熱軋窄帶鋼多卷自動打捆機的研發
2016-03-21 02:23:19張少壯郭延軍白明華張志明任素波
重型機械 2016年2期
關鍵詞:設備
張少壯,郭延軍,白明華,張志明,龍 鵠,任素波
(1. 秦皇島西重所燕大重型機械研究院有限公司,河北 秦皇島,066004;2. 燕山大學 國家冷軋板帶裝備及工藝工程技術研究中心,河北 秦皇島 066004)
熱軋窄帶鋼多卷自動打捆機的研發
張少壯1,郭延軍1,白明華2,張志明1,龍 鵠1,任素波2
(1. 秦皇島西重所燕大重型機械研究院有限公司,河北 秦皇島,066004;2. 燕山大學 國家冷軋板帶裝備及工藝工程技術研究中心,河北 秦皇島 066004)
針對窄帶鋼多卷打捆工序中人工捆扎與焊接方式所帶來的效率低、勞動強度大以及與軋機效率不匹配等問題,秦皇島西重所燕大重型機械研究院有限公司經過技術攻關,綜合運用現代包裝機械和自動焊接理論,成功研發了新型熱軋窄帶鋼多卷自動打捆機,該設備具有結構簡單、占地面積小、運行平穩、自動化程度高等特點,對于改善窄帶鋼打捆工序技術落后的生產現狀具有重要的工程應用價值,該設備已在國內某鋼廠的窄帶鋼生產線上進行了工業試驗,并取得了良好的效果。
窄帶鋼;自動打捆機;結構設計
0 前言
目前,鋼鐵行業中熱軋窄帶鋼生產的精整工序技術落后,與軋機的高生產效率不匹配,技術層面主要體現為多卷窄帶鋼的包裝工藝均采用人工捆扎和焊接的方式,生產效率低下,工人勞動強度大。為改善操作環境,提高產品包裝質量,近年來國內外中、小型帶鋼廠熱軋窄帶生產的精整技術都逐漸朝著供貨包裝規范化、機械化和自動化的方向發展, 在以軋制、卷取、打包、冷卻、成品入庫為主要環節的傳統生產周轉過程中, 帶卷捆扎成型的規范化已成為業內令人關注的實用課題[1-3]。
經過幾十年的技術積累和不斷發展,國外的鋼材打捆機已形成多品種、專業化、系列化。生產自動化程度不斷提高,捆扎速度不斷加快,設備可靠性和使用壽命也不斷提高。比如國際上比較知名的鋼材打捆機生產商有:美國SIGNODE(信諾)公司、瑞典SUND BIRSTA(森德斯)公司、德國TITAN公司等,這些公司生產的打捆機械可應用于棒材、管材以及板卷等軋材的打捆包裝,特點是捆帶聯接采用卡扣方式,打捆帶厚度小,操作靈活,我國目前所能生產制造的打捆機多為一些通用型的捆扎機械。例如北京航空航天大學研制的SGBD-800-I全自動液壓棒材打捆機用于捆扎退火或熱軋盤條(Q195),采用擰緊720°緊固方式,液壓為動力源。綜上所述,盡管目前打捆機械形式多樣,但應用于帶鋼打捆的設備均是在帶鋼周向或單卷軸向進行打捆包裝,因此該型打捆機對于多卷窄帶鋼軸向打捆束手無策,現有打捆技術無法滿足多卷帶鋼產品包裝的需求。為了滿足窄帶鋼生產企業和用戶所提出的提高產品包裝質量的需要,秦皇島西重所燕大重型機械研究院有限公司成功研發了一種熱軋窄帶鋼多卷自動打捆機,相關研究成果已經獲得了多項國家發明專利,并在工業試驗中取得了良好的應用效果[4-5]。
熱軋窄帶鋼多卷自動打捆機設備的研發,借鑒其它同類產品的優缺點,針對多卷窄帶鋼重量大、多卷分散的特點,整個設計以熱軋窄帶鋼多卷自動打捆技術為目標,以厚打捆帶的捆型處理和接合為中心展開,系統研究自動打捆機的總體工藝流程和結構,包括其工作原理、捆扎方式和材料、技術參數、機械總體結構、液動執行方式、自動焊接技術、控制系統方案以及設備加工制造等一系列全套技術。
1 打捆的原理及工藝流程
1.1 帶鋼打捆的技術原理
帶鋼打捆的基本原理是先將準備好的打捆帶沿帶鋼卷的捆扎周邊進行折彎預成型,之后將打捆帶收緊成型,在打捆帶搭接處切斷并焊接,完成一個動作周期,然后驅動鋼卷旋轉一定角度,重復以上打捆焊接動作,完成鋼卷軸向多道捆扎工序,最終的捆扎形式如圖1所示。
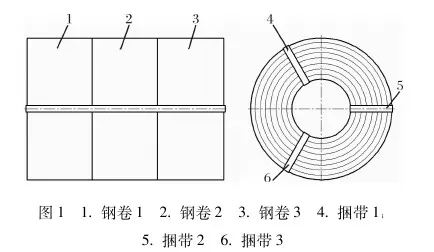
圖1 1.鋼卷1 2.鋼卷2 3.鋼卷3 4.捆帶1; 5.捆帶2 6.捆帶3圖1 多卷帶鋼捆扎示意圖Fig.1 Schematic diagram of multi-volume steel strapping
1.2 工藝流程
實現鋼卷自動打捆焊接功能的難點在于改進目前的手工穿帶、焊接方式,全過程采用機械化、自動化進程,工作人員在操作平臺即可完成捆扎過程。經過技術攻關,最終將打捆帶的捆扎過程分解為以下幾個動作:即多鋼卷軸向穿帶、捆帶反向拉緊、切斷、折彎、焊接。具體打捆工藝設計方案如下:
(1)打捆帶開卷。將成盤打捆帶吊裝到開卷機上進行開卷,為打捆穿帶做好準備,同時運輸臺車將待捆鋼卷組合運送到打捆工位;
(2)打捆帶矯直。為保證開卷后的打捆帶能夠順利完成穿帶動作,在開卷機后設置夾送輥輔助運送打捆帶,同時設置矯直輥對打捆帶進行矯直處理,消除其板形等缺陷以平整穿帶;
(3)穿帶。打捆帶從鋼卷一端面處開始沿鋼卷外徑前進至另一端后轉彎,沿端面運行至鋼卷軸心處,折彎后沿鋼卷內徑運行至鋼卷起始端面,再次折彎后沿鋼卷端面運行到穿帶的起始位置后停止。為保證穿帶順暢并形成特定的捆型,整個穿帶過程打捆帶均在預設的成型軌道內運行;
(4)捆帶成型與剪切。打捆帶到達指定位置后將其壓緊,另一端施加反向抽力并壓緊,使捆帶緊貼鋼卷的內外徑與端面,形成特定捆型后切斷捆帶并折彎,使捆帶的兩端形成搭接;
(5)焊接。焊槍運動到焊接位置后自動尋找焊縫,然后自下而上開始焊接,完成焊接后鋼卷旋轉指定角度,重復以上步驟進行第二道、第三道打捆帶焊接;
(6)整卷捆扎完成后,運輸臺車退回,吊運鋼卷至后續工序。
2 設備組成與結構特點
2.1 總體結構
熱軋窄帶鋼多卷自動打捆機的主機組成主要包括開卷機、五輥矯直機、左梁、右梁、成型軌道裝配、自動焊接裝置、運輸臺車、工作平臺及機架等部分,各機構的動力執行機構采用液壓傳動、并由電氣控制系統整體進行調控,設備總體結構如圖2所示。
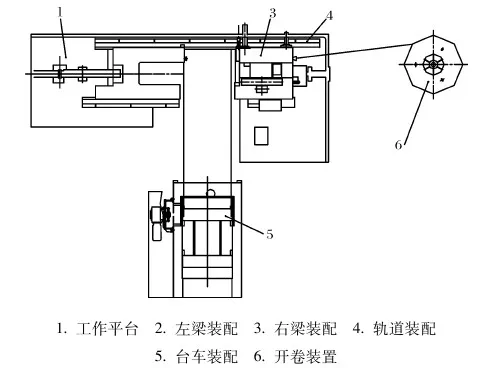
1.工作平臺 2.左梁裝配 3.右梁裝配 4.軌道裝配 5.臺車裝配 6.開卷裝置圖2 自動打捆機結構簡圖Fig.2 Structure diagram of automatic strapping machine
2.2 結構特點
在機械機構上,為保證打捆帶的順利送進,在打捆帶開卷后設置三輥/五輥矯直機;打捆帶的最終包裝捆型為矩形,穿帶過程打捆帶要經過多處折彎,因此設計的打捆帶運行滑道應該保證穿帶順暢,且能實現基本捆型;為保證捆帶的收緊、折彎和剪切效果以及精度,采用液壓技術配合電氣控制完成各工藝動作,實現機電液的高效一體化;同時考慮到厚帶聯接不適合卡扣方式,采用捆帶專用的自動焊接設備,保證焊接質量和效率。
3 創新技術
本項目的實施過程中,開發了多項技術,主要有:
(1)開發了運行穩定、高效的熱軋窄帶鋼多卷自動打捆機捆扎工藝,研制了帶自動焊接功能的全自動窄帶鋼多卷自動打捆機,并應用于企業生產線;
(2)設計了厚打捆帶送進與轉彎動作的滑道(見圖3所示)和保證穿帶順暢的夾送輥,優化了矯直機配置參數;
(3)研制出打捆帶帶頭卡拉裝置如圖4所示,可保證打捆帶在完成捆型后通過該裝置的動作實現打捆帶的有效卡緊和拉緊,保證打捆帶的捆扎強度;
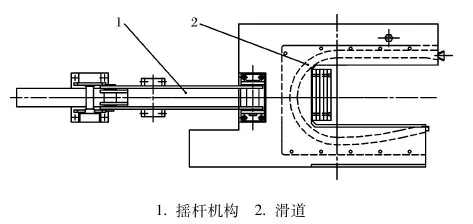
1.搖桿機構 2.滑道圖3 捆帶成型的滑道結構示意圖Fig.3 Slide structure schematic of strapping forming
(4)構建了打捆帶自動焊接設備,自主研發了三維全自動焊接機,包括焊接機、主梁、驅動機構、信號反饋機構和位置調節機構等多個運行模塊,通過該設備的驅動機構自動尋找焊點并對中,完成鋼帶焊接工序。
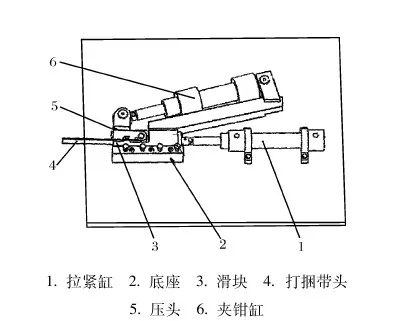
1.拉緊缸 2.底座 3.滑塊 4. 打捆帶頭 5.壓頭 6.夾鉗缸圖4 打捆帶帶頭的卡拉裝置Fig.4 Tightening device of bundled tape head
4 結束語
通過分析國內熱軋窄帶鋼生產和打捆包裝工藝的應用現狀,指出了其過程存在打捆效率低、工人勞動強度大以及打捆質量差等問題。針對這些問題深入分析,尋找對策,研發了一種熱軋窄帶鋼多卷自動打捆機。該設備采用了自動穿帶、帶頭卡拉裝置以及三維全自動焊接機等多項具有自主知識產權的專利技術,運行過程實現了較高程度的自動化,現場反饋信息表明,該設備生產效率高、且操作簡單,大大降低了工人的勞動強度。該設備的成功研制和工業應用填補了我國熱軋窄帶鋼多卷自動打捆生產線的空白,具有推廣價值,在國內外熱軋窄帶鋼生產線中具有廣闊的應用前景。
[1] 謝二虎, 李軻, 陶晶, 等. 雙卷筒卷取機的國產化研究與設計[J]. 重型機械, 2014(2): 72-75.
[2] 李成群, 孫常偉, 張凈霞. 雙軌道棒材打捆機擰絲裝置的研究[J]. 機床與液壓, 2015, 43 (16): 102-104.
[3] 張路漫, 惠世民, 高洪軍. X80管線鋼鋼卷打捆方式研究[J]. 重型機械, 2010(4): 26-29.
[4] 張江安, 謝詠山, 王勇勤, 等. 大型鋼卷自動打捆機擺動機構的優化設計[J]. 重型機械, 1999(6): 50-54.
[5] 王程陽, 王巖. 全自動打捆機控制系統[J]. 自動化應用, 2014(8): 58-59, 62.
[6] 楊海江. S7-200在KYS-1500/50型打捆機中的應用[J]. 自動化應用, 2012(9): 55-56.
[7] 祝剛, 胡建敏, 李衛國. 熱軋帶鋼氣動式打捆機控制優化[J]. 江西冶金, 2014, 34 (5): 38-40.
[8] 曹勵. 基于S7-300的自動打捆機的控制及其應用[J]. 計算機與數字工程, 2011, 39 (02): 180-183.
[9] 蔡林智, 付永領, 彭朝琴. 全自動鋼卷打捆機機頭擺臂機構優化設計[J]. 制造業自動化, 2013, 35 (6): 47-49.
[10]高強. 基于S7-300的自動焊接系統研究[J]. 制造業自動化, 2011, 33 (3): 33-34.
Design and development of multi-coil automatic strapping machine for hot rolled narrow strip
ZHANG Shao-zhuang1, GUO Yan-jun1, BAI Ming-hua2, ZHANG Zhi-ming1, LONG Hu1, REN Su-bo2
(1.Qinhuangdao Xizhongsuo Yanda Heavy Machinery Research Institute Co., Ltd., Qinhuangdao, 066004, China;2.National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,Yanshan University,Qinhuangdao 066004,China)
This paper successfully developed a multi-volume automatic hot rolled narrow strip balers, in order to solve the multi-volume narrow steel strapping and bundling step manual welding brings efficiency, labor-intensive and do not match the mill efficiency and other issues, through technology research, integrated use of modern packaging machines and automatic welding theory, the device has a simple structure, small footprint, smooth operation, high degree of automation, for improving the narrow strip hit bundle production process technology behind the current situation has important application value, the device has been in a domestic steel narrow strip production line industrial test, and achieved good results.
narrow strip; automatic strapping machine; structural design
2015-11-29;
2015-12-15
張少壯(1968-),男,工程師,主要從事冶金機械設計研究工作。
任素波(1980-),男,燕山大學副教授,博士。
TF333.4
A
1001-196X(2016)02-0021-04
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
