南陽漢冶特鋼特厚板坯連鑄機新型導向系統
2016-03-21 02:23:19王西林遲鳳志
重型機械 2016年2期
田 進,王西林,遲鳳志
(中國重型機械研究院股份公司 陜西 西安 710032)
·新技術新設備·
南陽漢冶特鋼特厚板坯連鑄機新型導向系統
田 進,王西林,遲鳳志
(中國重型機械研究院股份公司 陜西 西安 710032)
介紹了南陽漢冶特鋼3號厚板坯連鑄機鑄流導向系統設備的結構特點,對厚板連鑄機和傳統連鑄機鑄流導向系統設備的結構進行了對比分析。通過分析厚板連鑄的工藝特點,結合厚板連鑄的實際工況,介紹了輥列設計和設備設計中的解決方案和實際應用效果。漢冶特鋼厚板坯連鑄機投產以來運行穩定,設計的效果在生產中得到了驗證。
特厚板坯連鑄機;剛度;大壓下量壓下;輥子冷卻
0 前言
南陽漢冶特鋼有限公司3號板坯連鑄機于2011年5月19日熱試車投產,該鑄機立足國內設計制造,由中國重型機械研究院股份公司負責設備設計,鑄坯規格420 mm×2700 mm。3號板坯連鑄機的投產使南陽漢冶特鋼一躍成為國內僅有的幾家能夠生產400 mm厚度特厚鑄坯的鋼鐵企業之一。特厚板坯可以直接軋制保證性能和內部探傷要求的合格特厚鋼板,滿足核電、船舶、大型橋梁結構等行業的鋼材需求,改變了過去由模鑄鋼錠軋制特厚鋼板的工藝流程。鑄流導向系統作為連鑄機的本體設備,對保證鑄坯的表面和內部質量起著關鍵性的作用。
1 鑄流導向系統的功能
作為連鑄機的重要組成部分,鑄流導向系統包含直線段、彎曲段、扇形段。
直線段布置在結晶器下方,對出結晶器的凝固坯殼進行支撐,防止鑄坯產生鼓肚變形并對鑄坯起導向作用,同時對帶液相鑄坯的內、外弧表面進行強制噴水冷卻,使鑄坯坯殼不斷加厚。
彎曲段布置在直線段下方,對出直線段的凝固坯殼進行支撐,防止鑄坯產生鼓肚對鑄坯起導向作用,并對帶液相鑄坯的內、外弧表面進行強制噴水冷卻,使鑄坯坯殼不斷加厚。
扇形段區域布置在彎曲段之后,直到一次切割前輥道為止。它的主要功能是:①引導從彎曲段拉出的板坯,防止鑄坯坯殼在鋼水靜壓力下產生鼓肚變形。同時對帶液芯的鑄坯進行氣—水霧化冷卻,使鑄坯在二冷區完全凝固;②通過布置在各扇形段上的驅動輥將鑄坯拉出并矯直;③引導輸送和夾持住引錠桿以便進行澆注和拉坯。
2 導向系統結構特點
連鑄機主半徑達到12 000 mm,鋼水靜壓力較常規連鑄機大得多,鑄坯厚度大導致鑄坯容易出現中心疏松、中心偏析等內部缺陷,影響鋼板的軋制質量。特厚板連鑄機智能導向系統在設計時,考慮這些不同于常規連鑄機的特點,對設備結構進行了針對性的設計,使設備能夠適應特厚板澆鑄的實際工況,滿足工藝要求。
2.1 直線段的設計
直線段是將常規彎曲段的直線部分單獨成套制造,設備重量輕,方便設備起吊更換。漢冶特鋼3號機直線段長度達到2 540mm,利于夾雜物充分上浮,直線段結構如圖1所示。
2.2.1 所獲病例的Apgar評分構成比 所獲265份病例中,重度窒息組中,生后1min Apgar評分為1分、2分和3分的分別有2例(0.8%)、3例(1.1%)和27例(10.2%);輕度窒息組中,生后1min Apgar評分為4分、5分、6分和7分的分別為11例(4.2%)、19例(7.2%)、56例(21.1%)和120例(45.3%);而對照組中,生后1min Apgar評分為8分和9分的分別有25例(64.1%)和2例(5.1%)。
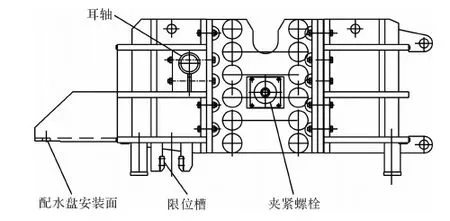
圖1 漢冶特鋼直線段Fig.1 The straight region of Hanye special steel
直線段布置了6對Φ170 mm輥子,輥身長2 800 mm,為4分段結構,采用SKF的CARB軸承,提高了輥子的承載能力。直線段內外弧框架采用螺栓夾緊式結構,上部兩側的耳軸固定在振動墻的支架上,下部兩側的限位槽固定在彎曲段頂部的導向板中,可上下滑動。直線段的下部設計有水氣介質配水盤,當直線段安裝就位后,水氣介質自動接通。
2.2 彎曲段的設計
彎曲段采用10點彎曲,兩相界最大彎曲應變控制在0.13%,兩相界最大綜合應變≦0.3823%,均小于允許值0.4%,減少了鑄坯的彎曲裂紋。彎曲段采用細輥密布,在有效控制輥子錯位應變的基礎上將鑄坯的鼓肚應變控制到最小,減輕了設備負荷。
相比較常規連鑄機,由于將直線段獨立成套,分解了設備重量,便于起吊更換,同時彎曲段的長度縮短,提高了設備的變形剛度,彎曲段結構如圖2所示。
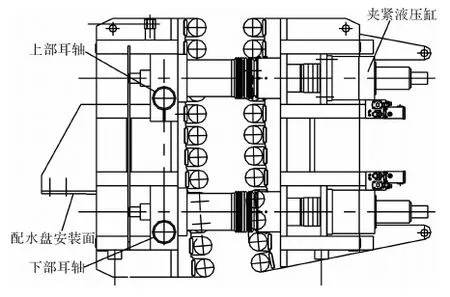
圖2 漢冶特鋼彎曲段Fig.2 The bending zone of Hanye special steel
2.2.1 框架的設計
厚板坯的彎曲力大,再加上冷坯頭通過時的過載荷,因此彎曲段內外弧框架設計時采用了液壓缸夾緊方式,這樣不但提高了設備的承載能力,保護了設備,而且實現了輥縫遠程調整,節省了輥縫調整時間,確保了連鑄機的安全運行及作業率。
彎曲段上部兩側的耳軸固定在振動墻的支架上,下部兩側的兩個耳軸放置在二冷段基礎框架頂部的鞍座上,可上下滑動。彎曲段框架的下部設計有水氣介質配水盤,當彎曲段安裝就位后,水氣介質自動接通。
2.2.2 輥子的設計
2.3 扇形段的設計
漢冶特鋼3號機扇形段采用細輥密布,在有效控制輥子錯位應變的基礎上將鑄坯的鼓肚應變控制到最小,減輕了設備負荷。同時,細輥密排減小了輥間距,在框架設計時,由于主要承力鋼板的間距縮短,提高了整個框架的機械剛性和承載能力,為有效的支撐鑄坯及實施輕壓下提供了可靠的設備承載能力。
矯直段采用10點矯直,使矯直區兩相界最大矯直應變控制在0.10%。,兩相界最大綜合應變≦0.3453%,小于允許值0.4%,減少了鑄坯的矯直裂紋。鑄坯凝固終點位置位于矯直終點以后,鑄坯在通過矯直區時是帶“液芯”矯直,而不是全凝固矯直,矯直應力及扇形段設備的載荷下降了40%~50%,有利于機械設備的優化設計。
2.3.1 框架的設計
特厚板連鑄機鋼水靜壓力增大以及板坯寬度的增加給扇形段帶來了更大的鼓肚力,鑄坯通過矯直區時,由于厚度的增加,設備需要克服更大的矯直反力。此外,由于坯殼厚度顯著增加,常規的輕壓下已經不能有效地改善鑄坯的中心疏松缺陷,必須對鑄坯凝固末段實施大壓下量壓下,所需的壓下力也大幅提高。由于鑄坯寬度達到2 700 mm,扇形段外形龐大,夾緊油缸支撐點距離加大,也降低了設備的剛度。
為保證設備的剛度滿足工藝要求,同時優化設備重量,降低制造成本,對扇形段本體的焊接框架結構,利用Ansys軟件進行了上機計算,要求框架在拉坯時的變形量不影響輥子的開口度,達到工藝要求的設備剛度,漢冶特鋼扇形段框架有限元計算結果如圖3所示。通過軟件分析,對框架主要承力鋼板的厚度和高度進行了優化,使框架在重量優化的前提下,仍能對鑄坯進行有效的支撐,并能實施大壓下量壓下,從而減少鑄坯中心疏松和縮孔等缺陷,提高鑄坯的內部質量。
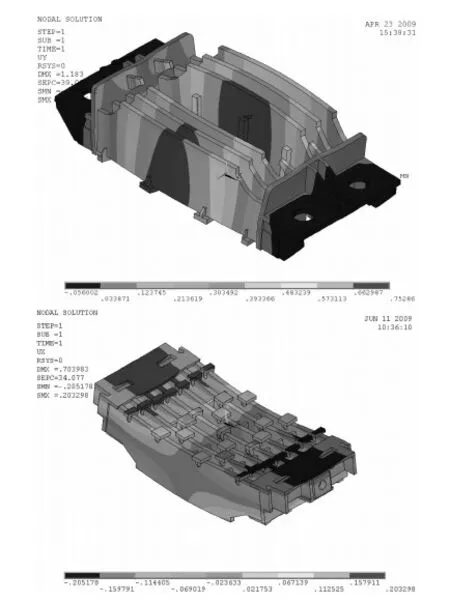
圖3 漢冶特鋼扇形段框架有限元計算結果Fig.3 The result of FEA for segment frame
通過實際生產的驗證,鋼種460C,斷面規格350 mm×2100 mm,在扇形段9、10實施輕壓下,壓下量2.9 mm、2.4 mm,保探傷板材厚度120 mm;在扇形段9、10、11實施大壓下量壓下,壓下量5.3 mm、3.5 mm,保探傷板材厚度達到140 mm。
2.3.2 輥子的設計
扇形段的輥徑為Φ230 mm~Φ280 mm, 輥身長2 800 mm,弧形段的輥徑為3種規格,避免了因輥徑相同引起的液面波動現象。自由輥的結構采用了四分段型式,是兩個2分段芯軸式單元,安裝時只用裝配兩個芯軸式輥子的組合方式,這種結構在方便安裝的同時,提高了輥子的強度和剛性。
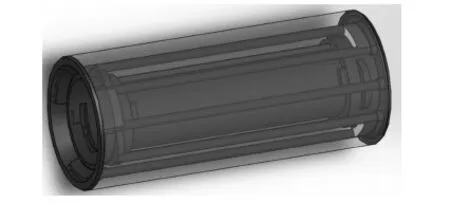
圖4 扇形段導輥水流路徑示意圖Fig.4 The cooling route for segment roller
扇形段導輥的冷卻方式為新型的冷卻形式,水流路徑如圖4所示,冷卻水的流動路徑為芯軸-輥套-芯軸,冷卻水從芯軸分三路進入到輥套,每路在輥套內通過S形連通三路徑向冷卻孔后,再匯合到芯軸中。自由輥的兩段芯軸單元之間通過專門設計的不銹鋼水套使水路接通。這種新的冷卻方式擴展了冷卻范圍,使輥子冷卻水更靠近輥子表面,提高了冷卻效率,當澆鑄特厚鑄坯時,輥子長期低拉速運行也能得到充分冷卻,使輥子拉熱坯時的機械性能提高,提高了堆焊層的耐磨性,延長了輥子的使用壽命。3號連鑄機投產至今,扇形段導輥已上線生產4年多,基本沒有因為輥面磨損龜裂而進行輥子修復的現象。
2.4 二冷噴淋水設計
由于鑄坯厚度幾乎是常規板坯的2~3倍,在鑄坯凝固過程中就會需要更長凝固時間,因此拉速和二次冷卻強度的確定不同于常規板坯連鑄。如果拉速高,二次冷卻強度大,會導致在二冷區鑄坯內部溫度梯度大,影響鑄坯凝固組織,促進柱狀晶生長,凝固末端由于柱狀晶的“搭橋”使得中心偏析、疏松、縮孔加重,同時,柱狀晶的發達還會降低鑄坯凝固組織的等軸晶率,影響合金鋼的性能指標。
針對特厚板鋼種凝固過程的特征分配各區水量,創新性地突破傳統概念中弱冷方式的極限,通過合理配水,確保鑄坯在通過矯直區域時表面溫度大于900~950 ℃(示澆鑄鋼種高溫力學性能而定),避開“脆性口袋區”,有效防止板坯表面因冷卻不當出現矯直裂紋。
噴嘴布置的設計中,意大利達涅利公司采用管路幅切且各幅切支路水量不可調,奧地利奧鋼聯公司采用液壓式噴嘴升降無極調節噴淋寬度(實際生產噴淋架升降會有卡阻現象且噴嘴高度變化太大時對冷卻效果有影響),3號連鑄機的噴嘴布置根據鑄坯澆鑄寬度對二冷水噴水寬度采用管路幅切且各幅切支路水量可調的方案,設備結構簡便,冷卻效果穩定,精度可控,操作方便。
3 結束語
南陽漢冶3號厚板連鑄機投產以來,共生產合格特厚鑄坯約100萬t,鑄坯表面橫裂紋、中心疏松等缺陷率低,鑄坯合格率穩定在98%以上。保探傷一級軋制板材厚可達120~150 mm,保性能軋制板材厚可達150~200 mm,改變了以往生產120 mm以上特厚板材采用600 mm以上大鑄錠的生產方式,節約了能耗。南陽漢冶3號厚板連鑄機的成功投產擴大了我國厚板坯連鑄的規格范圍和應用范圍,在高效、節能、減少設備投資、加強環境保護等方面具有顯著的意義。
[1] 王西林. 南陽漢冶特鋼420 mm×2700 mm直弧形板坯連鑄機[J]. 重型機械,2012(1):9-13.
[2] 干勇. 現代連續鑄鋼實用手冊[M]. 北京. 冶金工業出版社,2010.
[3] 史宸興主編. 實用連鑄冶金技術[M]. 北京. 冶金工業出版社,2005.
[4] 蔡開科. 連鑄坯質量控制[M]. 北京:冶金工業出版社,2010.
[5] 劉明延,李平. 板坯連鑄機設計與計算[M]. 北京:機械工業出版社,1990.
[6] 蔡開科. 連鑄坯中心缺陷的控制[M]. 北京:冶金工業出版社,2003.
[7] 楊拉道,張奇. 板坯連鑄動態輕壓下技術的研究和應用[C]. 連鑄裝備技術的科技進步與精細化學術研討會,2013.
[8] 楊拉道,謝東鋼. 常規板坯連鑄技術[M]. 北京:冶金工業出版社,2002.
[9] 陳家祥. 連續鑄鋼手冊[M]. 北京:冶金工業出版社,1991.
The new smart strand guide system of thick slab continuous casting machine of Nanyang Hanye special steel Co.,Ltd.
TIAN Jin, WANG Xi-Lin, CHI Feng-zhi
(China National Heavy Machinery Research Institute Co., Ltd., Xi’an,710032,China)
This paper introduced the structure characteristics of the 3# thick slab strand guide system equipment of Nanyang hanye special steel Co., Ltd., it compare the structure with traditional casting machine. Solutions and actual application effect of roller-layout design and equipment design, is introduced through analyzing the process characteristics, according to the actual working condition of slab continuous casting. It shows that the thick slab casting machine run steadily, which proved the design in production.
thick slab continuous casting machine; rigidity; large reduction; roller cooling
2015-10-12;
2015-11-28
田進(1975- ),高級工程師,主要從事連鑄設備的設計研究工作。
TF777.2
A
1001-196X(2016)02-0011-04
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
