大型錐形穿孔機安裝調整技術
2015-12-22 07:26:30徐寶英
科技視界 2015年24期
徐寶英 宋 磊
(中國二冶集團機裝公司,內蒙古 包頭 014010)
0 引言
本次安裝德國大型錐形穿孔機設備,工程設計生產能力40 萬噸,生產鋼管直徑范圍從φ38mm~φ168mm,最大壁厚為20mm。錐形穿孔機通過傳動裝置帶動兩軋輥轉動,對鋼棒圓周碾壓,軋輥形狀為錐形,入口小,出口大,穿孔速度快。自動化程度高,能實現自動化生產,效率高。是熱軋生產線工藝系統中必備的軋制設備。
1 工程背景
包鋼無縫φ159 熱軋鋼管生產線設備安裝工程,是包鋼進行結構調整,釋放產能,增加高附加值的重要項目。包頭市誠信達工程咨詢監理有限責任公司進行工程質量、安全、文明施工監理,設計單位為中冶東方工程技術有限公司,其中穿孔機的本體設備為德國西馬克集團SMS 公司設計制造。
2 技術路線、技術原理
2.1 采取精密水準儀調整兩底座間標高差,用框式水平儀精調水平,從而滿足穿孔機底座水平度要求。調整中心距時預先留出T 形鍵凸出尺寸,用經緯儀配合內徑千分桿測量兩相鄰底座相對中心,從而滿足穿孔機底座縱向相對中心距離及平行度,既防止了中心調整誤差又加快了底座調整速度。
2.2 換輥裝置吊裝過程中有基礎阻礙,安裝難度較大。采用了無錨點變換設備角度方法,使鋼絲繩在空中可以隨時變換長度調整設備角度從而躲避阻礙物進行設備安裝。有效的縮短了安裝時間。
2.3 將穿孔機左、右兩側機架組裝到底座的內側,并安裝好內部部件;利用液壓控制裝置控制一拖四同步液壓千斤頂,實現底座連同機架同步推進,采用光柵位移傳感器定位。最終達到機架對中精確、施工費用低、操作簡單安全。
2.4 以穿孔機縱橫中心為基準,利用經緯儀根據圖紙要求高程差及水平轉角測量定位傳動裝置中心,利用自制楔形帶角度模塊量具配合精密水準儀對中。
3 采用的主要施工工藝新技術
3.1 穿孔機兩相臨底座調整采用精密儀器綜合測量技術
采取精密水準儀測兩底座間標高差,用精度≤0.02/1000 的框式水平儀配合水準儀24 點調整水平。調整好底座的水平度后,調整中心距時預先留出T 形鍵凸出尺寸,用經緯儀配合內徑千分桿測量兩相鄰底座相對中心,從而滿足穿孔機底座縱向相對中心距離及平行度。點焊底座調整墊板,以防止穿孔機機架設備組裝完畢后,兩側底座向中心均勻同步推移到原位時標高及水平的變動。通過采用內徑千分桿配合經緯儀測量中心距離比傳統的拉尺測量精確。內徑千分桿的應用既解決了傳統測量長度時產生的撓度誤差又提高了了測量精度,從而滿足穿孔機底座縱向相對中心距離及平行度,加快了底座調整速度。
3.2 換輥裝置吊裝采用了無錨點變換設備角度方法安裝
換輥裝置吊裝過程中有基礎阻礙,安裝難度較大。采用了無錨點變換設備角度方法,使鋼絲繩在空中可以隨時變換長度調整設備角度從而躲避阻礙物進行設備安裝。通過采用了無錨點變換設備角度方法比傳統的鋼絲繩雙股打松緊環方法安全可靠,且提高了施工效率。有效的縮短了安裝工期。
3.3 穿孔機采用同步對中平移技術安裝進行整體定位安裝
采用一拖四液壓千斤頂同步對整體設備進行對中平移,光柵位移傳感器定位。最終達到機架對中精確、施工費用低、操作簡單安全。縮短了中心調整時間。此項技術專利申請已得到國家知識產權局受理并進入實質審查階段。
3.4 傳動裝置安裝采用空間角度測量法安裝
以穿孔機縱橫中心為基準,利用經緯儀轉角測量水平角,利用自制楔形帶角度模塊量具配合精密水準儀測量傳動中心標高水平。創造了空中測量體系,具有一定的創造性。
4 技術經濟指標
4.1 工藝描述
該工程設計生產能力40 萬噸,鋼管直徑范圍從φ38mm~φ168mm,最大壁厚為20mm。Φ159mm 生產線的原材料是直徑為150mm 和210mm 的軋制或連鑄圓坯。然后將這些圓坯鋸切成最大長度為4500mm 的定尺管坯。在環形爐內將管坯加熱到要求的溫度。為了使穿孔機毛管和成品鋼管的壁厚公差較小,基本的前提條件是加熱后管坯的溫度非常均勻。管坯從環形爐的出口運往穿孔機。管坯送入穿孔機前,對管坯的尾端進行熱定心(對于碳鋼和低合金鋼種),以改善毛管尾端的幾何形狀。穿孔機完成無縫管生產中的第一步重要變形,芯棒頂頭將管坯軋制成毛管。在穿孔機出口,通過氮氣將抗氧化粉末吹入毛管,然后將毛管運往軋機軋線。毛管可以在線或離線完成穿棒。芯棒循環系統對芯棒進行冷卻和石墨潤滑。
4.2 技術參數
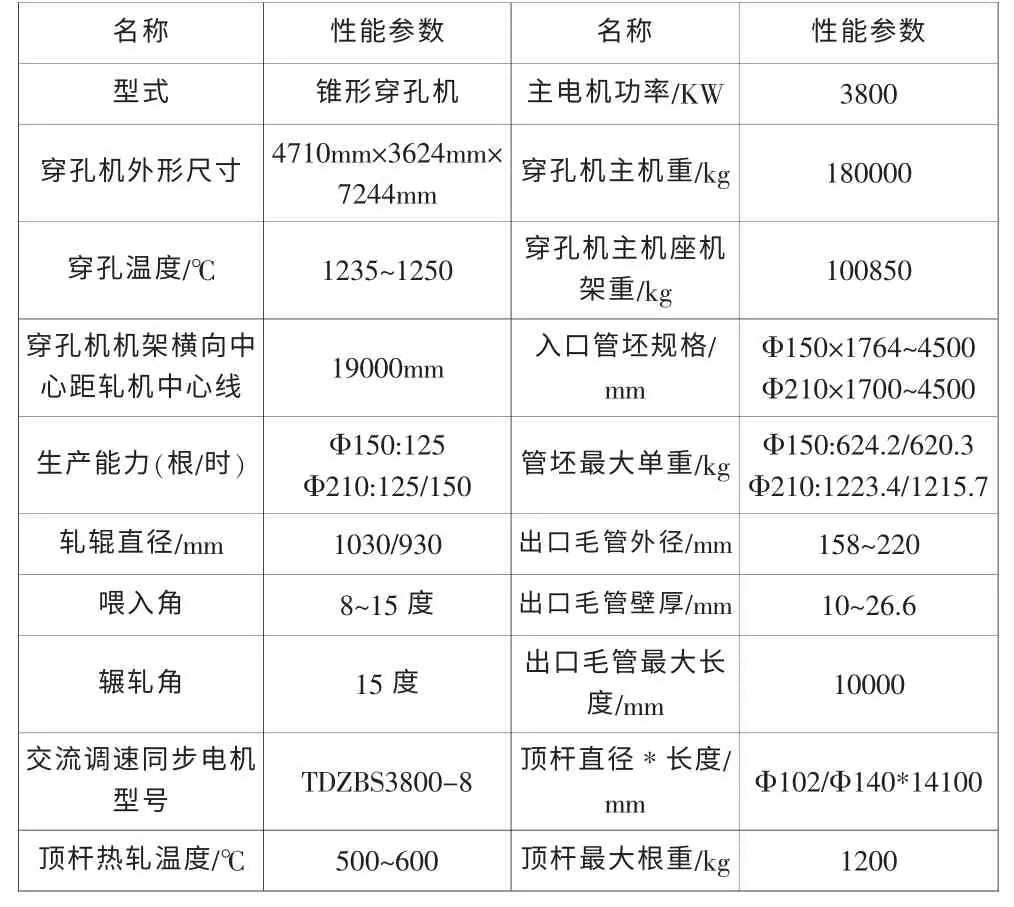
表1 技術性能參數
4.3 設備裝備概述
構成穿孔機主要部件(見圖1):由兩底座、入口側機架、出口側機架、下壓上裝置、換輥裝置、十字頭、轉鼓、上壓下裝置、傳動裝置和液壓系統等組成。穿孔機區域主體設備重575000kg。主機重260000kg,外形尺寸為4710mm×3624mm×7244mm。最大吊裝件機架重100850kg。分解安裝過程中首先要對設備安裝初步定位,設備外部組裝結構為左右對稱機架拼接,內部組裝結構為上下排列并與穿孔機左右機架成十字鍵連接形式。
4.4 檢測手段
按計量法的要求對檢驗、測量和試驗設備進行嚴格控制,項目經理部設兼職計量員,工程所需的計量器具的配備率達100%,凡屬計量器具都進行周期檢定,其它設備進行定期校準和測試。
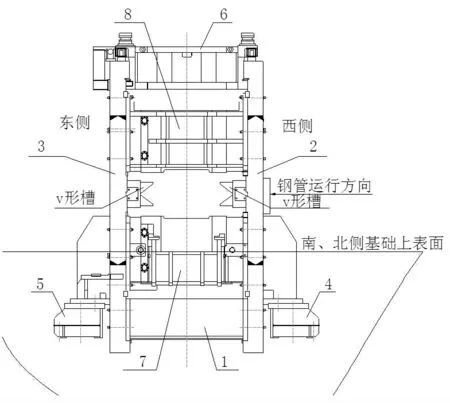
圖1
5 安裝調整技術要點
5.1 施工程序工藝流程
座漿墊板及調整墊板的選擇——復測基礎——設置標高及中心基準標板——底座安裝調整——對中定位安裝調整(機架安裝——下壓上裝置安裝——換輥裝置安裝——十字裝置安裝——同步對中推移——換輥傳動裝置安裝——本體配管安裝——上壓下裝置安裝)——下壓上傳動裝置安裝調整——穿孔機主傳動裝置安裝調整——穿孔機轉鼓裝置安裝調整——穿孔機區傳動設備齒輪箱注油單體試運轉
5.2 操作要點
5.2.1 設備基礎
(1)基礎施工應符合《機械設備安裝工程施工及驗收通用規范》的規定,結構施工應滿足相應施工及驗收通用規范規定的要求;
(2)安裝準備,復測基礎,交接工序資料。座漿平墊板、調整墊板選擇;
(3)穿孔機標高及中心基準測量。
5.2.2 底座安裝技術
(1)穿孔機分解安裝,首先要將兩底座中心及標高定位。在底座安裝時就留出T 形鍵凸出尺寸。在上述設備均組裝完畢后,東西兩側設備預聯接后整體向穿孔機橫向中心均勻同步推移。
(2)根據T 形鍵厚度及機架鍵槽深度計算出預留尺寸為54mm。穿孔機東西兩底座距橫向中心線距離調整按圖紙尺寸左右各加27mm。
(3)兩底座間距為3000mm,底座規格為3950mm×950mm,穿孔機中心標板示意(見圖2),架設中心鋼線調整底板縱橫中心。
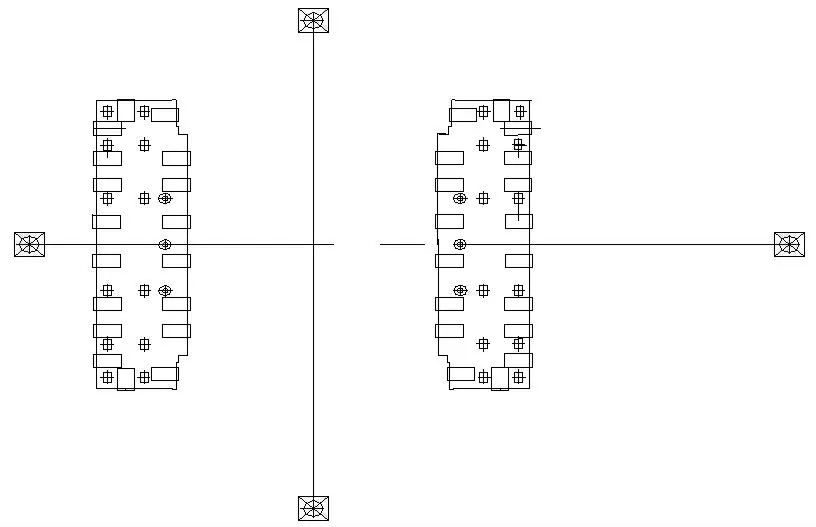
圖2
(4)架鋼線用帶螺紋內外絲扣配套加工而成,以便于左右調整線墜與中心標板的對中。
(5)用檢測尺及經緯儀配合調整底板預留中心。穿孔機機架中間所有設備與機架間為T 形鍵及緊配合螺栓聯接,底座的水平度調整就成為關鍵點,技術標準要求精度為0.05/1000。調整好底座的水平度后,用經緯儀配合內徑千分桿測量兩相鄰底座相對中心,從而滿足穿孔機底座縱向相對中心距離及平行度。點焊底座調整墊板,以防止穿孔機中間設備組裝完畢后,兩側底座向中心均勻同步推移到原位時標高及水平的變動。為確保安裝質量要求,利用精密水準儀配合精度≤0.02/1000 框式水平儀多點調整標高及水平。調整好底座的水平度后,點焊底座調整墊板,以防止機架中間設備組裝完畢后,兩側底座向中心均勻同步推移到原位時標高及水平的變動。
5.2.3 對中定位安裝技術
(1)機架安裝:
①兩機架與兩底板間裝配,通過底座水平支撐面及垂直加工止口面嚴密接觸機架,從而達到底板對機架實現y 軸方向的支撐力及x 軸方向水平對中力。止口主要目的是防止機架受鋼管運行及芯棒運行影響產生東西方向竄動。
②分別將穿孔機左右機架運至廠房西門1 線BC 跨環形路西側平臺上。
③底板按技術要求調整好后,將底板用力矩扳手將地腳螺栓預緊。提前做好機架吊裝護角。在機架翻起角度達到65°—70°時,穿孔機機架底面與防傾翻道木已基本接觸后,停止起鉤,仔細檢查各處,確認無問題后繼續起鉤。使穿孔機機架離開道木,垂直置于空中,撤掉道木,清洗穿孔機底座上表面及機架底部下表面,保證兩結合面光潔無污物,準備吊裝至底座上。
④吊裝機架到相應左右底板,吊裝時注意防止機架與底座止口間不能磕碰損傷,吊裝時控制好大車運行速度,保證制動系統無異常。用洗油將機架與底板接觸面清洗擦拭,用螺旋千斤頂頂住底板外側,緩緩將機架止口與底板止口緊密配合,將穿孔機機架平穩地吊到調整好的對應的底板上,吊裝結束后用提前準備好的導鏈及水平支撐梁將穿孔機左右機架初步固定。
(2)下壓上裝置安裝:將穿孔機機架下部下壓上裝置吊裝到位。用8 根連接螺栓將下壓上裝置與左右機架之間預聯接。
(3)十字頭安裝:將十字頭下直鍵及凹形鍵提前放入機架內。將2套十字頭各吊至機架內南北側,用24 根連接螺栓將十字裝置與左右機架之間預聯接。
(4)整體同步對中平移定位技術安裝:
①首先將穿孔機左、右底座吊裝至設備安裝的基礎上,左、右底座相對,之間預留出機架與內部部件連接T 形鍵尺寸(中心距+鍵高尺寸)的組裝空間,然后分別將左、右兩側機架組裝到底座的內側,將左、右兩側機架分別與下壓上裝置、上壓下裝置、換輥裝置及十字頭用螺栓預組裝,測量調整設備標高、水平度、平行度及垂直度;在將四臺液壓千斤頂分別對稱放置在穿孔機左、右底座與設備安裝的兩側基礎之間,每側水平布置兩臺液壓千斤頂,四臺液壓千斤頂由一個液壓控制裝置控制同步動作;機架內側間距應為2180mm,拆除側拉倒鏈及橫支撐,利用一拖四同步液壓千斤頂將左右兩側同時向穿孔機橫向中心推移(見圖3)。
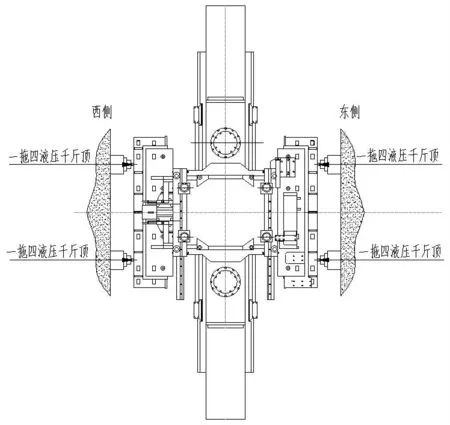
圖3 一拖四液壓千斤頂同步對中平移示意圖
②采用經緯儀確定左、右底座的精確安裝位置,設置光柵發射器,將兩條光柵傳感線分別發射到經緯儀確定的左、右底座的精確安裝位置,將兩套光柵位移傳感器分別固定在左、右兩側底座內側邊緣上,光柵位移傳感器的信號線與液壓控制裝置的斷路器連接;給液壓控制裝置供電,四臺液壓千斤頂同時開始做伸出動作,推動底座及與底座連接的機架同時向穿孔機設備中心移動,當光柵傳感器隨底座運動到光柵傳感線位置時,傳感器連接的斷路器立即斷路,電源關閉,導致液壓控制裝置閉鎖,液壓千斤頂停止運動,完成穿孔機左、右機架同步推移對中安裝。
(5)將穿孔機機架內上壓下裝置及橫梁、2 套穿孔機導板梁、2 套穿孔機導板梁托架安裝及換輥傳動裝置全部安裝到位。用液壓扳手緊固機架連接內部各部件。用軟管將液壓扳手和泵連接起來。將驅動油缸件和棘輪連接件連接起來,根據各部螺栓型號設定扭矩,操作扳手獲得所需扭矩值。主機機架與上壓下裝置及橫梁對鍵后利用配套液壓扳手按第一次用30%預緊力聯接,第二次達到70%,最終100%,底座地腳螺栓最終預緊力為6800Nm;機架連接緊固螺栓最終預緊力為1100bar。
(6)在穿孔機軋制中心線上架設經緯儀,將內徑千分尺一端放至機架內側垂直加工面上下各4 點,復測穿孔機兩機架內側垂直度,以保證穿孔機整體設備的垂直度。穿孔機安裝效果(見圖4)。
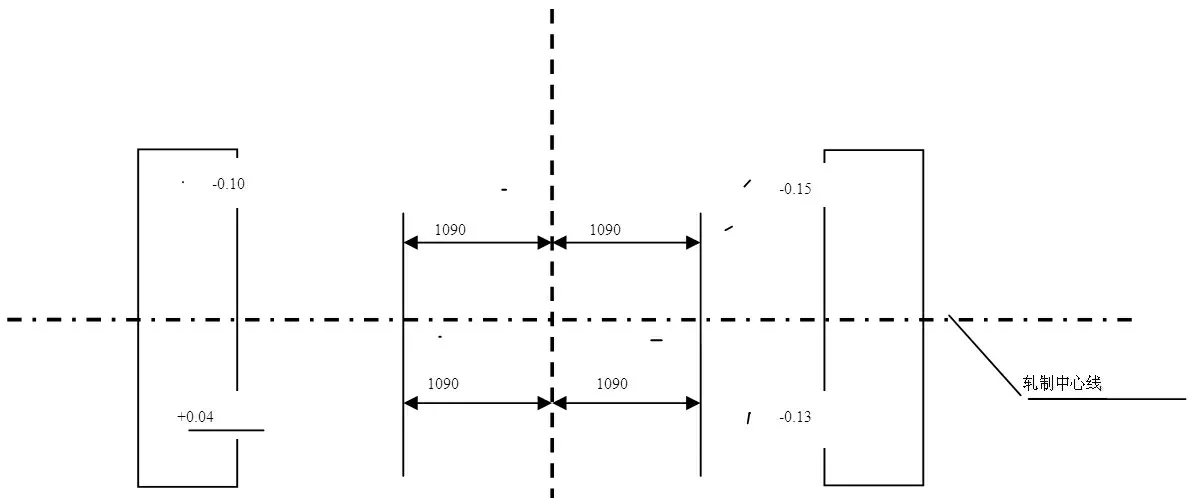
圖4 穿孔機安裝效果圖
6 勞動力用量計劃(表2)
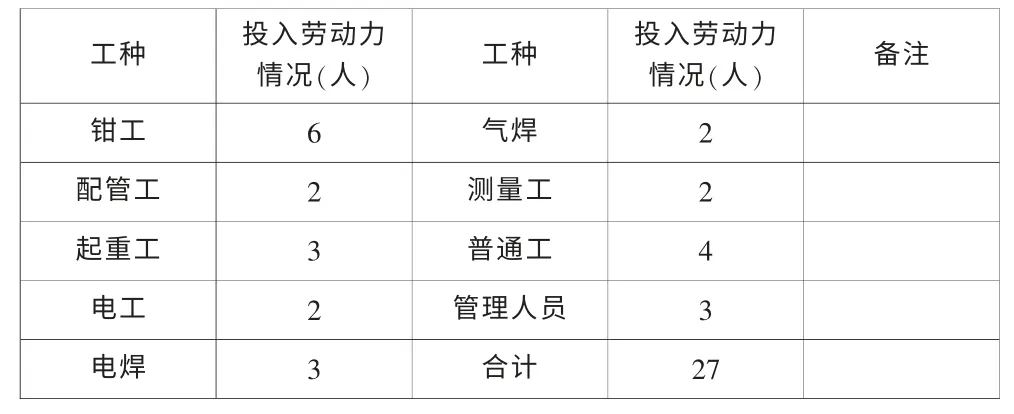
表2 勞動力計劃表
7 主要施工機具設備表(表3)
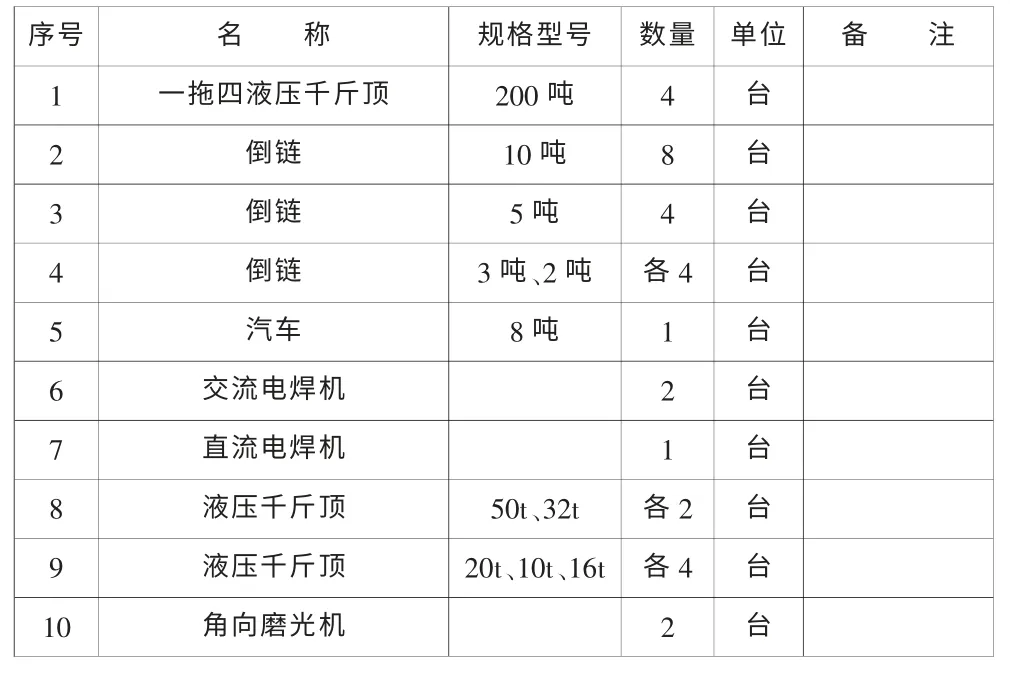
表3 主要施工機具設備表
8 國內外同類技術比較
大型錐形穿孔機設備為德國西馬克集團SMS 公司設計制造。錐形穿孔機在國內的研制工作開展較晚,一直到20 世紀90 年代初,成都、大冶分別從美國、德國、意大利引進了錐形穿孔機后,國內才開始研制錐形穿孔機。1992 年至1994 年,太原重型機械集團有限公司研制出了TZC200 錐形穿孔機組。
因此,我們所采用的先進的施工技術保證了大型錐形穿孔機工程質量,施工技術先進、可靠,安裝質量較高,達到了國內領先水平。
9 對經濟發展和科技進步的作用意義
9.1 經濟效益
營業收入=69 萬元
工程投入金額=人工費+機械費+材料費
=9 萬元+9.6 萬元+0.5 萬元=19.1 萬元
工程管理費=營業收入×13%=8.97 萬元
稅費=營業收入×3.34%=2.3 萬元
經濟效益=營業收入-工程投入金額-工程管理費-稅費
=69 萬元-19.1 萬元-8.97 萬元-2.3 萬元=38.63 萬元
9.2 社會效益
采用了合理的安裝程序和切實可行的施工新技術,優質、高速完成安裝任務。設備的各項性能指標均滿足設計要求,達到同行業的先進水平。設備安裝質量優良,通過了冶金部創魯班獎穿孔機安裝專檢檢查,得到甲方和監理單位的好評,為包鋼創造了一定的經濟效益,收到了良好的社會效益。
10 成果轉化和推廣應用的條件及前景
在錐形穿孔機的安裝中,采取分解吊裝施工方法,解決了現有施工條件不足的難題。通過預留裝配尺寸、無錨點變換設備角度組裝、一拖四液壓對中定位推移及自制模塊等施工方法除應用于穿孔機的安裝,還可應用于大型框架間以螺栓及鍵連接的機械設備安裝,應用該施工工藝施工,操作簡單,能夠達到優質、高效的效果,極大地縮短了安裝工期。不但降低了施工成本,同時設備提前投產為生產單位創造了可觀的經濟效益。為今后國內大型設備安裝提供了簡單易行的新技術安裝方法。具有較好的推廣應用前景。
11 本項目存在的問題及待改進的方面
設備找平時,采用框式水平儀找平。但框式水平儀與設備的接觸面積較小,找平的精度不是很高。建議以后采用一個平尺配合框式水平儀進行設備的找平,這樣設備的安裝水平度會相應提高。
[1]WX 系列中空液壓扳手操作與維護手冊[S].
[2]GB50386-2006 軋機機械設備工程安裝驗收規范[S].
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:00
