淺談鉗工銼配技能
2016-05-30 18:43:44喬娟仝朝記
科技風
2016年10期
喬娟 仝朝記
摘 要:銼配在維修鉗工技能中占據重要的地位,是一項綜合性很強的鉗工技能,大量用于模具制造與維修中,本文主要介紹銼配加工工藝、銼配精度控制及銼配的一些操作技巧。
關鍵詞:銼配工藝;精度控制;操作技巧
銼配是鉗工運用多種基本操作技能和測量技術的綜合運用。使兩個或多個工件達到規定配合要求的技能操作。銼配能客觀地反映對操作技能的熟練程度,并能較好地提高判斷、分析、綜合解決問題的能力。
在社會生產中,銼配技能無處不在,小到配鑰匙,生產和修理中的配鍵,制作各種樣板,專用檢具,大到機械設備的制造,維修,裝配都離不開鉗工技能操作人才,盡管科技發達,自動化水平不斷提高,但鉗工技能人才在當代社會缺口仍然很大。為此,掌握鉗工銼配技能,具有十分重要的意義。
1 看懂圖紙
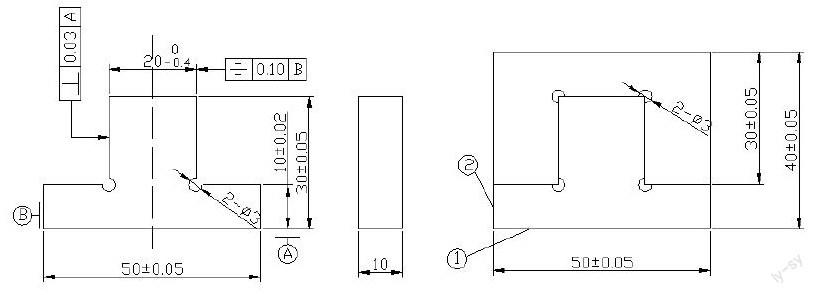
拿到圖紙要分清銼配類型,是平面銼配、角度銼配還是圓弧銼配,再判斷配合類型是屬于半封閉配合還是全封閉配合,是多件配還是旋轉配,弄清配合類型再看銼配精度要求,如果是初級精度,配合間隙在0.04~0.06mm,表面粗糙度小于等于3.2um,若是中等精度要求,配合間隙在0.02~0.04mm,表面粗糙度小于等于1.6um,搞清楚平面度,直線度,對稱度,垂直度等形位公差要求,找出圖紙的設計基準,制定合理工藝步驟,對整個配合圖形要有個全局的把握,尤其是銼配工件,如果不懂形位公差,不看技術要求,不看評分標準,急于下手,很容易造成廢品,徒勞無功。……
登錄APP查看全文