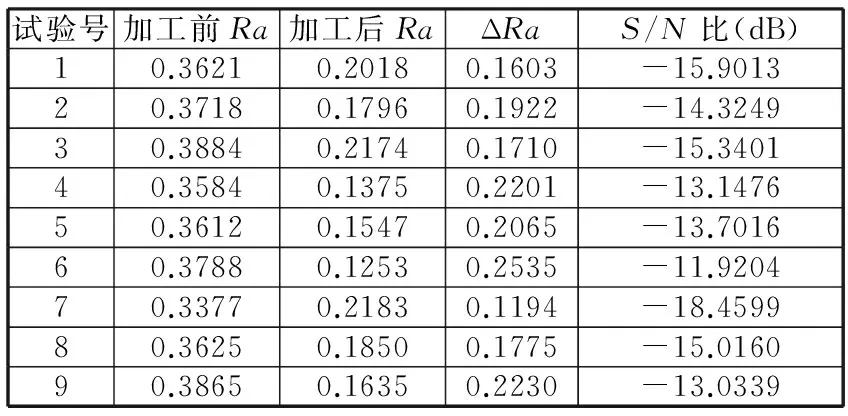
表2 試驗結(jié)果及S/N比
根據(jù)式(6)算出相應(yīng)的S/N比為
(7)
根據(jù)表2的試驗數(shù)據(jù)分別計算出各因素水平S/N比效應(yīng)值,如圖3所示,S/N比效應(yīng)值越大對應(yīng)因素水平對試驗結(jié)果影響越大,故可求得最優(yōu)工藝參數(shù)組合[12]。各因素中水平S/N比效應(yīng)值波動越大對試驗結(jié)果影響越明顯。由圖3可知,工藝參數(shù)A(磁極轉(zhuǎn)速)、B(加工間隙)、C(磨粒粒徑)對磁力研磨彎管內(nèi)表面影響顯著并求得最優(yōu)工藝參數(shù)組合為A1∶B3∶C2∶D1。表3所示為對工藝參數(shù)進行的方差分析。從表3中可看出各工藝參數(shù)對磁力研磨彎管內(nèi)表面粗糙度的影響程度。由表3并結(jié)合圖3綜合得出,磁極轉(zhuǎn)速是影響彎管內(nèi)表面粗糙度的主要工藝參數(shù)。
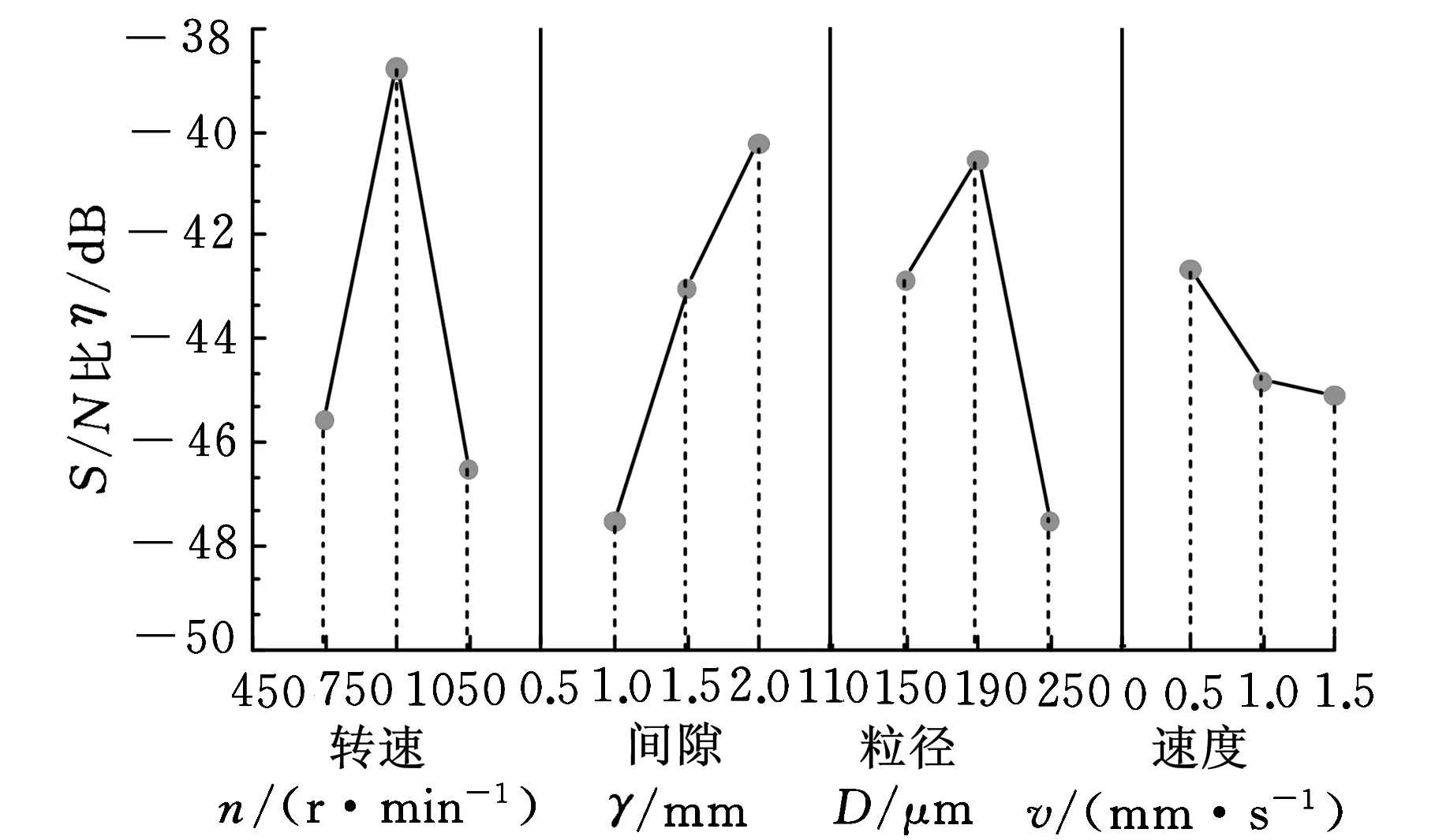
圖3 因素水平S/N比效應(yīng)

因子偏離平方和自由度均方差F顯著A11.8925.9450.396**B8.83924.41950.294*C8.45824.2290.282*D(0.719)(2)(0.359)誤差30.03215.015合計59.228
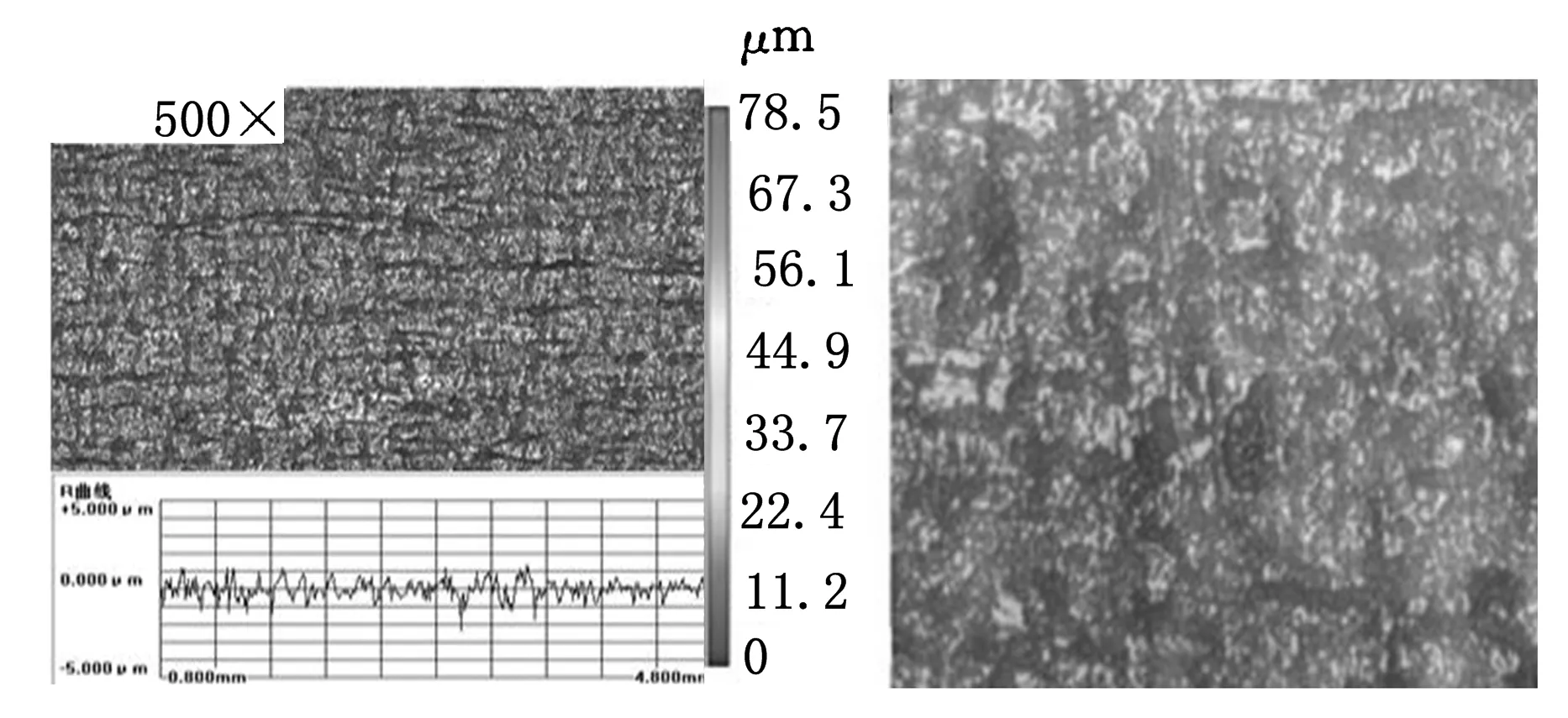
(a)彎管原始表面

(b)彎管研磨后表面圖4 彎管研磨前后表面形貌對比
利用上述優(yōu)化工藝參數(shù)組合對鈦合金彎管內(nèi)表面進行磁力研磨試驗,研磨效果明顯。從圖4a中可知,原始表面粗糙不平且存在微裂紋等缺陷,測得表面粗糙度均值Ra大約為0.3675 μm。圖4b所示為對研磨工藝參數(shù)進行優(yōu)化組合后獲得的表面形貌,從圖中可清晰看出加工紋理變得十分平整光滑,表面粗糙度值Ra達到0.09 μm。由此可知,采用優(yōu)化后的工藝參數(shù)組合,彎管內(nèi)表面表面質(zhì)量明顯提高。本試驗研究驗證了采用磁力研磨法加工空間彎管內(nèi)表面的可行性。
4 結(jié)論
(1)利用正交試驗法對磁極轉(zhuǎn)速、加工間隙、磁性磨粒粒徑、軸向進給速度4個工藝參數(shù)進行設(shè)計試驗,得出磁力研磨彎管內(nèi)表面工藝參數(shù)的優(yōu)化組合如下:磁極轉(zhuǎn)速為750 r/min、磁性磨粒粒徑為150 μm、加工間隙為2 mm、軸向進給速度為0.5 mm/s。
(2)對試驗數(shù)據(jù)進行S/N比計算和方差分析得出,磁極轉(zhuǎn)速對磁力研磨彎管內(nèi)表面影響最顯著。磁極轉(zhuǎn)速變化會影響彎管內(nèi)磁性磨料的翻轉(zhuǎn)速度從而影響管內(nèi)表面的磨削。當(dāng)磁極轉(zhuǎn)速低于一定值時磨削量過大,表面紋理較粗;當(dāng)轉(zhuǎn)速高于磨削臨界值時磨削量很小,加工效率受到影響,故控制磁極轉(zhuǎn)速對試驗影響顯著。
(3)應(yīng)用磁力研磨法對鈦合金彎管內(nèi)表面進行研磨加工,彎管內(nèi)表面表面粗糙度均值Ra由初始的0.3675 μm減小到最終的0.09 μm,并且表面形貌變得均勻平整。驗證了該加工方法對提高彎管內(nèi)表面表面質(zhì)量的可行性和有效性。
[1]江志強,楊合,詹梅,等.鈦合金管材研制及其在航空領(lǐng)域應(yīng)用的現(xiàn)狀與前景[J].塑性工程學(xué)報,2009,16(4):44-50.
Jiang Zhiqiang,Yang He,Zhan Mei,et al.State-of-the-arts and Prospectives of Manufacturing and Application of Titanium Alloy Tube in Aviation Industry[J].Journal of Plasticity Engineering,2009,16(4):44-50.
[2]熊威,甘忠.空間彎管仿真與回彈補償[J].中國機械工程,2013,24(23):3249-3254.Xiong Wei,Gan Zhong.Simulation and Compensation for Springback in Spatial Tube Bengding[J].China Mechanical Engineering,2013,24(23):3249-3254.[3]陳逢軍,尹韶輝,王宇.結(jié)合ELID磨削與MAF工藝對復(fù)雜曲面的加工控制[J].中國機械工程,2008,19(22):2657-2661.
Chen Fengjun,Yin Shaohui,Wang Yu.Machining Control for Complex Surfaces Based on Electrolytic In-process Dressing(ELID) Grinding and Magnetic Abrasive Finishing(MAF)[J].China Mechanical Engineering,2008,19(22):2657-2661.
[4]Girma B,Joshi S S,Raghuramet M. An Experimental Analysis of Magnetic Abrasives Finishing of Plane Surfaces[J].Machining Science and Technology,2006,10(3):323-340.
[5]陳燕,巨東英.應(yīng)用磁研磨法對細長管內(nèi)表面的拋光處理[J].模具制造,2004(10):48-50.Chen Yan,Ju Dongying.Application of Magnetic Abrasive Finishing Method for Polishing the Surface of the Slender Tube[J].Mold Manufacturing,2004(10):48-50.[6]Shinmura T,Yamaguchi H.Study on a New Internal Finishing Process of a Nonferromagnitic Tube by the Application of a Linearly Traveling Magnetic-field-on the Process Principle and the Behaviors of Magnetic Finishing Tool[J].International Journal of the Japan Society for Precision Engineering,1994,28(1):29-34.
[7]Ik-Tae Im,Sang Don Mun, Seong Mo Oh.Micro Machining of an STS 304 Bar by Magnetic Abrasive Finishing[J].Journal of Mechanical Science and Technology,2009,23(7):1982-1988.
[8]Nishida H, Shimada K, Goto M. Polishing Inner Capillary Walls by a Magnetic Compound Fluid[J].Int. J. Appl. Electromagnet Mech.,2007,25(1/4):25-29.
[9]Shinmura T,Yamaguchi H.Study on a New Internal Finishing Process by the Application of Magnetic Abrasive Machining Internal Finishing of Stainless Steel Tube and Clean Gas Bomb[J].JSME International Journal Series C-dynamics Control Robotics Design and Manufacturing,1995,38(4):798-804.
[10]Yamaguchi H,Shinmura T,Kobayshi A.Development of an Internal Magnetic Abrasive Finishing Process for Nonferromagnetic Complex Shaped Tubes[J].JEMS International Journal Series C-dynamics Control Robotics Design and Manufacturing,2001,44(1):275-281.
[11]Kwak J S,Kim I K,Ha M K,et al.Optimization Strategies of Grinding Parameters for Metal Matrix Composites by Design of Experiments and Genetic Algorithm[C]//International Conference on Leading Edge Manufacturing in 21st Century.2005:607-612.
[12]Singh S,Shan H S,Kumar P.Parametric Optimization of Magnetic-field-assisted Abrasive Flow Machining by the Taguchi Method[J].Quality and Reliability Engineering International,2002,18:273-283.
(編輯袁興玲)
Optimization of Process Parameters on Magnetic Abrasive Finishing to Inner Surface of Bending Pipe
Han BingLiu LixinChen Yan
University of Science and Technology Liaoning,Anshan,Liaoning,114051
A magnetic abrasive finishing was utilized to make the magnetic abrasive device mounted on the six degrees of freedom manipulator to take the magnetic brush inside the bending pipe to reciprocate along center axis of the elbow.The magnetic abrasive device was whirled at the same time,then the technical problem to polishing the inner-surface of the space elbow pipe was solved.Several major process parameters(pole speed,gap,magnetic abrasive particle size,the axial feed rate) obviously impacting the magnetic abrasive polishing to inner-surface of the space bending pipe were selected to make polishing experiments by orthogonal technology.The process parameters of magnetic abrasive polishing were analyzed and optimized combined with experimental data.By comparing the surface roughness and the change of surface morphology before and after polishing,it verifies the feasibility and reliability of magnetic abrasive finishing to inner surface of space bending pipe.
magnetic abrasive finishing;space bending pipe;process parameter;orthogonal test
2014-03-25
國家自然科學(xué)基金資助項目(51105187)
TH161DOI:10.3969/j.issn.1004-132X.2015.06.020
韓冰,男,1975年生。遼寧科技大學(xué)機械工程與自動化學(xué)院副教授、博士。主要研究方向為金屬材料表面技術(shù)。劉立鑫,男,1988年生。遼寧科技大學(xué)機械工程與自動化學(xué)院碩士研究生。陳燕(通信作者),女,1963年生。遼寧科技大學(xué)機械工程與自動化學(xué)院教授。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52