輥式矯直機(jī)彎輥設(shè)定與輥縫補(bǔ)償方法
2016-03-21 02:23:19王學(xué)敏
重型機(jī)械 2016年2期
關(guān)鍵詞:變形
王學(xué)敏
(寶鋼集團(tuán)中央研究院,上海,201900)
輥式矯直機(jī)彎輥設(shè)定與輥縫補(bǔ)償方法
王學(xué)敏
(寶鋼集團(tuán)中央研究院,上海,201900)
基于彈塑性變形理論,可推導(dǎo)出輥式矯直機(jī)輥縫計(jì)算方法,但負(fù)載情況下矯直機(jī)本體發(fā)生較大的彈性變形,導(dǎo)致實(shí)際輥縫比預(yù)設(shè)定偏大;同時(shí),由于矯直力大小沿帶鋼寬度方向分布不均勻,設(shè)備本體變形沿輥長(zhǎng)方向呈一定的撓曲線形狀,從而導(dǎo)致輥縫沿輥長(zhǎng)方向的不均勻,影響帶鋼矯直效果,傳統(tǒng)二維理論模型無(wú)法考慮這部分變形量。本文以某5輥粗矯機(jī)為例,對(duì)負(fù)載情況下設(shè)備彈性變形量進(jìn)行了三維定量計(jì)算,并舉例介紹了矯直機(jī)輥縫補(bǔ)償方法和彎輥預(yù)設(shè)定方法。研究成果投入現(xiàn)場(chǎng)應(yīng)用后,對(duì)提高成材率、改善產(chǎn)品質(zhì)量起到明顯的改進(jìn)作用。
矯直機(jī)模型;彎輥技術(shù);輥縫預(yù)設(shè)定;設(shè)備彈跳;熱軋板形
0 前言
熱軋產(chǎn)品的板形尤其是薄規(guī)格超高強(qiáng)鋼的板形控制技術(shù)日益成為鋼鐵企業(yè)和用戶密切關(guān)注的關(guān)鍵技術(shù)。其中一個(gè)重要機(jī)組即矯直機(jī)機(jī)組可以改善板形,消除帶鋼內(nèi)部殘余應(yīng)力,尤其是精矯機(jī)往往作為鋼鐵企業(yè)鋼板或鋼卷的最后一道工序,其工藝參數(shù)設(shè)定精度直接決定出廠產(chǎn)品質(zhì)量水平。
矯直機(jī)主要控制工藝參數(shù)包括輥縫設(shè)定技術(shù)和彎輥設(shè)定技術(shù)。以某熱軋廠粗矯機(jī)為例,其結(jié)構(gòu)構(gòu)成主要包括:立柱、橫梁、輥盒、楔塊、支承輥?zhàn)⒅С休仭⒊C直輥等,如圖1所示。矯直輥總數(shù)為5個(gè)(上2下3),3個(gè)下輥可單獨(dú)自由上下調(diào)整,而上輥固定不動(dòng),僅用于彎輥調(diào)節(jié)。支承輥采用分段式的,總數(shù)量為:下輥3×10個(gè),上輥5×4個(gè)。楔塊總數(shù)量為8對(duì),其中上輥系5對(duì),下輥系3對(duì),上楔塊與下楔塊垂直布置,下矯直輥通過(guò)液壓缸推動(dòng)楔塊來(lái)實(shí)現(xiàn)矯直輥的上下移動(dòng),楔塊的水平與垂直位移比為15∶1,即液壓缸水平方向每推動(dòng)15 mm,則矯直輥向上移動(dòng)1 mm。上矯直輥通過(guò)與上輥系垂直擺放的上楔塊來(lái)實(shí)現(xiàn)彎輥。
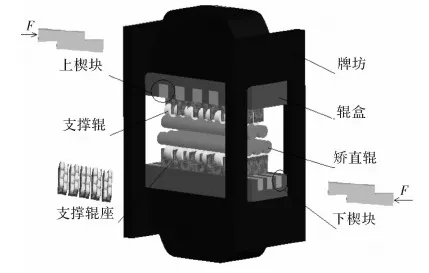
圖1 矯直機(jī)結(jié)構(gòu)構(gòu)成簡(jiǎn)圖Fig.1 Leveler structure
輥縫設(shè)定技術(shù)是通過(guò)下楔塊調(diào)節(jié)來(lái)實(shí)現(xiàn),帶鋼穿過(guò)矯直機(jī)經(jīng)過(guò)多次反復(fù)彎曲,發(fā)生較大的彈塑性變形,通過(guò)合理的輥縫設(shè)定,帶鋼離開(kāi)矯直機(jī)時(shí)殘留曲率剛好為零即帶鋼得以矯直。輥縫設(shè)定的實(shí)現(xiàn)是通過(guò)液壓缸推動(dòng)下楔塊,進(jìn)而推動(dòng)下矯直輥上下移動(dòng)。
彎輥設(shè)定技術(shù)是通過(guò)上楔塊調(diào)節(jié)來(lái)實(shí)現(xiàn),上楔塊與矯直輥垂直布置,通過(guò)液壓缸推動(dòng)上楔塊,對(duì)5對(duì)上楔塊施加不同的位移量,則負(fù)載情況下上矯直輥呈現(xiàn)不同的預(yù)彎,一方面可補(bǔ)償矯直輥在負(fù)載情況下沿帶鋼寬度方向的變形不均勻,同時(shí)也有利于消除帶鋼的邊浪和中浪等不良板型缺陷。
國(guó)內(nèi)各研究機(jī)構(gòu)和國(guó)外部分設(shè)備供應(yīng)商基于傳統(tǒng)彈塑性理論,對(duì)輥縫的計(jì)算方法開(kāi)展了一定的研究[1-7],但由于設(shè)備本身彈性變形引起的實(shí)際輥縫與預(yù)設(shè)定輥縫不一致,以及由于變形量沿輥長(zhǎng)方向的不均勻而引起的輥縫的不均勻在一定程度上影響矯直效果,對(duì)于這部分的研究和應(yīng)用尚屬空白。
1 彎輥設(shè)定與輥縫補(bǔ)償?shù)谋匾?/h2>
實(shí)際矯直過(guò)程中,矯直機(jī)承受較大的矯直力,設(shè)備結(jié)構(gòu)尤其是立柱、橫梁、輥盒等產(chǎn)生較大的彈性變形,一方面產(chǎn)生豎直方向的縱向拉伸(圖2a),導(dǎo)致實(shí)際輥縫大于預(yù)設(shè)定輥縫,達(dá)不到理想的矯直效果;另一方面,設(shè)備沿寬度方向會(huì)產(chǎn)生變形的不均勻,呈一定的撓度曲線(圖2a),從而導(dǎo)致輥縫沿帶鋼寬度方向的不均勻,影響帶鋼矯直效果,因此需通過(guò)上楔塊調(diào)節(jié)彎輥量來(lái)實(shí)現(xiàn)(圖2b),以盡可能地保持輥縫的均勻性。需要指出的是,由于變形撓度的不均勻同時(shí)體現(xiàn)在上橫梁和下橫梁,但由于彎輥系統(tǒng)僅安裝在上輥系,補(bǔ)償這種不均勻僅能通過(guò)上楔塊來(lái)調(diào)節(jié),因此調(diào)節(jié)后的輥縫大小均勻了,卻無(wú)法滿足矯直輥的平直,也就是說(shuō)實(shí)際矯直過(guò)程中,矯直輥始終呈現(xiàn)一定的凸度,如圖2b所示。

圖2 負(fù)載情況下牌坊及工作輥?zhàn)冃问疽鈭DFig.2 Deflection of housing and work roll
2 負(fù)載情況下設(shè)備變形量計(jì)算
為了計(jì)算負(fù)載情況下設(shè)備的彈性變形量,假設(shè)矯直機(jī)設(shè)備所承受的總矯直力為20 MN,按彈塑性變形理論可計(jì)算出各單輥矯直力[2]。本文采用三維軟件PRO/E進(jìn)行建模、專業(yè)有限元?jiǎng)澐志W(wǎng)格軟件HYPERMESH進(jìn)行網(wǎng)格劃分、利用高度非線性軟件MARC進(jìn)行有限元計(jì)算和后處理、分別對(duì)輥系、立柱、橫梁及楔形塊等結(jié)構(gòu)受力進(jìn)行仿真與計(jì)算,獲得單輥矯直力為2 MN時(shí)所發(fā)生的彈性變形量,當(dāng)矯直力為其它噸位時(shí),其變形量按線性插值規(guī)律進(jìn)行插值計(jì)算。
(1)輥系變形量計(jì)算。以上輥系為例,建模時(shí)輥系主要包括矯直輥、支承輥和支承輥輥?zhàn)?圖3)。為了節(jié)省計(jì)算時(shí)間,采用1/2對(duì)稱模型進(jìn)行分網(wǎng)和計(jì)算,對(duì)稱截面處施加對(duì)稱約束,矯直輥與支承輥之間為接觸對(duì),支承輥輥?zhàn)撞渴┘尤s束,矯直輥施加均勻的矯直力1 MN,由于輥系變形曲線與帶鋼寬度有一定的關(guān)系,根據(jù)現(xiàn)場(chǎng)實(shí)際生產(chǎn)需要,一般生產(chǎn)帶鋼寬度范圍為1 000~1 800 mm,因此,本文選用帶鋼寬度為1 674 mm和1 160 mm兩種工況進(jìn)行計(jì)算以供參考和選用。
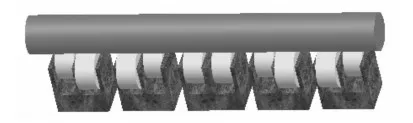
圖3 輥系結(jié)構(gòu)Fig.3 roll system structure
圖4為單輥矯直力為2 MN、帶鋼寬度分別為1 160 mm和1 674 mm兩種工況時(shí),輥系總變形撓度曲線圖。由圖可以看出,負(fù)載情況下,上輥系呈負(fù)凸度形狀。其凸度的大小和分布與帶鋼
寬度以及矯直力的大小有關(guān)。由圖可以看出,由輥系彈性變形而導(dǎo)致輥縫增大的量約為0.075 mm。當(dāng)矯直力為其它噸位時(shí),按線性插值進(jìn)行計(jì)算。下輥系的計(jì)算方法同上。
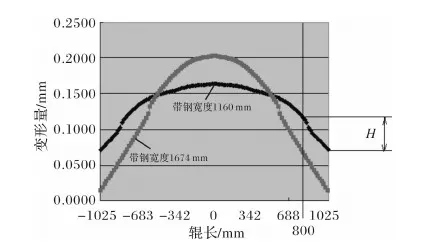
圖4 輥系變形撓度曲線Fig.4 Deflection of roll system deformation
由于輥系變形的不均勻?qū)е螺伩p沿帶鋼寬度方向的不均勻,為了更好的保證矯直效果,需對(duì)矯直輥施加一定的預(yù)彎,以盡可能的滿足負(fù)載時(shí)輥縫沿帶鋼寬度方向的均勻性。當(dāng)輥系受力大小為2 MN,帶鋼寬度為1 674 mm時(shí),由圖4可得各上楔塊所在位置即-800 mm、-400 mm、0、400 mm、800 mm等5處的撓度(即為5個(gè)楔形塊對(duì)應(yīng)的位置),如800 mm處撓度為H=0.0447mm。其他見(jiàn)表1。

表1 當(dāng)輥系受力為2 MN時(shí)輥系變形彎輥補(bǔ)償量Tab.1 Roll system deformation under 2 MN leveling force mm
(2)立柱、橫梁、楔塊變形量計(jì)算。牌坊變形包括立柱、橫梁、楔塊、輥盒等部分的變形總和。矯直力通過(guò)輥系作用在上下楔塊上(圖5),當(dāng)總矯直力為20 MN時(shí),牌坊上下橫梁變形撓度曲線如圖6所示。結(jié)構(gòu)總變形呈曲線形狀,由結(jié)構(gòu)彈性變形而導(dǎo)致輥縫增大的量介于1.2~2.45 mm之間,可取均值約1.825 mm近似代替。當(dāng)總矯直力為其它噸位時(shí),按線性插值計(jì)算。
因楔形塊、立柱、橫梁等結(jié)構(gòu)的變形同樣會(huì)引起輥縫沿帶鋼寬度方向的不均勻,為了更好的保證矯直效果,需施加一定量的彎輥預(yù)彎,以盡可能的滿足輥縫沿帶鋼寬度方向的均勻性。當(dāng)總矯直力為20 MN時(shí),由圖6可獲得各上楔塊所在位置即-800 mm,-400 mm,0,400 mm,800 mm處的撓度,如800 mm處撓度為L(zhǎng)1+L2=0.690 6 mm,其他類同(見(jiàn)表2)。
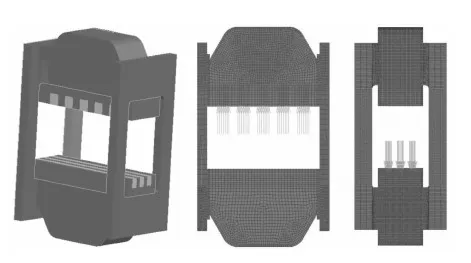
圖5 牌坊模型與邊界條件Fig.5 Housing model and boundary conditions

mm
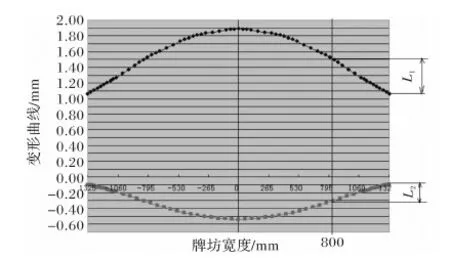
圖6 總矯直力為20 MN時(shí)牌坊變形撓度曲線Fig.6 Deflection of housing
3 算例
以5輥矯直機(jī)為例,待矯直帶鋼規(guī)格為寬1600 mm×厚20 mm,屈服強(qiáng)度為400 MPa,抗拉強(qiáng)度500 MPa,彈性模量2.1×105MPa,泊松比0.3,總矯直力為6.37 MN。按模型計(jì)算[2]的矯直力見(jiàn)表3。

表3 理論計(jì)算單輥矯直力Tab.3 Theoretical value of leveling force /MN
(1)輥縫補(bǔ)償。為了提高計(jì)算精度,表4中理論計(jì)算輥縫值需補(bǔ)償負(fù)載情況下設(shè)備的彈性變形量(包括牌坊、楔形塊和輥系等變形),補(bǔ)償后的輥縫可直接用于指導(dǎo)現(xiàn)場(chǎng)生產(chǎn)。當(dāng)總矯直力為20 MN時(shí),需要補(bǔ)償?shù)妮伩p大小為1.825 mm,按線性規(guī)律換算,可得牌坊等結(jié)構(gòu)在受力6.37 MN時(shí)[2],牌坊等總變形為0.581 3 mm,需要補(bǔ)償?shù)妮伩p大小為0.581 3 mm。當(dāng)單輥受力2 MN時(shí),需要補(bǔ)償?shù)妮伩p大小為0.14 mm,單輥受力大小與需要補(bǔ)償?shù)妮伩p大小見(jiàn)表4。其中上輥系即輥2和輥4具有相同的變形量,可將下輥系整體向上調(diào)節(jié)0.111 3 mm來(lái)補(bǔ)償上輥系的變形,以保證實(shí)際輥縫大小與預(yù)設(shè)定輥縫大小相符。
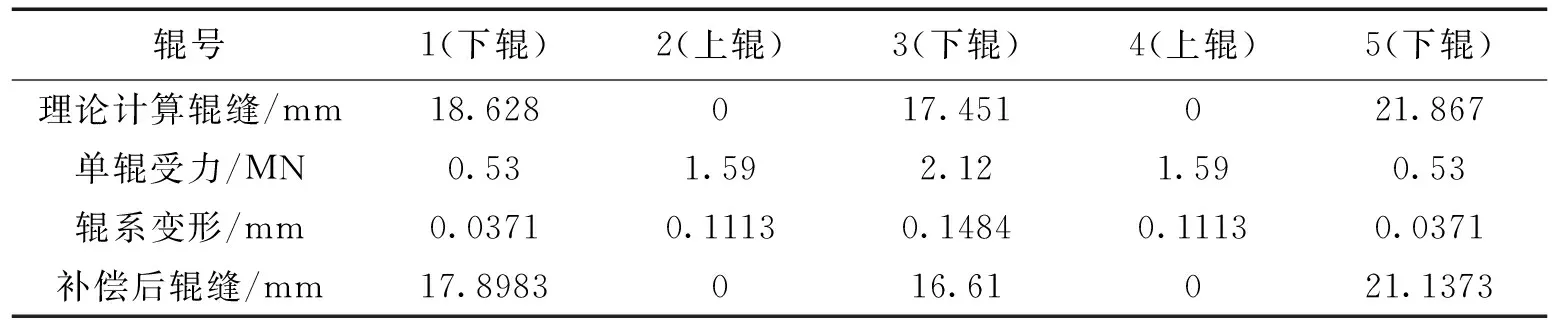
表4 理論模型計(jì)算輥縫與彈跳量補(bǔ)償后輥縫/mmTab.4 The contrast of roll gap between theoretical value and compensate value
(2)彎輥設(shè)定。由于牌坊和輥系變形的不均勻?qū)е螺伩p沿帶鋼寬度方向的不均勻,需對(duì)結(jié)構(gòu)變形給予定量補(bǔ)償,方能得到均勻的輥縫,保證帶鋼矯直效果。當(dāng)總矯直力為6.37 MN時(shí),由表2可進(jìn)行線性換算獲得各上楔塊所在位置所需的彎輥補(bǔ)償量(見(jiàn)表5由牌坊、橫梁等變形引起的彎輥量)。
各輥系在各自矯直力作用下產(chǎn)生不同的變形量,而彎輥只能通過(guò)上輥系來(lái)實(shí)現(xiàn),且2個(gè)上輥無(wú)法單獨(dú)調(diào)整,必須統(tǒng)一實(shí)現(xiàn)相同的預(yù)彎,因此,為了簡(jiǎn)化,可取平均值(上輥系和下輥系分別平均)近似代替,以對(duì)輥系預(yù)彎進(jìn)行補(bǔ)償,方法同牌坊預(yù)彎補(bǔ)償,由于本實(shí)例帶鋼寬度為1 600 mm,因此按表1中帶寬1 674 mm進(jìn)行線性換算,結(jié)果見(jiàn)表5輥系變形引起的彎輥量。

表5 彎輥量設(shè)定Tab.5 Preset value of bending roll mm
對(duì)于由牌坊、橫梁等變形引起的彎輥量和輥系變形引起的彎輥量進(jìn)行綜合補(bǔ)償,通過(guò)上楔塊調(diào)節(jié),實(shí)現(xiàn)輥系預(yù)彎,以達(dá)到矯直過(guò)程中輥縫的均勻性。
4 應(yīng)用效果
傳統(tǒng)的矯直機(jī)輥縫參數(shù)理論計(jì)算模型為二維簡(jiǎn)化模型,無(wú)法兼顧考慮輥縫沿帶鋼寬度方向的不均勻性,無(wú)法實(shí)現(xiàn)彎輥控制,且輥縫計(jì)算值偏于保守,矯直過(guò)程中,帶鋼實(shí)際發(fā)生的變形量比預(yù)期變形量要小,對(duì)于來(lái)料板形尚可,板形要求不高的情況,基本可以滿足用戶需求。但當(dāng)板形要求較高,來(lái)料板形較差的板帶,需對(duì)其計(jì)算結(jié)果進(jìn)行修正和補(bǔ)償,以增加輥縫參數(shù)計(jì)算精度。
將本文研究方法應(yīng)用于某合金板帶工程熱矯機(jī),對(duì)薄規(guī)格Mn13的矯直工藝進(jìn)行改進(jìn)與優(yōu)化,熱矯合格率由原來(lái)的92.76%提高到96.91%,對(duì)于13 mm以下的薄規(guī)格板帶,熱矯合格率由原來(lái)的89.42%提高到96.2%。
5 結(jié)論
利用三維數(shù)值仿真技術(shù)獲得矯直機(jī)整體設(shè)備在負(fù)載情況下的變形量,掌握了特定矯直力作用下,整體設(shè)備在豎直方向的變形量以及輥縫沿帶鋼寬度方向的不均勻度。在二維理論模型的基礎(chǔ)上,對(duì)輥縫值進(jìn)行補(bǔ)償和優(yōu)化,通過(guò)彎輥調(diào)節(jié)對(duì)輥縫不均勻度進(jìn)行補(bǔ)償,實(shí)際使用效果表明,該技術(shù)對(duì)提高產(chǎn)品質(zhì)量和成材率具有較高的實(shí)用價(jià)值。
[1] 薛軍安,劉相華,胡賢磊,等. 厚板矯直技術(shù)發(fā)展現(xiàn)狀[J]. 重型機(jī)械,2008(2) : 1-4.
[2] 崔甫.矯直理論與參數(shù)計(jì)算[M].北京:機(jī)械工業(yè)出版社,1994.
[3] 崔甫,施東成,矯直機(jī)壓彎量計(jì)算法的探討[J].冶金設(shè)備,1999(1):1-6.
[4] 崔甫. 矯直原理與矯直機(jī)械[M].北京:冶金工業(yè)出版社,2002.
[5] 崔甫.論彈塑性彎曲與曲率的關(guān)系[J].重型機(jī)械,1994(3):23-28.
[6] 周存龍,王國(guó)棟,劉相華,等.輥式矯直機(jī)的彎輥模型[J]. 東北大學(xué)學(xué)報(bào)(自然科學(xué)版),2005,26(5):460-462.
[7] 周存龍,徐靜,王國(guó)棟,等. 中厚板在矯直后的殘余應(yīng)力分布分析[J].重型機(jī)械,2005(2):21-24.
[8] 孫大樂(lè),王學(xué)敏,范群,等.強(qiáng)化金屬材料強(qiáng)化系數(shù)對(duì)矯直機(jī)輥縫設(shè)定的影響分析[J].重型機(jī)械,2008(1):26-29.
[9] 李久慧,孫長(zhǎng)飛,鄭健,等.中厚板冷矯機(jī)輥徑對(duì)矯直厚度影響及輥徑模型[J].重型機(jī)械,2015(5):22-25.
[10]曹一兵.中厚板矯直機(jī)輥盒鎖緊液壓缸的設(shè)計(jì)應(yīng)用[J]. 重型機(jī)械,2013( 3) : 66-68.
[11]關(guān)連胤.寬厚板冷矯工藝研究及矯直機(jī)應(yīng)力應(yīng)變分析[D].秦皇島: 燕山大學(xué),2012.
[12]孫江濤,胡鷹. 十一輥全液壓中厚板矯直機(jī)彎輥模型研究[J].重型機(jī)械,2014(1): 31-36.
[13]劉穎,郭起營(yíng),郗安民. 中板矯直機(jī)變輥距技術(shù)的研究[J].冶金設(shè)備,2001(129): 13-15.
[14]王效崗,黃慶學(xué). 新式中厚板矯直機(jī)的技術(shù)特點(diǎn)[J].山西冶金,2006(2):27-29.
[15]張海龍, 萬(wàn)永健. 邯鋼3 500 mm寬厚板十一輥矯直機(jī)壓下量的分析[J].重型機(jī)械,2010(4):56-58.
[16]楊征,孫大樂(lè).熱軋廠厚板矯直機(jī)矯直力測(cè)試分析[J].重型機(jī)械,2007(2): 40-46.
Method of bending roll presetting and roll gap compensation for leveler
WANG Xue-min
(Baoshan Iron & Steel Co.,Ltd.,Shanghai 201900,China)
Based on the theory of elastic-plastic bending deformation, the calculating method of roll gap can be obtained, but a large elastic deformation occurs under large leveling force, which leads to actual roll gap larger than preset roll gap. At the same time, because of the distribution of the uneven leveling force along the plate width, equipment deformation is in the shape of a certain amount of deflection curve, thus the uneven roll gap occurs along the roll length direction. And the leveling effect must be affected. Traditional two-dimensional theoretical model can not consider this part of deformation. In this paper,a 5 roll rough leveler as an example, equipment elastic-deformation was calculated under leveling force. Roll gap compensation method and the setting method of bending roll were introduced by example. Practical application result showed that the new technology can improve the quality of products.
leveling machine model; roll gap presetting; bending roll technology; elastic deformation; hot rolled plate shape
2015-11-20;
2016-01-05
王學(xué)敏(1975-),女,博士,高級(jí)工程師,主要從事冶金設(shè)備能力評(píng)價(jià)及熱軋板帶板形控制等方面的研究。
TG333
A
1001-196X(2016)02-0006-05
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
