超聲波焊點(diǎn)檢測(cè)技術(shù)應(yīng)用
2016-05-30 04:36:22梅新朋石猛
中小企業(yè)管理與科技·上旬刊 2016年3期
關(guān)鍵詞:工作原理
梅新朋 石猛
摘 要:隨著汽車工業(yè)的發(fā)展,人們對(duì)汽車的安全性也越來(lái)越加重視。現(xiàn)如今制造的各種轎車,車身都是由數(shù)百塊金屬板材,用上千個(gè)焊點(diǎn)焊接而成,這些焊點(diǎn)成了維系乘客安全的重要保障。然而國(guó)內(nèi)的很多主機(jī)廠, 點(diǎn)焊的過(guò)程控制和焊點(diǎn)質(zhì)量判別仍是一個(gè)難點(diǎn)。以電阻點(diǎn)焊為例,焊接參數(shù)包括焊接電流、電壓、電極壓力、脈沖周期等多種參數(shù),因此焊點(diǎn)受電、力、熱等多種因素的影響,控制起來(lái)非常困難。另外由于焊點(diǎn)的封閉性,無(wú)法直觀的判斷焊點(diǎn)質(zhì)量的好壞,只能采用破壞性和半破壞性的方式進(jìn)行焊點(diǎn)質(zhì)量的檢驗(yàn),這樣的檢測(cè)方法效率低,破壞性強(qiáng),成本非常高。
關(guān)鍵詞:工作原理;判定準(zhǔn)則;波形分析
1 概述
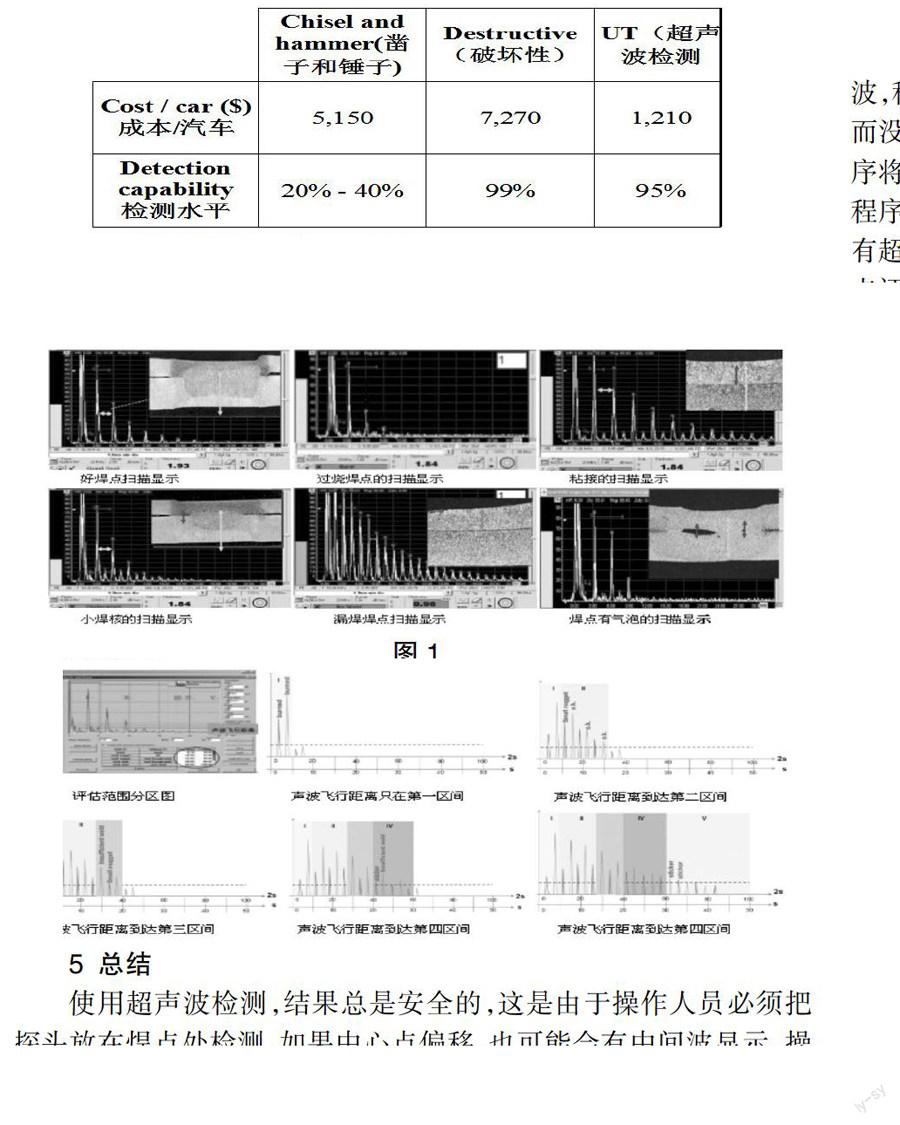
1998年,Mansour[1]提出了基于脈沖回波技術(shù)的點(diǎn)焊超聲檢測(cè)方法,這一方法已經(jīng)在國(guó)外的一些知名主機(jī)廠及一些合資品牌中得到廣泛的應(yīng)用。如奔馳,通用、福特、上海大眾等公司均已采用超聲波檢測(cè)技術(shù)進(jìn)行焊點(diǎn)質(zhì)量檢測(cè)。通過(guò)對(duì)比,超聲波檢測(cè)技術(shù)在成本和檢測(cè)覆蓋率方面都存在明顯的優(yōu)勢(shì),避免了目前破壞性和半破壞性檢查的滯后性和大量浪費(fèi),降低了生產(chǎn)成本。
2 超聲波焊點(diǎn)檢測(cè)儀工作原理
電阻點(diǎn)焊的超聲波檢測(cè)技術(shù)是利用發(fā)射一個(gè)極短的高頻超音波從焊接結(jié)構(gòu)的后墻多重反射,根據(jù)回波系列的長(zhǎng)度,信號(hào)衰減,中間回波的幅值和位置來(lái)判斷焊點(diǎn)質(zhì)量的好壞,區(qū)分焊點(diǎn)的缺陷。
3 超聲波焊點(diǎn)檢測(cè)波形分析
超聲波焊點(diǎn)檢測(cè)儀中設(shè)定識(shí)別的焊點(diǎn)缺陷有以下幾種:
①好焊點(diǎn)(OK):好的焊點(diǎn)沒有明顯的雜波信號(hào),回波序列的波幅相應(yīng)快速遞減。這是因?yàn)楹负私饘俚木Я]^母材晶粒粗大,聲波穿過(guò)時(shí),能量衰減也大。回波的間隔反映焊點(diǎn)的厚度。②過(guò)燒(Burnt):回波序列顯示只有極少回波。這是由于焊核區(qū)域過(guò)大,以及母材材質(zhì)硬化造成聲能衰減非常嚴(yán)重。③粘接(Stick weld):與好焊點(diǎn)相比粘接有較低的衰減,上層板底面(中間)回波很明顯。④小焊核(Small Nugget):在正常的回波信號(hào)中間會(huì)出現(xiàn)中間波,它是由母材界面引起的反射波,信號(hào)與焊核大小和聲束直徑成比例,通過(guò)它操作人員能鑒別焊核直徑是否小于聲束直徑,這就是為什么操作人員要非常慎重地選擇探頭直徑與要求的最小焊核公稱直徑相一致的原因。⑤脫焊(Loose):脫聲波未能進(jìn)入第二層板,直接從第一層板的后墻反射回去,回波序列顯示非常多的底波信號(hào),波形飛行距離長(zhǎng),按單片厚度排列。⑥氣孔(Gaspore):Gaspore是一種可視為良品的缺陷,是因?yàn)楹负嗽诶鋮s過(guò)程中,由于熱脹冷縮的原理,氣孔會(huì)剛好停留在兩層板的中間。在正常的回波信號(hào)中間會(huì)出現(xiàn)中間波,它跟小焊核的信號(hào)比較相似。(如圖1)
4 超聲波焊點(diǎn)評(píng)估方法
在儀器程序設(shè)定中,根據(jù)聲波飛行距離將整個(gè)評(píng)估范圍分為五部分(根據(jù)搭接板料的厚度,設(shè)定各部分的寬度),通過(guò)聲波飛行距離最終落在的區(qū)間,以及波形形狀,來(lái)評(píng)估焊點(diǎn)結(jié)果。
①當(dāng)聲波飛行距離只在第一區(qū)間時(shí),程序認(rèn)為聲波飛行距離過(guò)短,聲能衰減嚴(yán)重,焊點(diǎn)評(píng)估為過(guò)燒。②如果聲波飛行距離到達(dá)第二區(qū)間,而沒有超過(guò)第二區(qū)間,當(dāng)正常的回波信號(hào)中間沒有中間回波時(shí),程序?qū)⒑更c(diǎn)評(píng)估為好焊點(diǎn); 當(dāng)正常的回波信號(hào)中間出現(xiàn)中間回波,程序?qū)⒑更c(diǎn)評(píng)估為小焊核。③如果聲波飛行距離到達(dá)第三區(qū)間,而沒有超過(guò)第三區(qū)間,當(dāng)正常的回波信號(hào)中間沒有中間回波時(shí),程序?qū)⒑更c(diǎn)評(píng)估為粘接不牢; 當(dāng)正常的回波信號(hào)中間出現(xiàn)中間回波,程序?qū)⒑更c(diǎn)評(píng)估為小焊核。④如果聲波飛行距離到達(dá)第四區(qū)間,而沒有超過(guò)第四區(qū)間,當(dāng)正常的回波信號(hào)中間沒有中間回波時(shí),程序?qū)⒑更c(diǎn)評(píng)估為焊點(diǎn)融入不足; 當(dāng)正常的回波信號(hào)中間出現(xiàn)中間回波,程序?qū)⒑更c(diǎn)評(píng)估為粘接。⑤如果聲波飛行距離超過(guò)第四區(qū)間,程序?qū)⒑更c(diǎn)評(píng)估為粘接。
猜你喜歡
科學(xué)與財(cái)富(2016年29期)2016-12-27 16:31:30
中國(guó)新技術(shù)新產(chǎn)品(2016年23期)2016-12-26 09:43:17
科學(xué)與財(cái)富(2016年18期)2016-12-22 19:31:13
科學(xué)與財(cái)富(2016年18期)2016-12-22 18:17:21
現(xiàn)代企業(yè)文化·理論版(2016年19期)2016-12-21 08:32:27
青年時(shí)代(2016年20期)2016-12-08 16:12:19
科學(xué)與財(cái)富(2016年26期)2016-12-01 21:17:46
中小企業(yè)管理與科技·上旬刊(2016年11期)2016-11-28 21:21:49
科技視界(2016年18期)2016-11-03 22:36:30
中國(guó)科技博覽(2016年18期)2016-10-19 11:24:50