PLC與變頻器在電鍍生產線控制系統改造中的應用
2015-12-31 12:11:24劉遠娟
機械工程與自動化 2015年3期
劉遠娟
(廣東省河源技師學院,廣東 河源 517000)
0 引言
河源某電鍍廠為承接大量ABS塑料電鍍(掛鍍方式)加工,決定新建ABS塑料電鍍自動生產線。為充分利用工廠現有資源,盡量減少工廠的投入成本,決定將現有倉庫改造為ABS塑料電鍍自動生產車間,改造項目中包括倉庫現有一臺單梁懸掛起重機(0.5t)。根據單梁懸掛起重機的工作特點和ABS塑料電鍍生產工藝流程,經筆者反復思考,在保留點動功能的前提下,決定應用三菱PLC和變頻器將單梁懸掛起重機改造成為ABS塑料電鍍專用行車。
1 單梁懸掛起重機改造前電氣線路分析
1.1 主電路分析
該起重機共由4臺異步電動機拖動,吊鉤升降由一臺電動機M1拖動,為防止電動機突然斷電導致重物自行墜落或下放重物時下降過快而造成事故,電動葫蘆具有電磁離合器制動裝置和再生發電制動控制功能。電動小車移動機構由一臺電動機M2拖動,大車移動由兩臺電動機M3、M4拖動。M3、M4兩臺電動機規格相同,兩臺電動機定子繞組接在同一電源上,但三相電源的相序相反,使兩臺電動機的轉向相反,以保證大車的兩側滾輪驅動運動方向一致。
1.2 控制電路分析
控制電路的電源由控制變壓器TC輸出36V電壓供電,吊鉤的上下升降由SB1、SB2控制,電動小車運行由SB3、SB4控制,大車運行由SB5、SB6控制,電動小車兩側限位開關為SQ12、SQ13,大車兩端限位開關為SQ15、SQ16及換相聯鎖線路。
2 ABS塑料電鍍工藝流程
根據ABS塑料電鍍生產工藝流程,該電鍍生產線有除油槽、親水槽、粗化槽等18個槽位(槽位代號按順序分別為1號~18號),全線總長約40m,而倉庫車間長約25m,因此需將電鍍槽按工藝順序分兩邊均勻分布,即分2條電鍍生產線,但必須首尾相連按工藝進行電鍍。ABS塑料電鍍生產工藝流程及電鍍槽分布情況如圖1所示。
在電鍍生產線的左側上掛點(原位裝貨點),由工人將待電鍍零件裝入掛籃,掛到起重機吊鉤上,并發出啟動信號,起重機吊鉤上升并按工藝流程要求在需要停留的槽位停止、下降、停留、上升。如此完成電鍍工藝規定的每一道工序,直至第2條電鍍生產線的末端下掛點(卸貨點)卸下電鍍好的零件,根據需要自動返回原位,重新裝貨發出啟動信號進入下一輪電鍍加工循環。
3 起重機改造總體思路及硬件改造措施
為實現ABS塑料電鍍生產工藝,并保留地面點動(上、下、左、右、前、后)操作功能,作如下改進:
(1)選用可編程控制器(PLC)實現對起重機的自動運行控制。
(2)為實現快速搬運和準確制動停車,減小起重機停車的沖擊和掛籃的搖晃,采用變頻器對電動葫蘆電機、小車電機、大車電機進行調速控制。
(3)為控制起重機對上、下掛點和18個槽位進行準確定位,在大車導軌上的對應位置加裝定位開關SQ0、SQ1、SQ2、SQ3、SQ4、SQ5、SQ6、SQ7、SQ8、SQ9;在小車導軌上兩側對應位置加裝定位開關SQ10、SQ11。考慮起重機主要工作在自動循環狀態,其定位開關的工作頻率高、可靠性及精度要求也較高,因此以上定位開關均選用LXJ0型接近開關(直流24 V),由PLC內部電源24V提供。
(4)為實現地面點動和電鍍自動循環的切換、急停、停止、啟動等功能,在原有懸掛式按鈕盒按鈕的基礎上加裝一塊控制板,其中,SB9為點動或自動循環切換按鈕(復合自鎖按鈕),SB10為緊急停車按鈕,SB11為起重機啟動按鈕,SB12為停止按鈕。原懸掛式按鈕盒按鈕均隨大、小車移動,加裝控制板固定安裝在上掛點附近,以方便工人操作。
(5)電動葫蘆下方需要加裝2個重錘限位器。SQ14控制上升高度,SQ17控制下降高度,下降高度應根據電鍍槽液位高度來確定。
(6)為清楚起重機工作狀態,增加了電源、越位報警、手動、自動狀態指示燈。它們分別是HL1、HL2、HL3、HL4。
(7)由于起重機改造后處于長時間工作狀態,在主線路中加裝熱繼電器。
(8)原控制電氣線路主電路中有6個接觸器,現只保留3個接觸器。
(9)考慮變頻器和電機之間的連線比較長,可能導致變頻器過電流跳閘,漏電流增加,電流顯示精度變差等,因此布線時應盡可能讓兩者間不超過50m,確實超出的,則選用輸出電路濾波器(OFL濾波器);同時,因PLC輸出端接有感性負載(接觸器線圈),將會影響PLC正常工作,為提高PLC控制系統的抗干擾能力,在負載兩端并聯RC吸收電路(交流負載)。
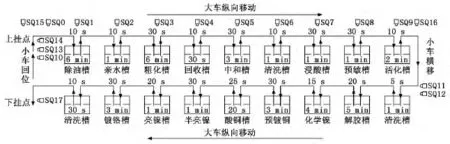
圖1 ABS塑料電鍍工藝流程示意圖
4 PLC與變頻器控制系統設計
4.1 可編程控制器型號選擇
根據電鍍工藝和硬件改造方案,確定了輸入、輸出端口的數量,并考慮經濟性,滿足使用要求,決定選用FX0N-60MR型號的日本三菱可編程控制器,其有36個輸入點和24個輸出點,滿足了控制電氣線路改造的需求。
4.2 變頻器型號選擇
電動葫蘆、小車、大車的運行由一個變頻器實現控制,由于電動葫蘆起重電機功率最大(0.8kW),因此所選變頻器只要能滿足電動葫蘆電機,則大車、小車均能滿足。已知起重電機型號為ZD21-4,額定功率0.8 kW,額定電流2.2A。
4.2.1 選用變頻器的功率
變頻器的容量PCN由下式確定:

其中:k為電流波形的修正系數,一般取1.05;PM為負載所要求的電機軸輸出功率,PM為0.8;cosφ為電機的功率因數,約為0.75;η為電機的效率,約為0.85。
將相關參數代入上式,計算得PCN≥1.31kW.
再由公式ICN≥kIM(ICN為變頻器的額定電流,IM為電機工頻電源時的電流,IM為2.2)可知ICN≥2.31A。
4.2.2 變頻器類型的選擇和型號確定
該起重機是恒轉矩負載,為了實現恒轉矩,適當加大容量。由于該變頻器安裝在配電箱內,因此選用防護式,不帶選用件。綜合以上情況,確定選用高性能矢量三菱變頻器,型號為:FR-A740-1.5K-CHT。
4.3 變頻器主要參數設定
Pr.79設為3(外部組合操作模式);Pr.10設為18 Hz(制動動作頻率);Pr.4設為90Hz(高速);Pr.5設為40Hz(中速);Pr.6設為20Hz(低速)。
4.4 軟件編寫
本程序主要采用步進指令、基本指令、特殊軟元件進行編程,將自動循環和地面手動操縱分為兩條通道,由SB9(X30)為選擇條件,如不作選擇,則程序默認為自動循環狀態,否則進入地面手動操縱狀態。現將起重機進入自動循環工作狀態程序進行說明。
(1)自動循環:按下啟動按鈕SB11(X32),此時不論電動小車和大車處于任何位置(空載狀態),大車先將以90Hz(快速)返回至上掛點(原位),而后小車也以90Hz(快速)定位到上掛點(原位),此時接近開關SQ0、SQ10發出信號,大車、小車電機通過變頻器被先后制動停移,吊鉤開始快速下降,下降至設定高度時,下降定位開關SQ17發出信號,吊鉤停止下降等待掛籃上掛。如上掛完成,工人按啟動按鈕SB11,則吊鉤以90Hz(快速)提起掛籃上升運行。上升至設定高度時,上升開關SQ14發出信號,吊鉤停止上升并制動,防止掛籃自行墜落。定時器延時3s后,PLC向大車2個電機發出信號,大車以90Hz(快速)向除油槽(1號槽)方向移動,運行6s后以40Hz(中速)運行3s,再以20Hz(低速)運行2s,待除油槽接近開關SQ1發出信號,大車停止右移,準確定位后,吊鉤快速下降至SQ17,開始6min的除油,除油完畢后吊鉤快速上升至開關SQ14,吊鉤在除油槽上方停10s,讓鍍件表面鍍液流回到電鍍槽中,定時時間一到,大車又快速向親水槽(2號槽)方向移動,然后再經2次減速后定位到親水槽,以此類推,直到完成活化槽(9號槽)工序后大車不再向右移動,此時第1條生產線9個槽電鍍工序完成。接著由小車以90Hz快速向清洗槽(10號槽)橫向移動,運行15s后以中速運行3s,再以低速運行2s至SQ11制動定位至清洗槽,完成清洗槽工序后,大車往反方向運行,直至大車運行到第2條生產線的第18個清洗槽時,ABS塑料電鍍工序全部完成,大車繼續快速返回至下掛點,待SQ0發出信號,大車被制動停移,吊鉤快速下降至設定點,等待工人取下掛籃。取下掛籃后,如果是單次循環或電鍍任務完成,則按停止SB12,此時吊鉤快速上升至SQ14后,小車快速橫向移動至SQ10,起重機停靠在上掛點并停止工作,原位待命。如果是多次循環,則按啟動SB11,此時吊鉤不再上升,小車直接快速橫向移動至SQ10回到上掛點(原位)等待第2批零件掛籃上掛。
(2)停止:在自動循環狀態時,在電鍍過程中,如出現一般性質異常情況可按停止按鈕SB12,起重機將停止運行,待問題處理完畢后,按啟動按鈕SB11將繼續運行。
(3)急停:在自動循環狀態時,遇緊急情況時,按SB10能禁止所有輸出(應用M8034)。
(4)六檔點動控制功能:按點動或自動切換按鈕SB9時,電動葫蘆、大車、小車處于行走范圍內任何位置均可以實現點動控制功能,此時手動指示燈亮。
(5)來電或恢復供電指示功能:通電指示由Y04驅動,Y04通過特殊繼電器M8000的常開觸點聯接,在PLC開機后,使Y04線圈被驅動,指示燈亮。
(6)越位報警功能:起重機運行時,當吊鉤上升過程因重錘限位器失效,斷火限位器SQ20將發揮作用,切斷電動葫蘆電機電源,或者當大車、小車移動時,只要碰到限位開關SQ12、SQ13、SQ15、SQ16,起重機則停止工作,報警燈亮。
PLC與變頻器電氣控制設計線路如圖2所示。
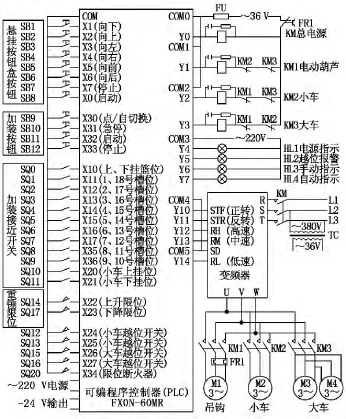
圖2 PLC與變頻器控制接線圖
5 結束語
該起重機經多次調試和運行,各項功能均滿足生產需求,系統性能穩定可靠,操作靈活方便,抗干擾能力強。特別是在運行中避免了急剎車所造成的振動和吊鉤的晃動,實現了高效運行準確停車等功能。應用PLC、變頻技術對單梁懸掛起重機改造成ABS塑料電鍍自動生產線專用行車,不僅解決了企業實際生產中的困難,為企業提高生產效率和經濟效益,還能為同類技術升級改造提供借鑒和參考。
[1]李敬梅.電力拖動控制線路與技能訓練[M].北京:中國勞動社會保障出版社,2001.
[2]姚錫祿.變頻器技術應用[M].北京:電子工業出版社,2009.
[3]宋峰青,陳立香.變頻技術[M].北京:中國勞動社會保障出版社,2004.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
電子制作(2017年7期)2017-06-05 09:36:13
商業評論(2014年9期)2015-02-28 04:32:41
自動化博覽(2014年12期)2014-02-28 22:34:39
河南科技(2014年18期)2014-02-27 14:14:58
