一種在線測量卷煙圓周尺寸的方法
2015-12-31 12:11:10李居峰金洋洋
機械工程與自動化 2015年3期
袁 麗,李居峰,金洋洋
(上海大學 機電工程與自動化學院,上海 200072)
1 問題的提出
卷煙生產是大規模自動化生產過程,由于機械壓頭和生產線相互力的作用,煙條在成型過程中橫截面并不是規則的圓形,而是一個上橢下圓的不規則橢圓,其形狀如圖1所示,因此在生產過程中卷煙的圓度會有一定的偏差,卷煙的圓周尺寸也就不容易直接測量。但是在卷煙產品的質量檢測方面,圓周尺寸是一項重要的物理指標,如果卷煙的圓周超標,卷煙和濾嘴進行卷接時就會出現卷接不嚴、漏氣等現象。
因此本文設計了一個測量系統,在生產過程中可以動態測量卷煙的圓周尺寸并計算圓度誤差,再將誤差反饋,從而及時調整卷接過程。該測量系統應具有測量速度快、精度高、非接觸、動態和自動化,同時應兼顧生產成本的特點。而CCD體積小、重量輕、分辨率高、精度好、穩定性強,可以滿足較高的測量精度和良好的測量穩定性,且價格低廉、配套的機械結構簡單,成本低。故本文將用兩組CCD來分別測量出煙條橫截面的長徑和短徑。本系統的基本參數如下:
(1)測量范圍(mm):圓周為16.3~28.27、直徑為Φ5.2~Φ9。
(2)測量精度(mm):0.014。
(3)測量速率(支/s):最大800(例如PT-70卷接機最高速達7 000支/min)。
同時,本設計應具有自動清潔功能,不受煙塵、膠垢影響,還可以進行剔除、報警、停機、數據查詢,同時還能將數據反饋給調整裝置。
2 雙CCD測量卷煙長、短徑的原理
為了克服圖1所示的圓度偏差所產生的圓周誤差,且需要對圓度偏差進行測量,我們采用兩個垂直布置的CCD來對卷煙圓周進行檢測。雙CCD測量煙條圓度的布置方式如圖2所示。
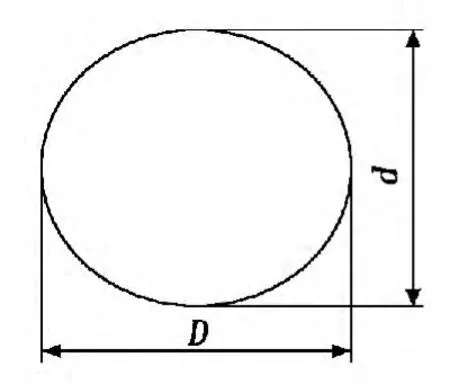
圖1 卷煙煙條的橫截面形狀
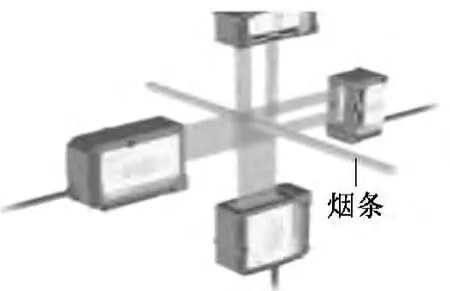
圖2 雙CCD測量煙條 圓度的布置方式
由圖2可知,要測量煙條的圓周尺寸,只需要測出煙條橫截面的長徑D和短徑d,再根據多次測量的數據進行誤差補償,則由長徑D和短徑d可以推算出煙條的圓周長度。CCD是由許多光敏像元組成的,每個光敏像元之間的距離絕對相等,當煙條在光源照射下投影到光敏像元上時,由于煙條會遮擋一部分平行光束,CCD上會形成一塊陰影區域,陰影區域的尺寸反映了待測煙條的尺寸,此后,CCD在驅動電路的驅動下,將載有圖像信息的電荷信號輸出,再由后續的信號處理系統將光信號轉換為電信號,電信號再由A/D轉換器和后期信號經數據處理后就可以得到直徑尺寸。圖2中,在水平方向和豎直方向上分別設置兩個互相垂直的CCD傳感器后,可以將煙條在CCD光敏面上所成的影像轉為A/D信號存儲在CCD自帶的位移寄存器中,經數據處理后得到煙條的長徑D和短徑d,然后就可以推算出煙條的圓周尺寸及圓度偏差。
3 CCD的選用
CCD按其光敏像元的排列方式分為線陣CCD和面陣CCD。線陣CCD的光敏像元排列方式為單排排列,其單排光敏像元的數目可以排很多,而面陣CCD的光敏像元排列方式為面陣排列,像元總數多但每行的像元數一般比線陣少。面陣CCD可以獲取二維圖像信息,其測量圖像直觀,圖像處理算法較為簡單,但是由于其像元排列方式的原因,每行的像元數一般較線陣CCD少,其幀幅率較線陣CCD低,而線陣CCD因一維像元數可以做很多、像元尺寸比較靈活,故會有較高的幀幅率,非常適合于一維動態目標的測量。且線陣CCD的結構簡單,成本低廉,較面陣CCD靈敏度更高,實時傳輸光電變換信號和自掃描速度更快,頻率響應也更快。
由于生產過程中卷煙的截面形狀并不是很不規則,最大圓度誤差在垂直軸上,因此只需要獲得卷煙的動態一維圖像即可,即為了降低成本,可采用線陣CCD。本系統選用的是TCD1501C型線陣CCD攝像機,其理論精度為0.007mm,測量范圍在35mm以內,光敏像元數目為5 000,像元尺寸為7μm×7μm,光譜響應范圍為400nm~1 000nm,完全滿足設計要求。
4 測量系統的基本組成及原理
本系統的目的是在生產線上直接測量動態的煙條長、短徑,然后將數據處理得到圓度數據并與標準值進行比較,根據誤差進行剔除或者反饋到反饋系統,故系統不但要有測量裝置,還需要有反饋環節,可以將數據反饋并通過調整環節調整煙條的成型。為了程序編寫的方便,可以用PLC的方式進行編程控制,在人機交互上,選用基恩士系列的觸摸屏,對觸摸屏進行界面設計使其具有剔除、報警、設置參數等功能。PLC還需要和剔除閥、報警器等設備進行連接。測量系統的基本組成如圖3所示。
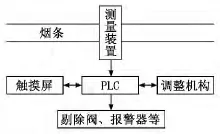
圖3 測量系統的基本組成
檢測系統的工作流程為:在光學系統和檢測器件的共同作用下,由CCD檢測載有被測煙條直徑信息的影像信號,將此影像信號輸出到信號調理電路,得到相應的去除了干擾信號的電壓信號,然后將該電壓信號輸送到A/D進行采集及模數轉換,再將得到的數字信號送入PLC中進行運算得到煙條的直徑尺寸,然后在PLC中用煙條的直徑尺寸運算出圓周尺寸并與標準值進行比較,將比較信息進行反饋,從而控制電機運轉,實現實時檢測。其工作原理框圖如圖4所示。
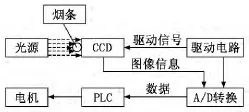
圖4 系統工作原理框圖
5 試驗結果
本系統在投入使用后得到的試驗效果如圖5所示。由圖5可知,本系統的測量數據穩定,誤差較小,檢測到的圓周數據曲線圍繞標準值在誤差范圍內微量波動,因此本設計符合生產要求。

圖5 圓周檢測數據曲線圖
6 結論
本文提出的用兩組CCD測量卷煙的直徑和圓度的方法,不但提高了現代化卷煙生產的質量和生產效率,同時對改進卷煙檢測技術具有指導意義。
[1]何丹,雷鳴.基于線陣CCD高速目標信號提取[J].機械與電子,2013(2):27-29.
[2]陳岳林.用CCD在線檢測電線電纜直徑[J].計量與測試技術,1998(3):25-28.
[3]溫燁婷,戴瑜興,柴世杰,等.基于線陣CCD的位移監測系統的設計[J].應用儀表技術與傳感器,2010(5):66-68.
[4]李壽,周云飛.基于線陣CCD的鋼絲直徑測量[D].武漢:華中科技大學,2012:15-20.
[5]李春光,王曉曼.基于線陣CCD的動態纖徑實時監測系統[D].長春:長春理工大學,2011:20-23.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:25:42
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
