深扁孔熱沖模設計
2015-12-31 12:11:24梁建平
機械工程與自動化 2015年3期
梁建平
(中國北車集團 太原軌道交通裝備有限責任公司,山西 太原 030009)
1 問題的提出
扁孔圓銷是鐵路貨車指定用的一種連接銷子,可有效防止制動件的脫落,屬鐵道部運輸局要求在鐵路新制貨車和既有貨車改造中強制使用的一種系列產品。按照鐵道部部頒標準Q/Q56—125《鐵路貨車制動扁孔圓銷和圓銷技術條件》要求,扁孔圓銷的結構如圖1所示,它是一種一端帶頭、另一端有孔的圓柱銷,材質為40Cr。

圖1 扁孔圓銷結構示意圖
自2013年起,本公司針對公司現有設備的加工能力,開展扁孔圓銷的制造工藝研發(fā),現已實現批量生產。本文以最大直徑D=36mm、扁孔a×b=8mm×22mm的扁孔圓銷為例,分析圓銷的制造工藝,重點介紹扁孔的成形工藝及其工裝設計。
2 扁孔的熱沖成形
圓銷上橫穿8mm×22mm長方形的通孔,無法使用標準刀具通過鉆削、銑削等切削方法加工[1],只能采用電火花成型、線切割或熱沖孔等非切削方法成形,考慮生產效率和成本,熱沖孔成形為佳。由于孔深比(孔深/孔徑)≥1,屬于深孔沖裁范疇,采用小間隙沖裁,可保證孔形尺寸精度[2]。在實施熱沖孔工藝中,還采取了如下措施:
(1)圓銷圓柱部位的加工余量取2mm[3],以柱部直徑D+4mm選定坯料直徑,直徑為Dk的頭部沖孔后頂鐓鍛成形。沖孔過程中,圓柱表面會產生少量變形,經無偏心裝夾車削外圓后,沖孔變形被有效消除。
(2)扁孔邊緣距銷端部距離L2=13mm,孔邊距小,沖孔時易引起工件材料軸向漲出,又會造成沖頭受力不均勻而撓曲折斷,對沖頭不利。孔邊距應有不小于50mm留量[4],由此,設計為毛坯下料和沖孔按如圖2所示的雙圓銷排樣,完成沖孔后,再進行分離切斷工序和頭部溫鐓工序。
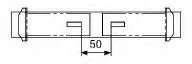
圖2 雙坯料沖孔示意圖
3 模具結構、工作原理及特點
3.1 模具結構及工作原理
圖3為扁孔圓銷熱沖孔模具結構。沖頭5、沖頭固定板7、斜楔8、導套等零件安裝在上模座6;下模座1上安裝有夾緊滑塊9、滑塊導向塊3、滑塊復位機構2、下模4、擋塊10、導柱等零件。考慮到扁孔圓銷是系列產品,故模具中沖頭、下模、夾緊滑塊也應設計成系列零件,即其工作尺寸根據不同的圓銷和扁孔尺寸來設計,以沖制不同尺寸的圓銷扁孔。
其工作原理是:上模座下行,斜鍥與夾緊滑塊的斜面接觸,夾緊滑塊在滑塊導向塊的約束下水平移動,直至夾緊工件,并形成沖頭導向孔;斜鍥繼續(xù)沿夾緊滑塊側立面下滑約15mm后,沖頭下端與工件接觸。圖3所示即為夾緊滑塊壓緊工件、沖頭下端剛接觸工件,即將開始沖孔的工作狀態(tài)。此時,沖頭固定板下表面與下模上表面距離約為70mm,斜楔下端與下模座的洞底面距離約為75mm,沖頭下行55mm,沖孔完成。
3.2 此套模具的特點
(1)沖頭通過沖頭固定板固定在上模座上,沖頭與沖頭固定板安裝孔采用過渡配合;調試完成后,用定位銷和螺釘將沖頭固定板固定在上模座上,確保沖頭的位置精度,以滿足沖孔精度要求。夾緊滑塊還設有沖頭引導槽,一方面起到引導沖頭對正下模口的作用,另一方面在沖頭受到沖裁力時,對沖頭起到保護作用,防止沖頭易折斷或損壞模具。
(2)通過安裝在上模座兩側的斜楔下移,推動兩夾緊滑塊的水平相向移動,夾緊工件,解決了圓柱銷沖孔的定位問題,同時也解決了圓柱銷沖孔的圓柱外表面變形問題,還為沖孔形成了導向通道,提高了沖頭的抗撓曲變形能力。使用過程中發(fā)現:下模及夾緊滑塊的夾緊圓弧面尺寸應略小于坯料直徑。
(3)滑塊復位機構由壓縮彈簧、拉桿和調節(jié)螺母等組成,穿過擋塊的通孔安裝在滑塊上。斜楔斜面沿夾緊滑塊斜面下滑時,兩夾緊滑塊水平相向移動而合攏,直至夾住工件;當斜楔側面沿夾緊滑塊側面下滑時,兩滑塊不動而持續(xù)夾緊工件,此時,彈簧被壓縮。斜楔上移,滑塊復位機構使兩夾緊滑塊分離,便于取出工件。
(4)夾緊滑塊前、后兩側的滑塊導向塊固定在下模座上,保證夾緊滑塊左右水平移動;另外,由于滑塊導向塊對夾緊滑塊的約束作用,在沖孔工序完成后,夾緊滑塊壓緊工件,實現了沖頭卸料。
(5)在夾緊滑塊與下模座之間設置材質為20鋼的導板,以便于與夾緊滑塊接觸面的精加工,同時對下模座起保護作用。
(6)模具主要零件的材料選擇:沖頭、下模塊采用4Cr5MoSiV1(H13),夾緊滑塊、斜楔、擋塊等采用5CrNiMo,經過淬火、回火等熱處理到達適宜的硬度,導板采用20鋼,導向塊采用45鋼,其他采用Q235A。
4 模具的設計難點
(1)斜楔和滑塊配對應用,變垂直運動為水平運動。滑塊的長度尺寸應保證當斜楔開始推動滑塊時,推力的合力作用線處于滑塊長度之內。
(2)沖頭尺寸較小,沖孔時受熱,溫度過高會降低沖頭強度和剛度,需定時冷卻,防止沖頭受熱變形,出現開裂或折斷。
(3)在滑塊復位機構中,兩夾緊滑塊的靠近和分離動作實現坯料的夾緊和松開。當兩夾緊滑塊的分離運動出現不對稱或不協(xié)調時,工件的回彈變形產生不均勻的橫向力,會使凸模彎曲甚至斷裂。

圖3 扁孔圓銷熱沖孔模具結構圖
5 結束語
該模具實現了圓銷扁孔熱沖孔工序,為扁孔圓銷的低成本制造奠定了基礎。目前,正在進一步優(yōu)化扁孔圓銷的制坯工藝,合理設計模具結構,為此類零件的低成本制造提供理論指導與技術資料。
[1]陳寶華.非標小錐孔的加工[J].機械工人冷加工,1999(12):10.
[2]付森林.非圓形深孔的光潔加工[J].鍛壓技術,1990(4):40-42.
[3]夏巨諶,丁永祥,胡國安.閉式模鍛[M].北京:機械工業(yè)出版社,1993.
[4]王孝培.沖壓手冊[M].北京:機械工業(yè)出版社,2004.
